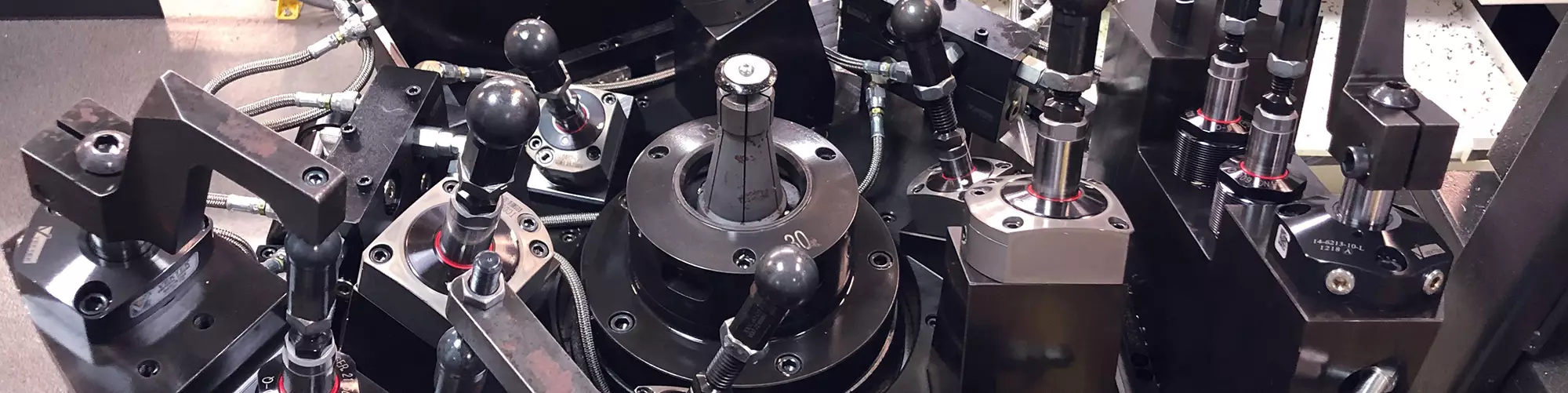





Esta fijación complicada, accionada hidráulicamente, fue clave para el éxito de la celda de mecanizado de cinco ejes y torneado automático de XL Machine, que produce 20 modelos diferentes de hélices para barcos.
XL Machine fue una de las empresas ganadoras del Top Shops en 2017 (un concurso de los mejores talleres metalmecánicos de Estados Unidos, organizado por Modern Machine Shop). Además, el Gerente General, Chris Orlowski, fue parte de un panel de discusión con representantes de otros talleres ganadores ese año en la inauguración de la Conferencia Top Shops en Indianápolis.
Al consultar con él hace unos meses, supe de una celda robótica que el taller de Three Rivers, Michigan, había agregado recientemente para mecanizar hélices de tres y cuatro álabes (una familia de 20 números de parte) para motores de embarcaciones fuera de borda. Mencioné que sostener esas partes contorneadas para el mecanizado de cinco ejes tenía que ser complicado. De hecho, esa fue la parte más desafiante del proyecto, me dijo él.



