





Gracias a los numerosos ciclos de software desarrollados para operaciones especiales, como el torneado con eje B giratorio, el fresado de bielas, el fresado de levas o la perforación profunda, operaciones extremadamente complejas se convierten en operaciones sencillas para el operador. Otra novedad es el Millturn PRO: un software de simulación 3D CrashGuard Studio y su correspondiente editor de programación Millturn PRO, que permiten crear, probar y optimizar los programas NC en operaciones de torno-fresado. Crédito: WFL
Con base en la experiencia y las necesidades de los usuarios, los fabricantes de máquinas-herramienta vieron que las piezas torneadas también requerían algún trabajo de fresado o taladrado.
Con la pieza colocada en el torno, y con un torno CNC ya capaz de realizar los movimientos necesarios para alimentar eficazmente las herramientas giratorias, era lógico aumentar las capacidades de los tornos por medio de husillos adicionales para el trabajo con herramientas giratorias. Las máquinas de torneado dedicadas se convirtieron así en máquinas de fresado y taladrado.



De hecho, las máquinas más eficaces para combinar el torneado, el fresado y el taladrado en una sola configuración se convirtieron en centros de corte de metales flexibles y múltiples operaciones. Con todo el mecanizado que podían realizar, habría sido lógico rebautizarlos como “centros de mecanizado”, si ese nombre no hubiera sido ya adoptado.
Un torno de barra con capacidad para girar herramientas y un subhusillo opuesto al husillo principal puede alimentar el material en bruto en un extremo y mecanizar todas las caras y características de una pieza elaborada sin que el operario tenga que intervenir. Además, puede producir una pieza tras otra mientras dure la barra. Muchos talleres mecanizan ahora de este modo.
Qué es el torno-fresado
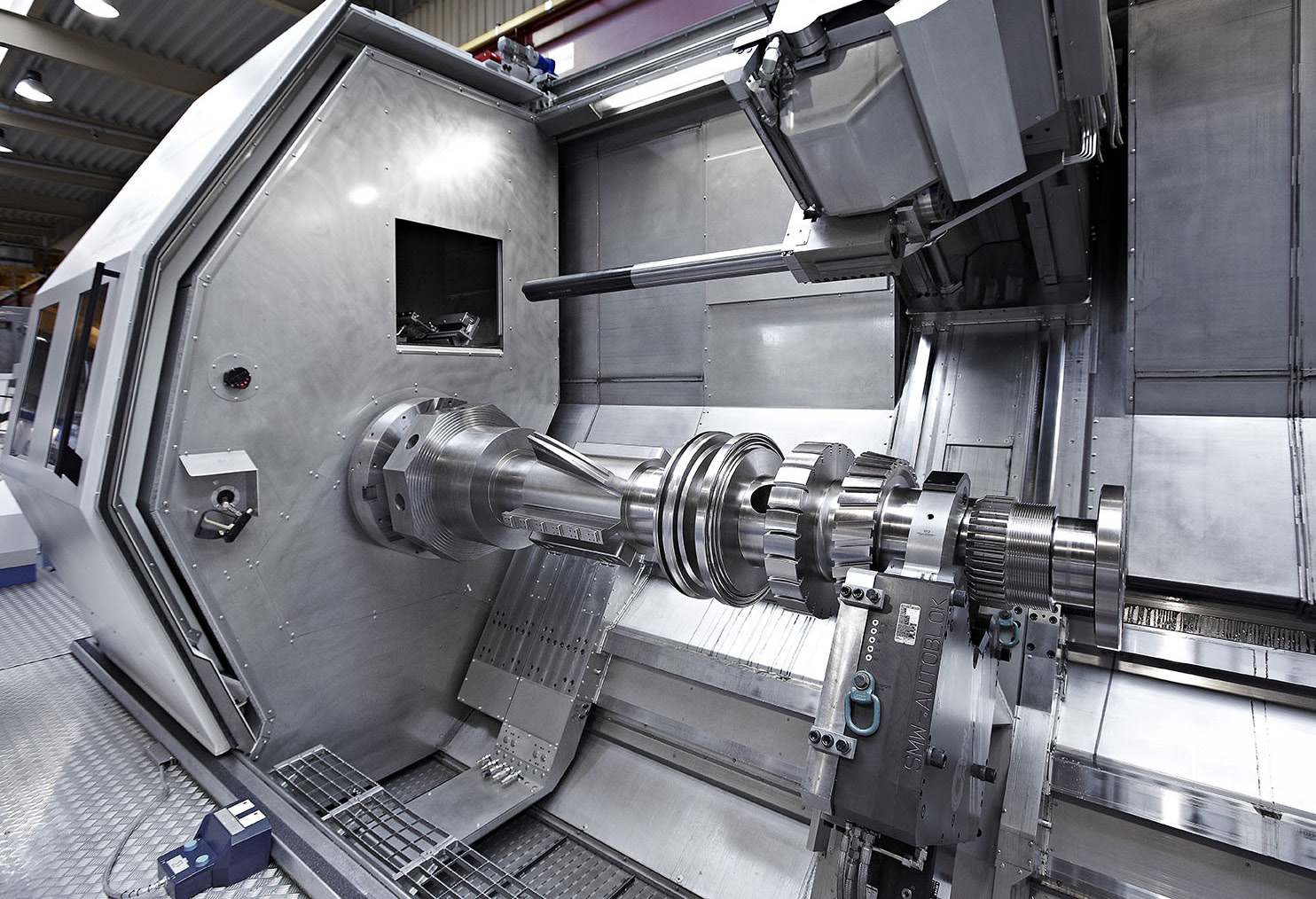
Aquí se aprecia la máquina M120 MILLTURN de WFL en acción con capacidad de 3,000 mm y el cargador de recogida y una larga barra de mandrinado amortiguada.
