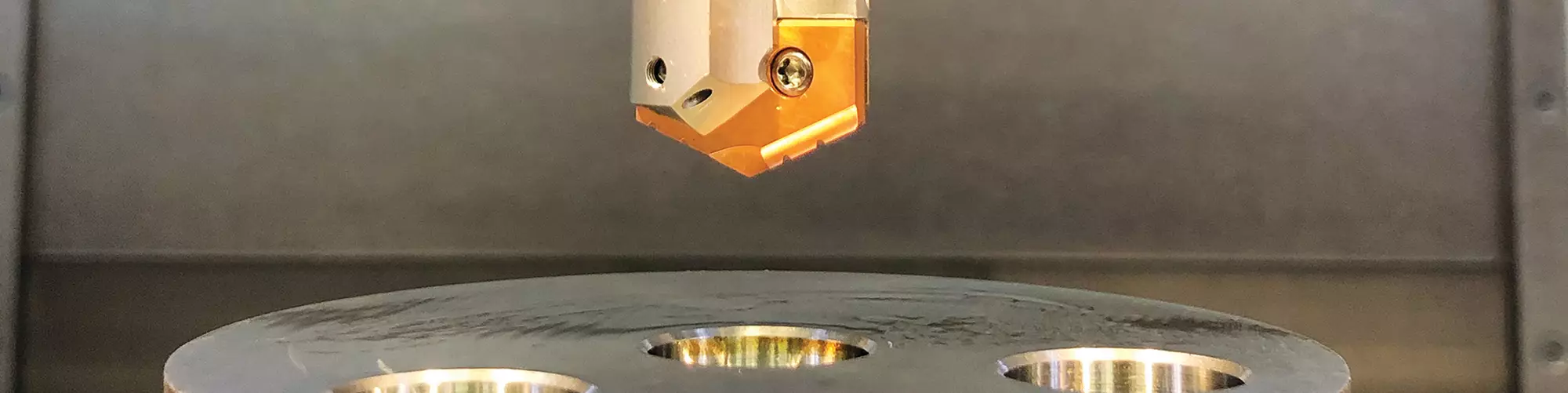


En comparación con sus primos sólidos, las brocas de punta reemplazable proporcionan flexibilidad y ahorro de costos en aplicaciones de gran diámetro. Aquí, uno de los taladros T-A guiados de Allied Machine & Engineering a punto de trabajar en un molde automotriz hecho de acero para moldes P20. El orificio se roscará y se conectará con líneas de flotación para garantizar un enfriamiento adecuado.

Los “nidos de pájaros” pueden ser el resultado de no alimentar un taladro de forma suficientemente agresiva, como se muestra en esta aplicación en acero 1018 con bajo contenido de carbono.

Si el ejercicio funciona correctamente, las virutas serán cortas y segmentadas y mantendrán su color original.

El nivel superior del sistema de perforación con insertos T-A de Allied consiste en taladros autoguiados, que incorporan almohadillas de carburo a lo largo del cuerpo para mantener la herramienta estable. Este modelo, el Stealth Drill, también presenta salidas de refrigerante pasante adicionales y un pasador de ubicación ajustable que mueve el inserto radialmente para mitigar la acumulación de tolerancias comunes a todos los taladros de punta reemplazable.

El montaje de indicadores en una máquina para medir la longitud de perforación y la desviación puede ser desgastante, propenso a errores y potencialmente peligroso. Un preajuste digital puede eliminar estas preocupaciones.

Los sistemas de preajuste digital generalmente ofrecen mayor precisión que los indicadores, así como también el software para guiar a los usuarios a través de las rutinas de medición.

Para garantizar la seguridad y la precisión con los taladros de punta reemplazable T-A, Allied recomienda perforar el orificio piloto a una profundidad de al menos 2xD. Esta práctica proporciona un compromiso suficiente para mantener la broca centrada y evitar que se convierta en un proyectil si se rompe. Como se muestra aquí, la broca más larga debe alimentarse a un máximo de 50 rpm y 12 pulg/min (300 mm / min) hasta que la punta esté a 1/16” (1.5 mm) del fondo del orificio. Desde allí, los usuarios deben mantener el 50% de la velocidad y el 25% de la alimentación recomendadas hasta que el taladro alcance una profundidad igual a su propio diámetro. La velocidad debe reducirse a un máximo de 50 rpm antes de retirarse del agujero.



