Micromecanizado y controles inteligentes soportan fabricación de equipo médico
El Micro Vario, de Kern, y el control TNC 640, de Heidenhain, le dan a M5 la precisión que necesita para micromecanizar con éxito piezas de la industria médica.



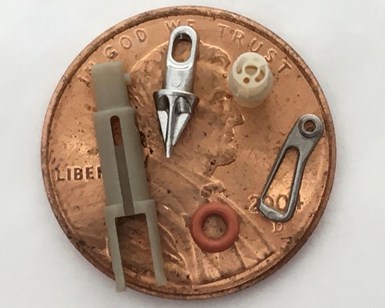
Aunque el 80 % del trabajo de M5 durante la pandemia ha sido para la industria médica, la experiencia en micromecanizado de la empresa abarca múltiples industrias. Estas cinco piezas micromecanizadas están hechas de diversos materiales, como PEEK, caucho y cromo cobalto. Fotos cortesía M5.
A principios de 2020 el pequeño taller M5, con sede en Minnesota, amplió sus capacidades de micromecanizado al comprar una máquina-herramienta Kern Micro Vario de cinco ejes. Poco después compró otra.
Estas compras superaron los límites de precisión y tolerancia del taller y llevaron a M5 a convertirse en un proveedor fundamental para muchas empresas de equipos médicos esenciales. Ahora, el taller de cuatro personas crea de todo, desde moldes de microfluidos para vacunas, hasta componentes de herramientas de cirugía cerebral y micromoldes para prototipos de marcapasos. “Estas son dos de las mejores decisiones de inversión que hemos tomado”, declara el propietario Jon Baklund.



Herramientas de micromecanizado
Las piezas para el marcapasos requerían ocho orificios de 0.005” y los requisitos de esterilidad significaban que las manos no podían tocar las piezas. Baklund destaca la importancia de la automatización mecánica y la precisión de la máquina para cumplir estos requisitos.
Lograr esta precisión fue especialmente difícil, ya que la expansión térmica puede causar problemas de mecanizado en estos microniveles, pero la máquina-herramienta de Kern eliminó tales preocupaciones debido a una configuración que bombea agua fría por toda la estructura para hacerla más estable a los cambios de temperatura de su entorno. “Esto a menudo genera un gran ahorro de costos para los fabricantes, que ya no necesitan adquirir unidades de aire acondicionado gigantes u otros costosos dispositivos para estabilizar los cuartos en los que se realiza el proceso”, dice el presidente de Kern, Toni Mangold.
El líder de diseño y fabricación de herramientas de M5, Alex Madsen, señala otras mejoras en el proceso: “Uso regularmente fresas escariadoras de 0.003” de diámetro en aceros endurecidos con estas máquinas, lo que a menudo da como resultado acabados superficiales tipo espejo. Además, el quinto eje ayuda con la vida útil de la herramienta. Ser capaz de mecanizar cinco caras de una pieza a la vez elimina tener que realizar una segunda operación de sujeción”.

Este molde de microfluidos para la producción de vacunas incluye casi 30 canales de 0.010” de ancho. El personal de M5 mecanizó toda la parte inferior del molde con una sola fresa de extremo de 0.008” de diámetro para que tuviera una superficie plana casi perfecta, sin escalones ni facetas individuales.
Controles dinámicos y accesibles
A pesar de no tener experiencia con el mecanizado de cinco ejes o el control TNC Heidenhain 640, de Micro Vario, Madsen ejecutaba trabajos en una semana y media desde que M5 recibió su primer Micro Vario.
“Lo primero que noté sobre el control de Heidenhain fue que utilizaba un lenguaje más verbal para los cambios de herramientas y actividades similares —dice Madsen—. Incluso si estaba escribiendo manualmente algún código G, la pantalla de programación proporcionaba una descripción de qué era y qué debía buscar. La tabla de herramientas resultó agradable y los ciclos de palpado también eran fáciles de seguir”.

Incluso con el administrador de escritorio remoto del control Heidenhain TNC 640 que permite al taller programar trabajos en casa durante la noche, M5 pronto alcanzó los límites de capacidad de su primer Micro Vario. Solo cuatro meses después de comprar la primera máquina, agregó una segunda máquina Kern con un control Heidenhain idéntico.
Los controles también cuentan con un administrador de escritorio remoto, lo que permite a los empleados de M5 trabajar de forma remota y configurar trabajos por la noche. Entre esta capacidad y la tendencia de Madsen de trabajar en cinco o seis tipos diferentes de piezas todos los días, en dos máquinas que funcionan simultáneamente, el taller requiere un trabajo de simulación preciso. Con funciones como el Monitoreo dinámico de colisiones opcional, que ayuda a prevenir fallas en el husillo, Madsen indica que el control cumple las expectativas: “Básicamente, hago una renderización completa en el control, y algunas veces el sistema ha mostrado una desviación de media milésima, que estaba en el código G. Entonces, para el procesamiento de estas piezas pequeñas, en las que necesito acabados superficiales superfinos, puedo primero realizar las pruebas en el control y confiar en lo que veo”.






Contenido relacionado

Manufactura controlada por datos en la industria aeroespacial
Conectar máquinas a una red para monitorear la producción casi garantiza que la utilización aumenta, pero ese es solo el primer paso hacia la manufactura controlada por datos. Descubra cómo el monitoreo de máquinas CNC impulsa la eficiencia y mejora la utilización en la industria aeroespacial.
Leer Más
Creación de ciclos enlatados en CNC para herramientas de puerto
Aprenda cómo la creación de ciclos enlatados personalizados puede transformar su producción, adaptándose a cualquier desafío de mecanizado con precisión y flexibilidad. Descubra cómo implementar estas soluciones para optimizar sus operaciones en CNC.
Leer Más
Consejos para diseñar programas CNC efectivos
El modo en que se formatea un programa de código G afecta directamente la productividad del personal que lo utiliza. Diseñe programas CNC que faciliten el trabajo de las personas encargadas de la configuración del CNC y de los operarios.
Leer Más
Funciones avanzadas de macros personalizadas en CNC
Descubra cómo las macros personalizadas en CNC ofrecen acceso a funciones avanzadas, desde variables del sistema hasta códigos G y M definidos por el usuario.
Leer MásLea a continuación

Holding Submicron Part Tolerances
Sunlight-Tech Inc. has used GF Machining Solutions’ Microlution laser micromachining and micro-milling centers to produce parts with tolerances tighter than 1 micron.
Leer Más
What Should You Consider When Turning Micro Parts on a Lathe?
Various factors, including the machine, cutting tools and operator, must be taken into consideration to turn very small parts.
Leer Más
5 Tips for Making the Switch to Micromachining
Working at the micro-level requires changing the way you approach machining parts, and these tips can help you avoid pitfalls.
Leer Más