“Torno-fresado” puede ser un término ambiguo. Los centros de torneado con capacidad para girar la herramienta se denominan a veces máquinas de torno-fresado. Pero, al mismo tiempo, hay una operación metalmecánica específica que se realiza en estas máquinas y que merece con razón el nombre de “torno-fresado”. Se trata de cortar con una herramienta de fresado giratoria mientras la pieza también gira.
Por muchas razones un taller puede querer mecanizar de esta manera. Una de ellas es el control de la viruta. Otra es el control del corte interrumpido. Al menos un proveedor de herramientas de corte (Sandvik Coromant) ve cómo se emplea el torno-fresado con tanta frecuencia, que la empresa ha desarrollado herramientas de corte específicamente para esta operación.
El especialista de producto de Sandvik, Jim Grimes, quien facilita la información para este artículo, afirma que con el mayor uso de sofisticados tornos multitarea, el torno-fresado ya no puede considerarse una forma de corte tan inusual. Los usuarios actuales de máquinas de torno-fresado deberían pensar en este estilo de corte en muchos casos en los que tienen dificultades con el torneado estándar.
Estos son algunos de los retos específicos que el torno-fresado puede resolver:
- Alta remoción de metal. Si una pieza torneada requiere la eliminación de mucho material, el torno-fresado puede ser más eficaz.
- Cortes interrumpidos. Las herramientas de torneado no suelen ir bien en los cortes interrumpidos, pero una herramienta de fresado puede funcionar mucho mejor. Un corte de fresado ya es un corte interrumpido por definición. En la zona de la pieza en la que el corte se interrumpe, puede tener sentido pasar del torneado al torno-fresado.
- Virutas largas. El “nido de pájaro”, producido por el enredo de virutas en algunos materiales, no se acumula cuando la pieza es torno-fresada en lugar de ser torneada. Una consecuencia del corte intrínsecamente interrumpido del fresado es que las virutas se cortan en trozos pequeños.
- Ejes flexibles. Cuando la pieza torneada es larga, esbelta y no está apoyada en el centro, el torno-fresado puede evitar que se deflecte. En comparación con el torneado, el fresado puede eliminar material con menos presión de la herramienta.