“Por mucho que nuestros clientes quieran que sea una herramienta de acabado, una broca sigue siendo una herramienta de desbaste”, dice Salvatore DeLuca, gerente de producto de Allied Machine and Engineering. “Siempre va a cortar un poco más”.
No obstante, dice que es fácil comprender las altas expectativas para las brocas de punta reemplazable como las fabricadas por Allied, un especialista en herramientas para hacer agujeros. En la aplicación correcta, las últimas ofertas pueden dejar agujeros rectos y lo suficientemente suaves como para hacer innecesarias las herramientas de acabado dedicadas.



Sin embargo, hay más en la perforación precisa y eficiente que las herramientas mismas, particularmente en agujeros con relaciones de profundidad a diámetro de 9:1 o más.
Recomendaciones clave para realizar perforación profunda
En una conversación reciente, DeLuca describió cinco recomendaciones para realizar perforación profunda con el sistema T-A de la compañía, una amplia línea de brocas de punta reemplazable de uso general diseñadas para penetrar la mayoría de los aceros, fundiciones, aleaciones de alta temperatura y aleaciones de aluminio.
1. Beneficios de la configuración de herramientas fuera de línea con preajuste
Cuanto más profundo es el agujero, más larga es la broca. Cuanto más larga sea la broca (mayor será la distancia entre la punta de la herramienta y la punta del husillo), mayor será el grado en que la desviación puede afectar los resultados. En algunas aplicaciones de orificios profundos, la oscilación más leve puede desgastar prematuramente las herramientas y comprometer tanto la rectitud como el acabado de la superficie.
Sin embargo, la necesidad de una configuración cuidadosa no es excusa para gastar cantidades excesivas de tiempo en identificar y corregir la desviación con cada herramienta o cambio de inserto.
Más específicamente, no hay espacio en un entorno de producción moderno para subir a las zonas de trabajo para remontar indicadores, ni para sostener trozos de papel en su lugar para los retoques de herramientas. Lo más probable es que el ensamblaje de herramientas fuera de línea con un preajuste ahorraría cantidades significativas de tiempo en cualquier operación de perforación de agujeros profundos.
Además de ahorrar tiempo, hacer que los márgenes de perforación sean más fáciles de encontrar y medir evita errores costosos.
“En mi opinión, solo la facilidad de montaje ya vale la inversión”, dice DeLuca. “Cuando se observa la reducción en el costo de montaje y el tiempo de inactividad de la máquina debido a mediciones de montaje incorrectas, es difícil imaginar no tener un preajuste”.
En las instalaciones de un cliente, tres de los taladros “Stealth” autoguiados de punta reemplazable de Allied Machine (llamados así por su funcionamiento silencioso) se instalan en el cuarto de herramientas al comienzo de cada turno. Este proceso lleva menos de 10 minutos.
En contraste, montar tres herramientas en la línea de mecanizado puede llevar hasta 30 minutos, lo que equivale a 90 minutos de tiempo perdido en el transcurso de tres turnos. En un entorno de producción 24/7, eso suma casi 2,200 horas por año (una cifra que no tiene en cuenta el tiempo de inactividad de la máquina durante los cambios de herramienta). “Un sistema de preajuste es probablemente el 5% del costo de esas horas perdidas”, señala DeLuca.
En este caso, el Stealth Drill se suma al ahorro de tiempo proporcionado por el preajuste fuera de línea. Esta broca presenta un pasador ajustable que mueve el inserto radialmente para mitigar la acumulación de tolerancia común a todas las brocas de punta reemplazable.
Como resultado, registrar la desviación ya no requiere desmantelar y limpiar el conjunto de la herramienta, ajustar las compensaciones, agregar cuñas a las torretas de herramientas o confiar en operarios experimentados para intentar una solución poco ortodoxa.
2. La importancia del refrigerante en el proceso de perforación
Salvo alguna forma de visión de rayos X, la formación de virutas es la única forma de juzgar el rendimiento de una broca durante el corte, mientras todavía hay tiempo para actuar. Las formas “curlicue” (es decir, “seises” y “nueves”) son ideales, mientras que las virutas más largas y fibrosas eliminan el calor de la zona de corte de manera menos eficiente.
El color también importa. A medida que la zona de corte se calienta, las virutas se vuelven progresivamente grises, negras y azules. Las virutas descoloridas pueden indicar la necesidad de reducir el calor disminuyendo las rpm del husillo, mientras que las virutas fibrosas pueden indicar la necesidad de aumentar la velocidad de alimentación hasta un punto en el que el material mecanizado se rompe en lugar de pelarse.
Otros problemas pueden ser más fáciles de pasar por alto. “Una de las entradas más subestimadas en cualquier proceso de mecanizado, incluso más allá de la perforación, es el refrigerante”, dice DeLuca.
Dado el impacto significativo del refrigerante en la forma en que se forman las virutas, ajustar la concentración y el flujo del refrigerante también puede ayudar a resolver los problemas con los “nidos de pájaros” descoloridos (refiriéndose a las formaciones de virutas).
