Con nuevas máquinas de mecanizado y torneado, taller conquista la precisión dimensional
Un pequeño taller añadió dos máquinas nuevas, cada una de las cuales es más avanzada que cualquiera de las máquinas-herramienta que la compañía había usado antes. Uno de sus copropietarios se comprometió con el trabajo de poner ambas máquinas en servicio. Aquí está la experiencia del taller.


Cuando el taller dio el gran paso de adquirir esta capacidad, no podía saber cuántos otros cambios a lo ancho del taller se motivarían con ese cambio.
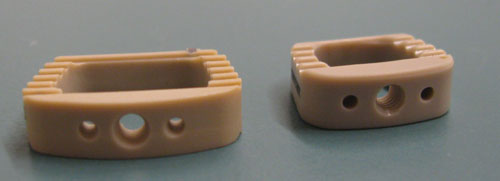
Paul Gombar usa el centro de torneado de ocho ejes para mecanizar componentes médicos PEEK como estos.

El centro de mecanizado rígido usa un trunnion inclinable de servicio pesado para el mecanizado 3+2.

Otras características escogidas para dar precisión incluyen una interfaz de husillo de doble contacto y un alistador de herramientas láser.

La máquina 3+2 fue escogida principalmente para garantizar una mezcla suave cerca de la base de esta aplicación, similar a una aleta en una parte de titanio.

Esta vista enfatiza el área de mezcla.

Daniel Dimonda ha hecho uso de las técnicas de corte probadas en la nueva máquina para incrementar la tasa de remoción de metal para una de las partes de titanio existentes en el taller.

Tres generaciones de la familia Gombar trabajan en G&G. Se ven aquí, de izquierda a derecha, Justin Gombar, Paul Jr. y Paul Sr.
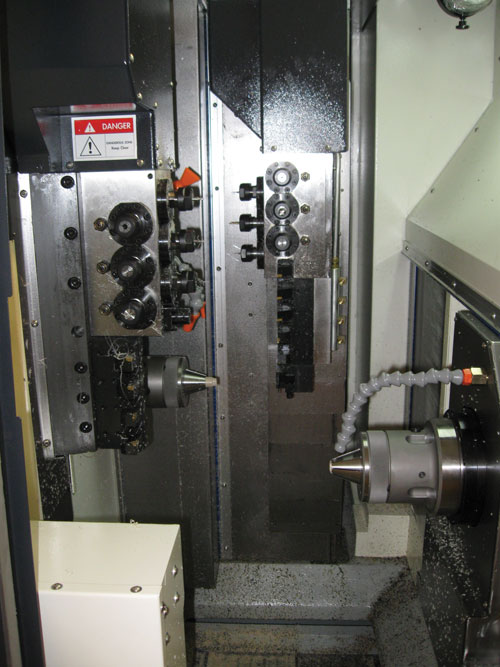
El centro de torneado tiene dos husillos opuestos y dos torretas múltiples.

Las partes de producción son tan pequeñas que se necesitan boquillas personalizadas para permitir acceder a todas las características mecanizadas. Las boquillas personalizadas son suministradas por Hardinge.



G&G Precision es un taller de subcontratación de ocho empleados en Winder, Georgia. Usa técnicas de sujeción de piezas de trabajo creativas en máquinas-herramienta de bajo costo para producir componentes de precisión de alto valor, como implantes para la corrección de la columna.
Mientras los copropietarios, Paul Gombar y Rich Griffith, siempre han estado orgullosos de lo que el taller puede lograr a través de esta clase de ingeniería, ambos cuentan que siempre habían sabido que estas técnicas creativas los llevarían lejos. El trabajo de los clientes continúa avanzando en complejidad. En algún punto, esa complejidad llevaría al taller a añadir equipo más sofisticado. El taller tendría que dar un paso hacia delante, quizás de una forma significativa.