- Duración de la herramienta. En un metal difícil de mecanizar, un solo inserto de torneado puede no ser capaz de proporcionar suficiente vida útil a la herramienta para que dure hasta el final del corte. Una herramienta de fresado puede cortar durante más tiempo, porque tiene múltiples insertos para dividir la carga. Al aguantar todo el corte, la fresa puede eliminar los riesgos que conlleva el cambio de herramientas en mitad de la operación.
- Diámetros excéntricos o formas irregulares. El movimiento radial (eje X) de la fresa puede coordinarse con la rotación de la pieza para mecanizar perfiles que no sean círculos perfectos. La misma Sandvik utiliza esta técnica para desbastar la forma cónica de tres lóbulos de sus portaherramientas “Capto”. El mismo principio —la fresa se mueve hacia dentro y hacia fuera mientras la pieza gira— también puede utilizarse para generar características descentradas sin tener que cambiar el setup. El pasador descentrado de un cigüeñal podría ser un ejemplo de ello.
En qué consiste la técnica de torno-fresado
El torno-fresado no es especialmente exigente para la máquina-herramienta, pero como mínimo el proceso requiere un movimiento en el eje Y. La rotación de la pieza proporciona el movimiento del eje C que genera el avance deseado para la fresa.
En otras palabras, en lugar de sfm (pies cuadrados por minuto) la velocidad de rotación se elige para un determinado ipm (pulgadas por minuto). Esto significa que la velocidad de la pieza en el torno-fresado es mucho más lenta que la típica del torneado.
La capacidad de cinco ejes gracias al eje B abre la oportunidad de procesar piezas a partir de barras, palanquillas, piezas de fundición o forjadas, así como de mecanizar piezas contorneadas.
El movimiento en el eje Y es necesario porque la fresa tiene que hacer la mayor parte de su corte fuera del centro. La herramienta no puede mecanizar la pieza a medida cuando está centrada —cuando la línea central de la herramienta se cruza con el eje de rotación de la pieza— porque entonces la herramienta cortaría en el centro de su cara y no en sus bordes. Para asegurar el corte correcto de los bordes de corte, la línea central de la herramienta debe estar desplazada del eje de rotación de la pieza en ¼ del diámetro del cortador.
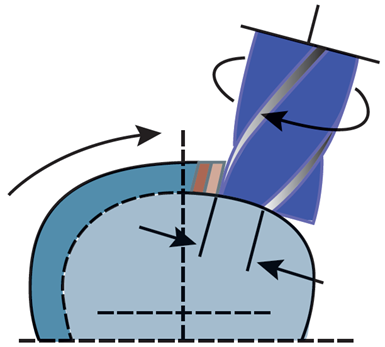
El corte fuera de centro con respecto al eje de rotación de la pieza garantiza que los filos cortantes encajen correctamente.
El problema de cortar de esta manera se produce cuando la herramienta llega a un hombro o al lado de una ranura. La herramienta descentrada deja una esquina redondeada.
Para conseguir una esquina afilada, el cortador debe efectuar una segunda pasada. El desplazamiento se elimina, por lo que la herramienta vuelve a la posición central en Y. Esta segunda pasada no realiza ninguna eliminación de material, excepto la necesaria para limpiar el material de la esquina.
Un hecho de la vida en el torno-fresado es el error de forma. El fresado
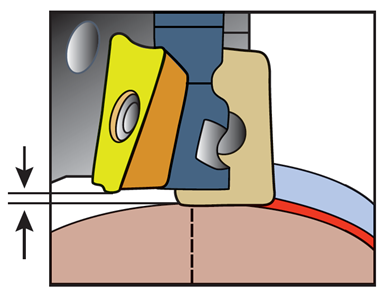
El inserto limpiador (wiper) sigue y sobresale por debajo del inserto que realiza el corte. El propósito del pulidor es alisar la superficie.
alrededor de la circunferencia de un formulario redondo inevitablemente deja festones espaciados de manera regular en la superficie. Este error no puede eliminarse por completo, pero puede controlarse con insertos pulidores. Un inserto pulidor (wiper) es un inserto que va detrás del filo cortante y se extiende un poco más dentro del material para alisar la superficie recién cortada.