Ese fue el gancho de la historia, así que programé una visita para obtener más información.
Estructura de celda robótica para el mecanizado de hélices
Fundada en 1976, XL Machine (ahora parte del Grupo Burke Porter) comenzó como una empresa de mecanizado de prototipos. Hoy todavía realiza prototipos, pero los combina con capacidad de mecanizado de producción. El taller atiende a varios clientes en mercados como el automotriz, industria pesada, entretenimiento y marina.
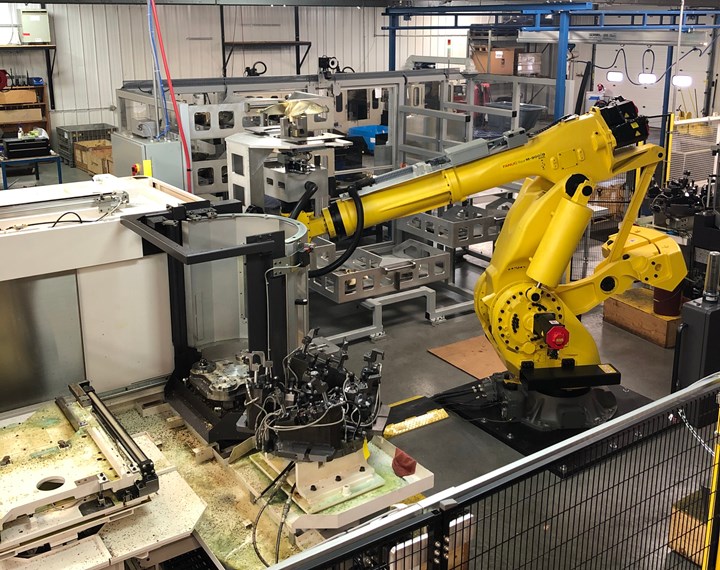
La celda incluye dos tornos verticales, dos máquinas de cinco ejes, un robot grande, racks para materia prima y partes terminadas, y la estación de volteo, que se aprecia aquí, para permitir que el robot agarre el otro lado de la parte.
Al principio, el cliente con el trabajo de hélice torneaba el cubo de cada parte internamente. Luego, XL Machine fresaba cualquier lado de los álabes contorneados en dos centros de mecanizado vertical independientes, de tres ejes, y un centro de mecanizado horizontal independiente, que combinaba los cortes verticales cerca del cubo. Cuando su cliente le pidió que también torneara los cubos, crear un proceso automatizado de múltiples máquinas parecía el siguiente paso lógico.
La foto muestra los moldes tal como ahora los recibe el taller. El material es “nibral”, una aleación de níquel, bronce y aluminio. Es útil para aplicaciones marinas porque es duradero y resiste la corrosión en el agua de mar. En cuanto al mecanizado, se dice que es como el acero inoxidable, ya que es un poco pegajoso.

Las hélices fundidas están hechas de “nibral”, una aleación que consta de níquel, bronce y aluminio.
La celda en forma de U, diseñada para dar acabado a estas partes, cuenta con cuatro máquinas Okuma: dos tornos verticales 2SP-V760EX, uno al lado del otro, para trabajos de torneado de cubos op. 10 y op. 20 y dos máquinas MU 6300V de cinco ejes para trabajos de fresado de álabes op. 30 y op. 40. Estas máquinas son atendidas por un gran robot FANUC M-900ib.
La celda incluye dos racks de varios niveles con cajones en los que el operador de la celda coloca partes fundidas en bruto y retira las partes terminadas. Para comenzar el proceso, el robot abre un cajón para sujetar una fundición en bruto por su cubo. Una cámara montada sobre el rack visualiza el número de parte en una pestaña en el extremo de cada álabe para verificar que el robot esté tomando la parte correcta (estas pestañas también se usan para ubicar y sujetar las partes en las fijaciones de las máquinas de cinco ejes). Otra cámara en el brazo del robot detecta la orientación de la parte para que el robot posicione correctamente el gripper sin tocar los álabes.

El mecanizado comienza con dos tornos verticales que realizan trabajos de torneado y perforación op. 10 y op. 20.
A continuación, la parte se entrega al torno vertical op. 10 para mecanizado interno y externo de la mitad del cubo hacia arriba. La otra mitad del cubo está asegurada por un chuck eléctrico personalizado de Co-Op Tool, una división de Hammill Mfg. La máquina también utiliza una herramienta de penetración personalizada de Cline Tool, que combina cuatro operaciones en un cuerpo de corte. Esto es útil porque muchas herramientas para las operaciones de torneado y mandrinado son tan grandes que los bolsillos adyacentes del cambiador automático de herramientas deben permanecer vacíos para acomodarlos. El cortador personalizado ahorra tres bolsillos del cambiador automático de herramientas. La máquina también utiliza refrigerante por inundación y suministro de aire a través de la herramienta para ayudar a eliminar las virutas del interior de los cubos recién mecanizados.