Ese punto pareció llegar el año pasado. Dos nuevos trabajos de producción de contratos enfrentaron al taller con dos retos de mecanizado importantes. Un trabajo que involucraba una parte de aleación de titanio con una característica difícil favoreció la selección de un centro de mecanizado rígido 3+2. El otro trabajo, el cual consta de docenas de números de piezas relacionadas, dio los argumentos para el mecanizado con un solo alistamiento en un centro de torneado de ocho ejes. El taller asumió ambos trabajos y compró ambas máquinas.
Para un taller así de pequeño, ese era un gran cambio. Juntas, las dos máquinas cuestan más que todo el resto del equipo que el taller había comprado a la fecha. Ambos tipos de máquina eran también extrañas para el taller, que antes había confiado en centros de mecanizado y tornos simples.
Además, las máquinas llegaron casi al mismo tiempo. Fueron instaladas con separación de dos semanas la una de la otra, exigiendo que el taller pusiera ambas máquinas en servicio al mismo tiempo.
El señor Gombar fue quien tuvo que manejar las nuevas máquinas y ponerlas en servicio en el taller. Para poder trabajar en ambas máquinas, tuvo que instalarlas cerca la una de la otra en un espacio ampliado, que se añadió al taller para este propósito. Durante semanas, él pasó largas noches en esta área, equipando las máquinas para realizar las nuevas partes y aprender cómo emplear las máquinas de una manera efectiva.
Gombar pudo haber evitado el estrés. Ninguna máquina era realmente necesaria para G&G. El taller compró la máquina de cinco ejes en gran parte por el beneficio de una mezcla de mecanizado que un alistamiento en un centro de mecanizado de tres ejes no podría generar efectivamente. La mezcla es cosmética y puede no ser tan importante en el mercadeo de la parte final.
De forma similar, el taller compró el complejo centro de torneado para producir partes que podían haber sido hechas en múltiples alistamientos en máquinas más simples, usando la misma clase de creatividad en ingeniería que el taller ya había empleado exitosamente en el pasado.
Además, ninguna de las partes a realizar en cada máquina había sido lanzada en producción. Al escribir este artículo, todavía era un obstáculo aclarar la revisión FDA de los productos médicos que usarán estas partes. En el mejor caso, G&G estaba confiado que estaría mecanizando estas partes, pero no seguro. Por eso, comprar las nuevas máquinas era un riesgo.
Pero era cuestión de tiempo, decían los propietarios del taller. Ambos creían esto. Era cuestión de tiempo para que el taller tuviera las capacidades de estas dos máquinas nuevas –-no sólo por los beneficios para esos potenciales trabajos sino también por el beneficio de trabajos desconocidos que el taller ahora será capaz de conseguir con este equipo--.
De cierta forma, los propietarios del taller abordaron estos nuevos trabajos de producción como justificación (incluso racionalización) de las capacidades que ellos intentaban tener.
Y el hecho de que dos racionalizaciones diferentes para dos tipos de máquinas diferentes llegaran simultáneamente sólo hizo el cambio más interesante.
Aquí se presenta un panorama de ese cambio. La producción completa con estas dos máquinas no ha comenzado, pero las máquinas ya están cambiando el taller. Esta es una visión del efecto que estas nuevas máquinas han tenido en G&G.
Precisión dimensional en el mecanizado de componentes para el sector médico
El nuevo centro de mecanizado 3+2 es un Kitamura Mycenter-3XG, equipado con una mesa trunnion inclinable de servicio pesado deKoma Precision, así como una interfaz de husillo Big Plus y sus correspondientes portaherramientas de Big Kaiser. La máquina también tiene un alistador de herramientas láser de Renishaw.
Todas estas opciones apuntan a la precisión dimensional, comenta el Gombar. El taller escogió tanto la máquina como su trunnion por su precisión y rigidez. El contacto de doble cara de la interfaz del husillo también garantiza la rigidez, mientras el alistador de herramientas láser captura mediciones precisas de separación de la herramienta. La máquina fue costosa para el taller de múltiples formas –-no sólo por su precio (más alto que los centros de mecanizado de bajo costo a los que el taller estaba acostumbrado) sino también por varios aspectos de la máquina que requirieron que Gombar gastara tiempo en aprender--. Por ejemplo, la máquina enfrentó al taller con su primer control Mitsubishi. El sistema completo fue instalado como un paquete por Flint Machine Tools de Snellville, de Georgia, y Gombar le da crédito a esta compañía por el soporte en ayudarlos a ascender en la curva de aprendizaje más rápido de lo que ellos lo habrían hecho solos.