Grimes dice que el desarrollo de herramientas de Sandvik Coromant para el torno-fresado se ha centrado en el diseño del pulidor (wiper). El pulidor hace que el error de desviación sea controlable, ya que las fórmulas asociadas a un wiper concreto les permiten a los usuarios adaptar sus parámetros de torno-fresado para lograr un grado de error aceptable.
Fuerza y desviación
Una herramienta equipada con pulidor es un endmill de cuerpo macizo, que obtiene su efecto de pulidor al tener dos de los cuatro filos que se adentran en la pieza. Una ventaja secundaria de este diseño de herramienta es que redirige la fuerza de corte de forma beneficiosa.
En el torno-fresado, cuando la pieza gira para encontrarse con la herramienta, parte de la fuerza de corte se desplaza a lo largo del eje de la herramienta. Al tener solo dos filos activos en la parte inferior se reduce este componente axial de la fuerza, por lo que una mayor parte de la fuerza de corte empuja en la dirección radial de la herramienta.
El hecho de que este cambio sea beneficioso pone de manifiesto lo diferente que es el torno-fresado del fresado en general. En una aplicación de fresado más estándar, transmitir la fuerza a lo largo del eje de la herramienta puede ser positivo.
El trabajo está bien apoyado en esta dirección. Sin embargo, en el torno-fresado, en el que la pieza puede ser larga y delgada y estar apoyada solo en los dos extremos, la dirección axial de la herramienta presenta un mayor riesgo de que se produzcan vibraciones nocivas. Para aprovechar al máximo las fuerzas en esta aplicación es necesario un diseño totalmente diferente de la herramienta.
Por qué el eje B es importante en el torno-fresado
Para mucha gente del taller de mecanizado, la plataforma de torno-fresado de eje B es la primera que le viene a la mente cuando piensa en “máquinas multitarea”, que a menudo pueden completar piezas en una sola configuración. Pero, aunque ese equipo se parece más a un torno, ¿son tornos o fresadoras? La respuesta es: ambos. En esta plataforma de cinco ejes, en particular, la línea entre la fresadora y el torno es más difusa.