Cada una de estas herramientas personalizadas combina cuatro operaciones en un solo cuerpo de corte. Esto reduce el tiempo total del ciclo y libera tres bolsillos del cambiador automático de herramientas.
Una vez se completa el trabajo op. 10, el robot agarra la parte, el chuck eléctrico se desengancha y el robot lleva la parte a una estación de volteo. Luego la estación baja y el robot, ahora con el gripper hacia abajo, agarra el otro lado del cubo. Luego lleva la parte al segundo torno para el trabajo op. 20 en el cubo, que es similar al trabajo op. 10.
Lo siguiente es el fresado de álabes en cinco ejes. La máquina op. 30 fresa un lado del álabe, y la máquina op. 40 fresa el otro lado. Aquí es donde sobresale la fijación complicada creada específicamente para esta aplicación.
Sujeción de los álabes
Además de los dispositivos de sujeción de torno personalizados, Co-Op Tool suministró dos accesorios de sujeción hidráulicos únicos para el fresado de álabes op. 30 y op. 40. Dave Bermúdez, ingeniero de diseño senior de la compañía, creó los accesorios. Cuando los palets de partes sujetadas se trasladan dentro y fuera de las zonas de trabajo de la máquina, el palet con elementos de posicionamiento, que se asienta en la máquina, generalmente está separado de la fijación.
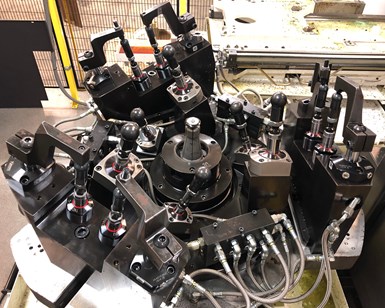
Esta fijación hidráulica para mecanizado de cinco ejes acomoda 20 números de parte diferentes, incluidas las hélices de tres y cuatro álabes.
Sin embargo, dado el tamaño de las hélices, y dado que el espacio en el eje Z es limitado en tales máquinas de cinco ejes, los palets tuvieron que integrarse en las mismas fijaciones. Bermúdez dice que esto redujo la altura de cada fijación en aproximadamente 100 mm. Pero señala que también significaba que los circuitos hidráulicos, que normalmente se conducirían internamente en las fijaciones, tenían que ser conectados externamente.
Estas fijaciones cuentan con un collet chuck central, diseñado por Co-Op Tool, en el que la hélice se ubica y se asegura después de que el robot lo coloca en la fijación (antes de la sujeción, el robot gira la parte ligeramente para que el contacto de las pestañas se detenga para garantizar un posicionamiento adecuado en la fijación).
Entonces, los clamps giratorios hidráulicos de Vektek se mueven a su posición para agarrar las pestañas al final de cada álabe. A continuación, los soportes de sujeción accionados por resorte debajo de cada álabe se bloquean en su posición una vez que entran en contacto con la parte inferior de la parte para evitar vibraciones durante el mecanizado.