La precisión de la máquina, junto con el posicionamiento de trabajos 3+2, fue importante para G&G por una característica particular de mecanizado. La parte de titanio a ser realizada en esta máquina es la mitad más larga de un mecanismo de dos piezas que los cirujanos usan para sujetar la vértebra espinal de un paciente. Esta parte tiene una característica parecida a una aleta que se proyecta de ella –-para ajustar con la otra pieza-– y la transición entre la aleta y el resto del componente creaba una superficie difícil de mecanizar suavemente.
Cuando se fresaron los prototipos en un centro de mecanizado de tres ejes, el taller tuvo que usar una herramienta larga para lograr esta superficie. La deflexión de la herramienta producía una discontinuidad visible en el área de la mezcla. Aun cuando el cliente no se preocupaba por esta imperfección, Gombar y Griffith se preocupaban porque probablemente el cliente de su cliente no reaccionaría tan favorablemente.
Además, ellos decían que G&G tiene una reputación por el mecanizado de calidad y las partes que ofrece son su mercadeo más importante. Por ello, el taller invirtió en el mecanizado preciso 3+2 por el beneficio de esta mezcla, con la esperanza que esa misma capacidad sería valiosa para otros trabajos retadores en el futuro.
Por ahora, la máquina tiene un impacto en trabajos obtenidos en el pasado, cuenta Gombar. Este resultado de comprar la máquina ha sido una sorpresa importante.
Todo comenzó con una sugerencia de herramienta, dice. Para el nuevo proceso de G&G en la máquina, Flint Machine Tools recomendó escariadores de G.W. Schultz Tool. Esa recomendación inspiró a G&G a desarrollar un conjunto de pruebas de corte para buscar las herramientas y parámetros más efectivos.
Cuando el taller obtuvo un pedido de preproducción de 150 piezas del nuevo número de parte, el padre mecánico del señor Gombar, Paul Gombar Sr., miró esta prueba, que involucró la realización de diferentes piezas con diferentes cortadores y diferentes juegos de condiciones de corte, de modo que el desempeño pudiera ser documentado.
Al final de estas pruebas, el taller adoptó no sólo el herramental G.W. Schultz sino también lo que fue para G&G un enfoque diferente para fresar titanio –-un enfoque que combinaba velocidades y tasas de avance mucho más altas con profundidades de corte más ligeras que las que el taller estaba acostumbrado a usar--. Ese enfoque será aplicado al nuevo número de parte cuando vaya a producción, dice Gombar. En el intermedio, sin embargo, este método de mecanizado ya ha sido copiado por otros empleados de G&G que ejecutan trabajos de titanio en máquinas existentes.
El miembro del equipo de G&G, Daniel Dimonda, describe un ejemplo. El proceso de una corrida de producción de una parte de titanio en un centro de mecanizado vertical pequeño fue rediseñado recientemente para sacar ventaja de la técnica de alto avance, baja profundidad. Reducir el sobrepaso permitió incrementar la velocidad de corte de 100 a 350 sfm, con una tasa de avance incrementada en la misma proporción. El tiempo de ciclo para la parte se ha disminuido.
Gombar ve esta mejora de proceso como un beneficio lateral inesperado que lo hace sentir aún más confiado del valor del nuevo centro de mecanizado. Avanzar a un equipo de mayor valor le dio al taller tanto la oportunidad como el ímpetu para examinar sus técnicas de mecanizado establecidas. El examen ha llevado a avances que son valiosos no sólo para esta máquina sino también para otros centros de mecanizado en el taller. Incluso antes de que hubiera comenzado la producción completa en la nueva máquina, la experiencia con ella había elevado el nivel de desempeño del taller.
Productividad con centro de torneado de ocho ejes
La otra máquina nueva en el taller es un centro de torneado de ocho ejes con dos husillos opuestos y dos torretas múltiples. La máquina (el taller no desea publicar su fabricante ni modelo) recuerda superficialmente un torno CNC tipo suizo, aunque sin cabezal deslizante. Tres familias de parte, que suman en total 36 números de parte, son realizadas en esta máquina –-todos componentes de implantes relacionados con fusión espinal, y todos mecanizados de PEEK--. Aunque ninguna de estas partes requiere torneado, Gombar reconoció que un centro de torneado multipropósito sería la solución correcta por razones que van más allá de la redondez.
Las partes, pequeñas y detalladas, requieren mecanizado en ambas caras y alrededor de toda la periferia. Mecanizarlas en esta máquina a partir de una barra de material permite que taller haga las partes en un solo alistamiento, minimizando el error. De hecho, alimentar una barra PEEK en esa máquina permite producir lotes de estas partes en ciclos largos y desatendidos. Estas partes tampoco han entrado en producción completa, pero cuando lo hagan, el centro de torneado será casi con certeza la máquina más productiva de G&G.