Al referirnos al “eje B” hablamos de la rotación del cabezal de fresado del torno-fresado que permite al cabezal realizar trabajos desde varios ángulos en el lateral o el extremo de una pieza sujetada en un husillo principal o subhusillo. Un ejemplo de ello es una aplicación que no requiere trabajo de torneado, como el rotor para un supercargador automotriz.
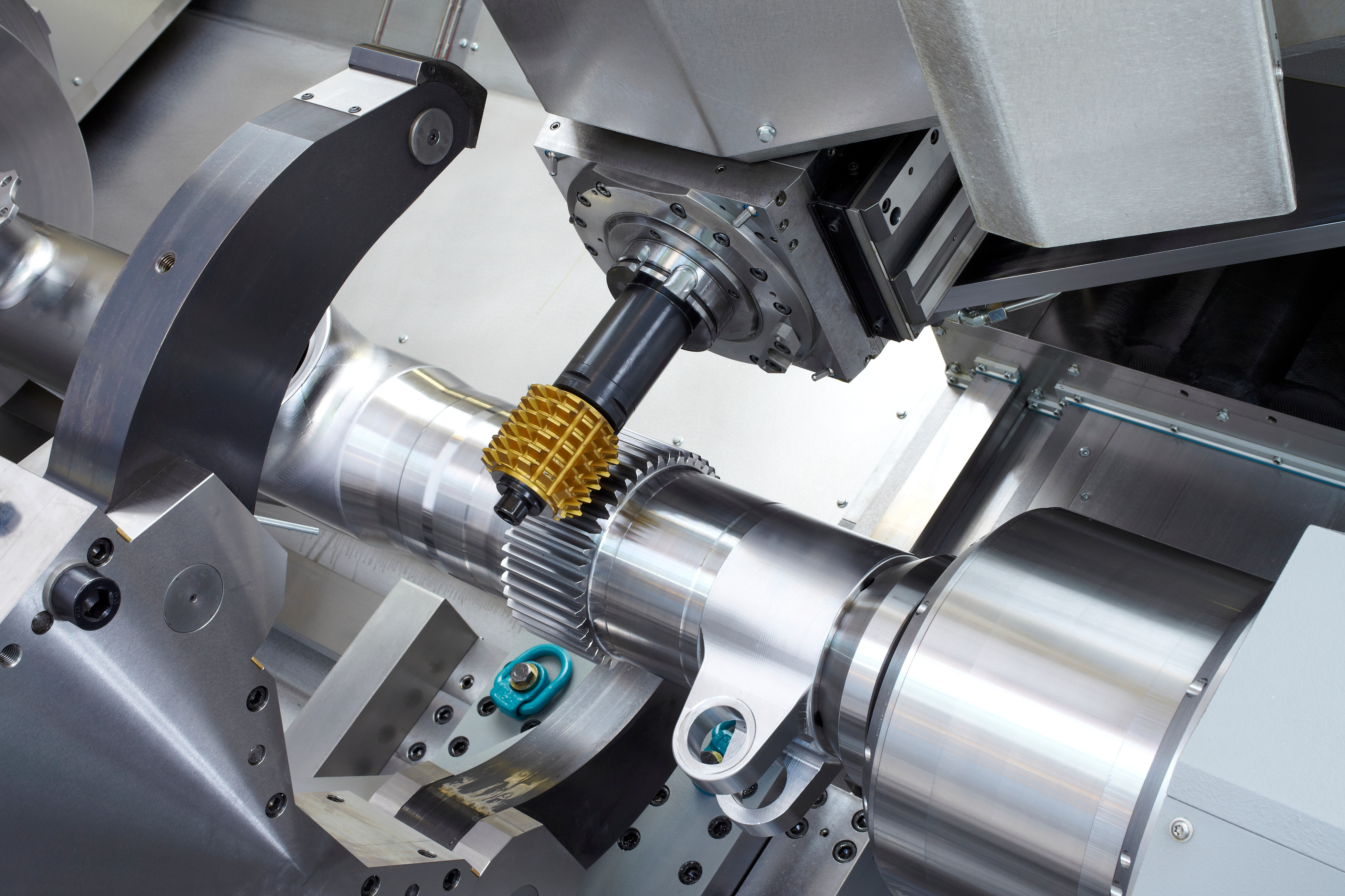
De hecho, la capacidad de cinco ejes gracias al eje B abre la oportunidad de procesar piezas totalmente prismáticas a partir de barras, palanquillas, piezas de fundición o forjadas, así como de mecanizar piezas contorneadas como, por ejemplo, el rotor mostrado arriba o, incluso, álabes de turbina. Además, algunos modelos de torno-fresado pueden realizar el fresado de engranajes y el tallado o estar equipados con unidades de revestimiento láser de manufactura aditiva para la reparación de piezas grandes o la adición de pequeñas características a piezas grandes.
En otro caso, una máquina Integrex i-100ST con subhusillo de Mazak puede realizar torneado de tipo pinch, así como otras operaciones simultáneas de torneado y fresado, tanto en el husillo principal como en el subhusillo. Estas máquinas también pueden utilizar el husillo de fresado del eje B para realizar “fresado de torneado”, en el que en lugar de alimentar una herramienta de torneado estática de un solo punto por el eje Z, se desplaza una herramienta de fresado giratoria por la pieza para “girar” el diámetro.
Según Sandvik Coromant, este método permite una gran eliminación de metal con un buen control de la viruta. También puede producir formas excéntricas, como formas de leva oblongas o álabes de turbina contorneados, alimentando el cortador a lo largo de más de dos ejes mientras se gira simultáneamente la pieza.