Los refrigerantes solubles en agua son más comunes para aplicaciones de uso general porque eliminan bien el calor. Dicho esto, las formulaciones semisintéticas o totalmente a base de aceite pueden ser una mejor opción para mejorar la lubricidad y garantizar virutas cortas y segmentadas en ciertos casos.
Aunque las herramientas pueden desgastarse más rápidamente y los parámetros pueden ser menos agresivos que con un refrigerante a base de agua, un recubrimiento de inserto que mejore la resistencia al calor podría ayudar a compensarlo. Todo depende de la aplicación.
Un factor no negociable es el uso de brocas con refrigerante directo. Las máquinas-herramienta también deben suministrar suficiente presión de refrigerante. Las brocas pequeñas requieren una presión significativamente mayor para que la evacuación de la viruta se mantenga en línea con la eliminación del material, ya que deben funcionar a rpm más altas para lograr la misma velocidad superficial que las herramientas más grandes. “Cuanto mayor es la presión, más rápido salen las virutas del agujero y más rápido puede girar el taladro”, dice DeLuca.
3. Los reingresos de la herramienta significan problemas
Las brocas T-A de Allied están disponibles con 187 combinaciones diferentes de geometrías y revestimientos de insertos estándar, y esta es solo una línea de herramientas de un fabricante. Con tantas opciones específicas de aplicación disponibles, las estrategias para las brocas de insertos que alguna vez fueron un procedimiento estándar podrían dejar de aplicarse.
Un ejemplo es el reingreso de la herramienta. No debe ser necesario invertir periódicamente la alimentación de la herramienta durante el corte para garantizar que las virutas se evacuen del orificio.
“Cuando ves operaciones de reingreso en estos días, por lo general, alguien aplica mal una herramienta o usa la herramienta equivocada por completo”, dice DeLuca.
Los reingresos de herramienta podrían ser la única opción si no hay tiempo para nuevas herramientas u otros ajustes de proceso. Sin embargo, el resultado es siempre una perforación más lenta. Además, retraer la herramienta a mitad del corte puede dejar virutas parcialmente formadas y sin separar dentro del orificio.
El carburo es resistente al desgaste, pero relativamente frágil, una característica que puede hacer que los insertos sean propensos a fallas prematuras o incluso catastróficas al contacto repetido con una superficie tan irregular y agresiva. Incluso si los insertos no están comprometidos, la pieza de trabajo podría estarlo.
Como se mencionó anteriormente, la mayoría de las brocas cortan ligeramente por encima del tamaño nominal. “Tal vez sea solo por unas pocas milésimas de pulgada o “thous” (1"thou"= 0.001 pulgadas), pero en algunos trabajos, aún puede existir el riesgo de maltratar el interior del agujero o cortar un agujero de mayor tamaño”, explica.
4. Los insertos son autocentrados
Otra práctica desactualizada es el uso de un taladro de punto de 90 grados con un diámetro más pequeño para el agujero piloto. Esto tiene sentido intuitivamente y, como es el caso del reingreso para perforación, puede ser una regla práctica para ciertas aplicaciones de talleres de herramientas.
Después de todo, un orificio de menor diámetro perforado ligeramente descentrado es más fácil de corregir que uno más grande, mientras que un ángulo de punta afilada ayuda a que la broca penetre rápida y fácilmente en la pieza y se asiente en su posición. Sin embargo, la mayoría de las máquinas-herramienta CNC se posicionan con la precisión suficiente para que la broca piloto pueda tener el mismo diámetro que la broca principal. También son lo suficientemente potentes como para conducir puntos más duros en el material virgen de la pieza de trabajo.
De hecho, la mayoría de los insertos de perforación de punta reemplazable presentan puntas autocentrantes con ángulos de punta de menos de 90 grados. Como resultado, el inserto puede impactar el diámetro principal del orificio antes del punto de autocentrado.
“Si tuviera que seguir una broca de punto estándar con una de nuestras herramientas, nuestra broca querrá caminar ligeramente, causando un desgaste prematuro y potencialmente haciendo que la herramienta se salga”, explica DeLuca. “El uso del mismo diámetro de inserción y ángulo de punta asegura que la broca más larga retome perfectamente donde la broca de punto dejó el trabajo”.
5. La precaución es una virtud
En la perforación de agujeros profundos, el aumento inmediato de velocidad hasta velocidades y avances finales puede crear problemas de seguridad y riesgo de comprometer el trabajo.
Como tal, muchas de las recomendaciones estándar de Allied para taladros de inserción T-A de propósito general se pueden resumir en una frase: acérquese al agujero piloto con precaución (para más detalles, vea las imágenes).
“Acercarse a un agujero preexistente con precaución ayuda a evitar rayones o daños”, dice DeLuca sobre estas recomendaciones. “Permite que los márgenes de la broca se enganchen con el material antes de que llegue a velocidad de corte. El agujero comienza a actuar como un buje que mantiene el taladro centrado y mantiene a salvo las piezas y a las personas”.