Gombar dice que ahora él y la máquina son uno, habiendo gastado más tiempo de lo que esperaba en conocerla rápida y totalmente. El posprocesador que le permite usar el software CAM del taller con esta máquina no estaba listo, aun cuando su cliente solicitó prototipos de parte. Por eso, Gombar terminó programando la máquina manualmente, escribiendo el programa línea por línea en un editor de texto del PC.
Eso pudo haber sido para lo mejor, dice. Gracias al reto de esta programación (lo cual sumó muchas de sus largas noches en el taller), ahora él conoce muy bien las capacidades de la máquina. Él piensa que también produjo un programa que será mejor para el taller respecto al que el software CAM pudo haber generado. Su programa cubre los 36 números de parte, confiando en variables para adaptar los movimientos de máquina a diferentes diseños de parte. Esto facilitará la modificación del programa en todo el conjunto de partes, y añadir nuevas partes a estas familias en el futuro.
Él también encontró formas inusuales para usar la máquina eficientemente. El centro de torneado está configurado de modo que una torreta mecaniza la parte en el primer husillo y la otra torreta mecaniza la parte en el segundo husillo, y sospecha que el software CAM habría programado el ciclo de esta forma. Pero en el caso de necesitarse una herramienta de aserrado para ambas caras de la parte, el programa de Gombar usa la segunda torreta para fresar la parte con esta herramienta, incluso mientras la parte continúe en el primer husillo.
Él dice que este ejercicio de familiarizarse con las capacidades de la máquina también lo ha ayudado a reconocer mejor su potencial. Esta máquina –-y en una menor medida, la máquina 3+2-- representa una capacidad considerable para la producción a escala completa de partes de alto valor. Según el, la esperanza del taller de preparar esta capacidad es que conlleve a otros cambios (cambios en todo el taller que afecten las formas en que se desarrolla todo el trabajo).
Obteniendo la certificación ISO
Uno de esos cambios tiene que ver con la disciplina en el uso de herramientas de corte. El producto principal de G&G ha sido tradicionalmente el mecanizado de prototipos de parte. Esa especialidad, afortunadamente o no, le ha permitido al taller una ausencia de estructura y consistencia en la forma en que usa el herramental. A menudo se necesitan trabajos únicos tan rápidamente que la mejor suposición del taller es suficiente respecto a las herramientas de corte, junto con suposiciones similares frente a los parámetros de corte. Sin embargo, el valor logrado como resultado de la búsqueda de las herramientas y parámetros óptimos para la nueva parte de titanio fue revelador.
En busca de ganancias de proceso similares, Gombar les asignó al señor Dimonda y a Justin Gombar (su hijo) la tarea de reducir las elecciones de herramienta del taller en una lista estándar que les servirá a casi todos los trabajos que el taller realiza. Establecer esta lista estándar le permite al taller desarrollar parámetros óptimos para cada una de esas herramientas. Ese conocimiento será particularmente valioso, ya que el trabajo de producción ocupa una porción grande de la capacidad del taller.
El taller también está detrás de la certificación ISO. A menudo, los propietarios dicen que G&G se ha esforzado en hacer el prototipo de una parte compleja exitosamente sólo para perder el trabajo de producción. “La historia de mi vida”, dice Gombar. La falta de la certificación ISO, frecuentemente, es una razón que sale a relucir.
El éxito del taller en el prototipado es realmente parte del problema. Ha obtenido suficiente trabajo de producción con base en el éxito del prototipado para mantener el taller ocupado. En estos casos, los clientes están tan impresionados con los prototipos que no se dan cuenta de que G&G falla en cumplir todas las calificaciones nominales para sus proveedores, una de las cuales es la certificación. El taller tiene cumplimiento ISO, pero no la certificación, dice Gombar y, con frecuencia, (¿muy frecuentemente?), ese cumplimiento ha estado lo suficientemente cerca. Ahora, el taller cerrará esta brecha. Esto se ha convertido en lo más urgente, ahora que el taller tiene una capacidad de mayor valor que soportar.
Cuando el taller dio el gran paso de adquirir esta capacidad, no podía saber cuántos otros cambios a lo ancho del taller se motivarían con ese cambio. Yendo más allá, ¿G&G obtendrá suficiente nuevo trabajo de producción, tanto como para ocupar la nueva capacidad, como para permitirle al taller llegar más lejos? Será valioso chequear el taller, una vez más, en los próximos años para conocer la respuesta.