Una herramienta de torneado estática instalada en un husillo de fresado de eje B le permite a un torno-fresador realizar trabajos de torneado-contorneado. Okuma ofrece una función de torneado en el eje B para operaciones de torneado frontal en sus máquinas de la serie Multus. Esto se agrega a la capacidad de desbarbado para ranuras de diámetro interior y exterior, además del palpado en la máquina para medir las características de la pieza, como el diámetro, la redondez y el ángulo del cono.
Los torno-fresadores también son útiles para crear componentes grandes, tipo eje, que requieren características fresadas, como el caso de grandes cigüeñales que pueden ser mecanizados en un torno-fresador Weingärtner MPMC (centro de mecanizado multiproducto).
Algunas plataformas de torno-fresado de eje B se parecen más a las fresadoras que a los tornos, aunque pueden realizar trabajos de torneado. El Bumotec s181 es un ejemplo: en lugar de tener un subhusillo, cuenta con apoyo y sujeción de la pieza para permitir el trabajo posterior con herramental vivo para completar piezas como ganchos laminares quirúrgicos.
Otro ejemplo de aplicaciones de los husillos en el eje B es el de la máquina WFL M120 MILLTURN, presentado por el fabricante austriaco de torno-fresadores en la IMTS de 2018.
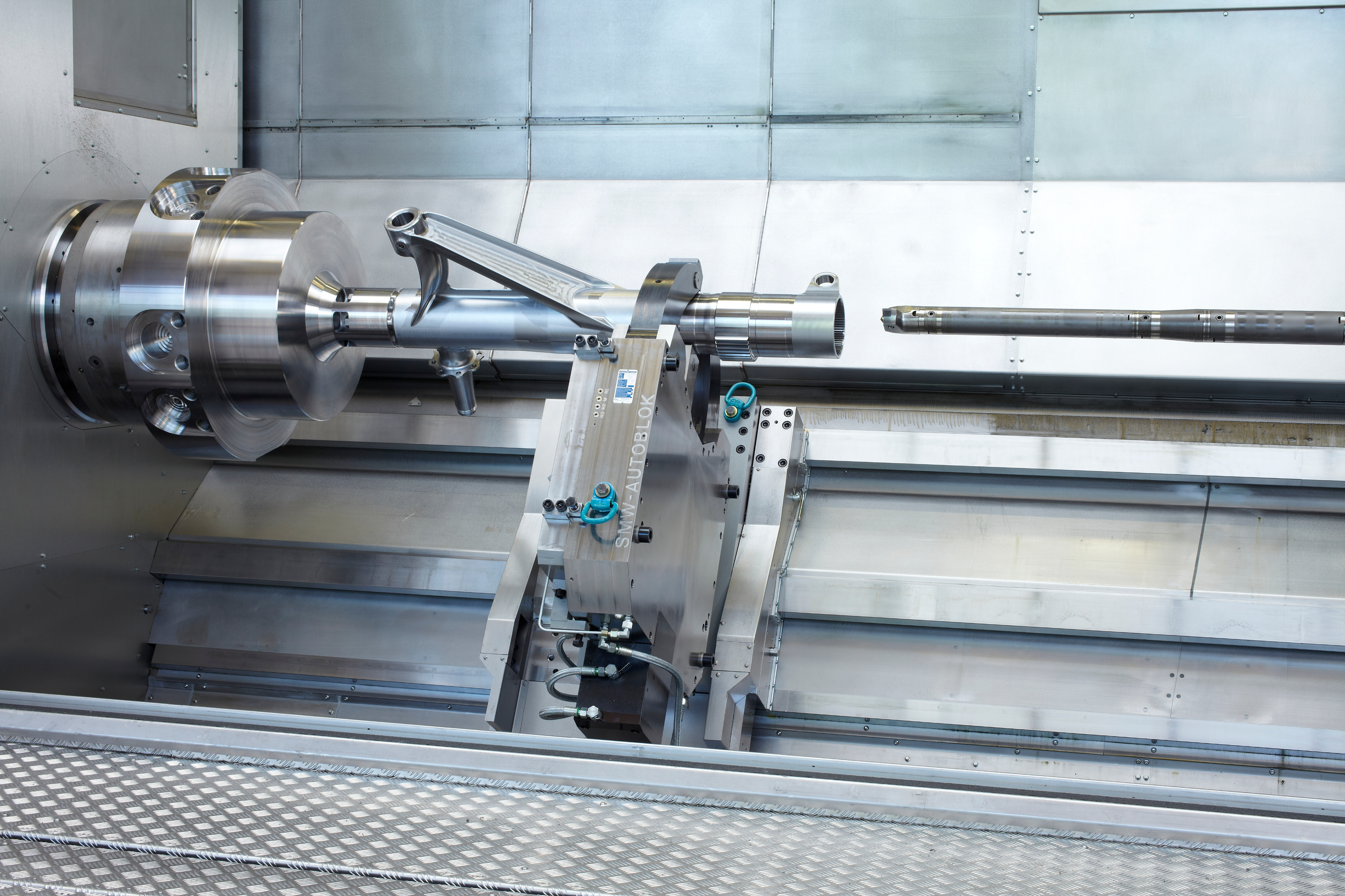
En colaboración con Sandvik Coromant, WFL mostró las enormes fuerzas de sujeción del eje B del equipo M120 MILLTURN.
En colaboración con Sandvik Coromant, WFL mostró en Chicago lo que la empresa austriaca denominó “récord mundial” en directo: ver en acción las enormes fuerzas de sujeción del eje B del equipo M120 MILLTURN, que permiten utilizar barras de mandrinado amortiguadas con una relación diámetro-longitud de hasta 1:18. Esto es posible gracias a la rigidez de la máquina multitarea WFL MILLTURN y a la avanzada solución antivibratoria de la tecnología Silent Tools, de Sandvik.