Los clamps giratorios aseguran las pestañas en el extremo de cada álabe. Como se muestra en la parte inferior, la fijación tiene topes que se pueden ajustar manualmente para acomodar diferentes tamaños de hélice.
Debido a que cada fundición varía en cuanto a la cantidad de material extra que pueda tener, la pasada de acabado única está precedida por una pasada de desbaste que elimina el material extra. Esta pasada puede hacer un poco de corte de aire, pero reduce la posibilidad de que se rompa la herramienta en la pasada de acabado.
La prueba táctil se realiza para las operaciones de fresado de álabes op. 30 y op. 40. Una vez que se carga una fijación con una parte en una máquina, una sonda táctil montada en husillo ubica el centro y la parte superior del cubo para garantizar que esté correctamente colocado y asentado en la fijación. Luego toca las pestañas para garantizar que las hélices estén orientadas correctamente en la fijación. Estas rutinas de sondeo agregan 10 minutos al tiempo total del ciclo (llevando el total a 40 minutos), pero el taller lo justifica porque aseguran un posicionamiento adecuado en la fijación. Además, todas las herramientas de corte son probadas para verificar la integridad del inserto antes de ser devueltas al carrusel del cambiador automático de herramientas. Si se determina que una herramienta se rompió, se llama una herramienta redundante y se repite esa operación.

Los dispositivos cargados por resorte soportan la parte inferior de los álabes durante el mecanizado de cinco ejes.
La operación final es fresar las pestañas de cada álabe. Esto se hace con los clamps giratorios hidráulicos que todavía agarran las pestañas. El collet chuck central por sí solo proporciona suficiente fuerza de sujeción para estas operaciones de mecanizado relativamente livianas a medida que se corta cada lengüeta.
Un acabado apropiado
El cliente de la hélice de XL Machine realiza un pulido posterior de los álabes mecanizados antes de ensamblarlos en sus motores fuera de borda. Dicho esto, Orlowski dice que el cliente aprecia el acabado de calidad de los álabes mecanizados porque minimiza el pulido, especialmente en las esquinas donde los perfiles de los álabes hacen la transición al cubo. Esto requería un poco de ingenio en el patrón de la herramienta para cinco ejes.
Específicamente, un end mill de bola se mueve verticalmente hacia arriba y hacia abajo en las esquinas, en lugar de ir y venir a través de la transición, lo que dejaría múltiples pasos que tendrían que eliminarse. Este pequeño ingenio en el patrón de herramienta aquí tiene en cuenta el pulido.

El acabado logrado a través del mecanizado de cinco ejes minimiza el pulido secundario.








Contenido relacionado

Estrategias de diversificación para talleres de mecanizado
Tras más de cuarenta años en el negocio, este taller ha aprendido a adaptarse para seguir siendo rentable.
Leer Más
Avances tecnológicos de Mazak resaltan en FITMA
En FITMA, Mazak presenta su centro de torneado Ez con asistencia robótica y el centro de mecanizado horizontal HCN-5000 que destacan por su productividad y tecnología avanzada.
Leer Más
Mazak celebra 50 años de manufactura en EE. UU. con novedades en IMTS 2024
Mazak conmemora sus 50 años de manufactura en Estados Unidos durante la IMTS 2024, presentando innovadoras soluciones de automatización y sus avances en Industria 4.0.
Leer Más
Mecanizado completo: innovación para una producción sostenible
El futuro de la manufactura de componentes metálicos está en la sostenibilidad y eficiencia. Los proveedores del sector le apuntan a soluciones y tecnologías de mecanizado completo para optimizar procesos
Leer MásLea a continuación

¿Qué son los centros de mecanizado o centros de maquinado?
Los centros de mecanizado o maquinado ofrecen una amplia gama de operaciones, pero esa adaptabilidad viene acompañada de la necesidad de mantenerse flexibles y realizar mediciones satisfactorias en todo momento.
Leer Más
Sistemas hidráulicos de sujeción: claves en la automatización
Descubra cómo los sistemas de sujeción hidráulica mejoran la eficiencia y precisión en el mecanizado CNC. Ahorro de tiempo y optimización del proceso garantizados.
Leer Más
Tecnología adaptativa abre oportunidades a los talleres CNC
Unas gafas de realidad virtual integradas con una cámara brindan a una joven, prácticamente ciega, una visión 20/20 y la oportunidad de ser la líder de control de calidad del segundo turno en un taller metalmecánico.
Leer Más