Contenido relacionado

Mecanizado eficiente: claves para el manejo de datos
Gracias al estándar MTConnect es fácil crear una línea de tiempo de las actividades de una máquina y utilizarla para descubrir formas de mejorar las operaciones. Por ejemplo, cómo reducir el tiempo de alistamiento.
Leer Más
Cinco estrategias para el éxito en el mecanizado aeroespacial
El mecanizado aeroespacial es un sector de la manufactura exigente y competitivo, pero este taller demuestra cinco formas de alcanzar el éxito en el sector aeroespacial.
Leer Más
5 errores críticos en el uso de máquinas CNC que debe evitar
Descubra los cinco errores más comunes en la operación de máquinas CNC, desde la elección de herramientas incorrectas hasta la manipulación inadecuada de funciones críticas.
Leer Más
Cómo maximizar los procesos de mecanizado en duro
Este informe recopila algunos de los aspectos críticos que deben considerarse al realizar procesos de fresado en duro. Herramientas dedicadas, portaherramientas precisos, software CAM especializado y una máquina robusta son los componentes esenciales para lograr los mejores resultados.
Leer MásLea a continuación

Reducción del tiempo muerto en mecanizado con prealistamiento de herramientas de corte
Para permanecer competitivos, los talleres deben encontrar formas nuevas y eficientes para incrementar la producción. Algunas veces la experimentación con diferentes soluciones de herramental trae ahorros adicionales en los tiempos de ciclo.
Leer Más
Por qué usar torneado tipo suizo
¿Para qué clase de producción se usan los tornos tipo suizo? ¿En qué se diferencian de los centros de torneado convencionales? Expertos y usuarios cuentan sus experiencias.
Leer Más
Sistema de sujeción permite a un taller alcanzar las tolerancias requeridas
Este taller de Monterrey, dedicado a la manufactura de ejes para motorreductores, no conseguía alcanzar las tolerancias exigidas por su cliente. El uso de un collet chuck le permitió lograr las dimensiones requeridas y reducir los tiempos del proceso en 54 %.
Leer Más