La máquina Integrex i-100ST con subhusillo, de Mazak, puede realizar torneado de tipo pinch, así como otras operaciones simultáneas de torneado y fresado, tanto en el husillo principal como en el subhusillo. Estas máquinas también pueden utilizar el husillo de fresado del eje B para realizar “fresado de torneado”, en el que en lugar de alimentar una herramienta de torneado estática de un solo punto por el eje Z, se desplaza una herramienta de fresado giratoria por la pieza para “girar” el diámetro.
Los requisitos de la industria aeroespacial han sido el generador tecnológico para este tipo de herramientas. Mediante la combinación de un adaptador de torneado extremadamente largo (alcance de voladizo de 18 x el diámetro), equipado con sensores que toman lecturas del proceso como parte integrada de las máquinas-herramienta multifuncionales MILLTURN, el operador puede recibir apoyo con información del proceso.
Especialmente para este tipo de herramientas, como la barra de mandrinado amortiguada, WFL ofrece una solución totalmente automatizada para el uso de hasta 2.5 metros.
Para otras herramientas pesadas de mecanizado ID, de hasta 1.5 metros de longitud y 145 kilogramos de peso, cuenta con un magazín de recogida independiente disponible de manera opcional. En este equipo es posible realizar trabajos de torneado, mandrinado, fresado, perforado profundo y mecanizado de precisión en cualquier ángulo.

Las enormes fuerzas de sujeción del eje B del equipo M120 MILLTURN, de WFL, permiten utilizar barras de mandrinado amortiguadas con una relación diámetro-longitud de hasta 1:18.
Esto es una muestra de cómo la incorporación de potentes husillos de fresado de eje B y cambiadores de herramientas automáticos a los tornos-fresadores combina lo mejor de la tecnología del fresado y el torneado.
Claves sobre torno-fresado
-
El endmill de cuerpo macizo es una herramienta equipada con pulidor que logra su efecto pulidor al tener dos de los cuatro filos que se adentran en la pieza, además de redirigir la fuerza de corte de forma beneficiosa.
-
En el torno-fresado, la herramienta con solo dos filos activos en la parte inferior reduce el componente axial de la fuerza, permitiendo que una mayor parte de la fuerza de corte empuje en la dirección radial de la herramienta.