Contenido relacionado

Roscado de forma vs roscado de corte: productividad en mecanizado
El paso del roscado de corte al roscado de forma en una aplicación importante redujo los costos de herramientas en Siemens Energy y multiplicó por cien la vida útil de las herramientas.
Leer Más
Herramienta de refrentado y avellanado Heule Spot proporciona un mecanizado flexible
La herramienta Solo L que presenta Heule Precision Tools funciona para proyectos de refrentado por puntos y avellanado de más de 25 mm.
Leer Más
SJ Tools: éxito en fabricación de herramientas de carburo con rectificado
Mediante tecnología de punta para el rectificado y afilado de sus herramientas, la empresa mexicana SJ Tools fabrica herramientas complicadas para sus clientes con una reducción en costos y tiempos de entrega.
Leer Más
Sistema de taladrado T-A Pro
Meximold: En el stand 405, Allied Machine & Engineering expondrá su sistema de perforación de alta penetración T-A Pro.
Leer MásLea a continuación

Tipos de insertos de corte y su aplicación
Este informe ofrece una visión de los diversos tipos de insertos utilizados en el mecanizado de piezas metálicas y su importancia en los procesos industriales. Aborda desde los conceptos básicos hasta las aplicaciones específicas y las recientes tendencias tecnológicas. Además, profundiza en las propiedades técnicas, ejemplos de aplicaciones en diversas industrias y recomendaciones prácticas para maximizar la eficiencia y vida útil de los insertos.
Leer Más
Sistemas innovadores de sujeción para electroerosión y mecanizado de tres ejes
Con el propósito de aumentar el índice de ocupación de máquinas en el taller, este fabricante de moldes adaptó un dispositivo de sujeción en sus máquinas de tres ejes y su electroerosionadora de penetración para aumentar la flexibilidad de sus equipos y ser más competitivo.
Leer Más
Nuevas tendencias en instrumentos de medición e inspección
La precisión en la manufactura no es opcional, es una necesidad. Desde la integración de sistemas de medición en tiempo real hasta innovaciones en tecnologías sin contacto, la medición precisa resulta esencial para cumplir con las exigencias de tolerancias estrictas y optimizar los procesos de control de calidad. Exploramos los recientes avances en metrología y su impacto en industrias como la automotriz y la aeroespacial, donde la precisión es clave.
Leer Más