-
La plataforma de torno-fresado de eje B combina las capacidades de fresadoras y tornos en máquinas multitarea.
-
El eje B permite la rotación del cabezal de fresado del torno-fresado para realizar trabajos desde varios ángulos en el lateral o el extremo de una pieza sujetada en un husillo principal o subhusillo.
-
Las máquinas de torno-fresado de eje B pueden realizar fresado de engranajes, tallado, y estar equipadas con unidades de revestimiento láser para la reparación de piezas grandes o la adición de pequeñas características a piezas grandes.
-
Los torno-fresadores pueden realizar torneado de tipo pinch y operaciones simultáneas de torneado y fresado.
-
El fresado de torneado es una técnica que utiliza el husillo de fresado del eje B para desplazar una herramienta de fresado giratoria por la pieza, permitiendo la eliminación de metal con buen control de la viruta y la producción de formas excéntricas.
-
Los torno-fresadores también son útiles para crear componentes grandes que requieren características fresadas, como grandes cigüeñales que pueden ser mecanizados en un torno-fresador.
-
La tecnología Silent Tools de Sandvik permite utilizar barras de mandrinado amortiguadas con una relación diámetro-longitud de hasta 1:18 en la máquina WFL M120 MILLTURN, gracias a la rigidez de la máquina multitarea y a la avanzada solución antivibratoria.
-
La incorporación de potentes husillos de fresado de eje B y cambiadores de herramientas automáticos a los tornos-fresadores combina lo mejor de la tecnología del fresado y el torneado, siendo especialmente útil en la industria aeroespacial.
* Este artículo ha sido desarrollado con base en información y entrevistas realizadas por mis colegas Pete Zelinski y Derek Korn, editores de Modern Machine Shop en Estados Unidos.






Contenido relacionado

Qué es el torno fresado y cómo lo puede aplicar en su taller
Explore cómo el torno-fresado puede mejorar la eficiencia en la eliminación de metal y el manejo de cortes interrumpidos.
Leer Más
5 errores críticos en el uso de máquinas CNC que debe evitar
Descubra los cinco errores más comunes en la operación de máquinas CNC, desde la elección de herramientas incorrectas hasta la manipulación inadecuada de funciones críticas.
Leer Más
WFL presenta nuevas tecnologías del torno-fresado en Austria
Gunther Mayr, director de tecnología de WFL, explica en esta entrevista cómo la serie Mill-Turn está revolucionando el mecanizado con su capacidad para realizar operaciones de gran envergadura y la integración de procesos como el fresado, el taladrado, la medición y el rectificado.
Leer Más
Transición hacia el mecanizado CNC tipo suizo
La implementación de máquinas CNC tipo suizo, en Deking Screw Products, trajo un método de producción nuevo y altamente eficiente para el negocio. Pero también requirió aprender las diferencias inherentes al mecanizado tipo suizo y un cambio de mentalidad para los líderes de la empresa.
Leer MásLea a continuación

Qué es el torno fresado y cómo lo puede aplicar en su taller
Explore cómo el torno-fresado puede mejorar la eficiencia en la eliminación de metal y el manejo de cortes interrumpidos.
Leer Más
Nuevas tendencias en instrumentos de medición e inspección
La precisión en la manufactura no es opcional, es una necesidad. Desde la integración de sistemas de medición en tiempo real hasta innovaciones en tecnologías sin contacto, la medición precisa resulta esencial para cumplir con las exigencias de tolerancias estrictas y optimizar los procesos de control de calidad. Exploramos los recientes avances en metrología y su impacto en industrias como la automotriz y la aeroespacial, donde la precisión es clave.
Leer Más
¿Por qué usar torno-fresado?
Los fabricantes de máquinas-herramienta se dieron cuenta de que las piezas torneadas a menudo requerían también, al menos, algún trabajo de fresado o taladrado. Por ello aumentaron las capacidades de los tornos mediante husillos adicionales para el trabajo con herramientas giratorias. De esa manera surgieron las máquinas de torno-fresado.
Leer Más