
Compartir
Lea a continuación



La longitud de las piezas de trabajo es definitiva para decidirse a adquirir un torno tipo suizo. “Estas máquinas son ideales para trabajar piezas de longitudes más allá de 3 o 5 veces el diámetro”, afirma Agustín Martínez
Corona, director de Metalmod.
Con frecuencia, los fabricantes de dispositivos médicos y electrónicos son los que más usan los tornos tipo suizo. Sin embargo, en los últimos años muchas empresas utilizan estos equipos en la producción de piezas y componentes para diversas industrias. Esta tendencia indica que los negocios están descubriendo el valor de las máquinas CNC tipo suizo y, por ello, numerosos talleres han apostado por la instalación de estos equipos en sus pisos de producción.
La teoría dice que un torno tipo suizo es una clase de máquina de torneado que alimenta el material a través de un buje guía. Esto significa que la herramienta de torneado OD siempre puede cortar la materia prima cerca del buje y, por lo tanto, cerca del punto de los apoyos, sin importar la longitud de la pieza. La máquina alimenta el material de trabajo fuera del husillo y pasa la herramienta a medida que avanza. Esto hace que la máquina CNC tipo suizo sea especialmente eficaz para piezas torneadas largas y delgadas.



La CNC tipo suizo es una máquina de nicho. Las piezas que se adaptan bien a ella son, en general, largas, pequeñas, complejas y producidas en pequeñas cantidades.
Pero la razón que hace más productivos los tornos tipo suizo y el argumento primordial que justifica una máquina de este tipo es la reducción de la manipulación de las piezas de trabajo. Retirar piezas parcialmente terminadas de una máquina y cargarlas en otra es una operación que implica riesgos, no solo de errores humanos, que generan muchos desechos de piezas, sino también de retrasos por la misma intervención humana. De hecho, la preparación y la carga en sí mismas consumen bastante tiempo.
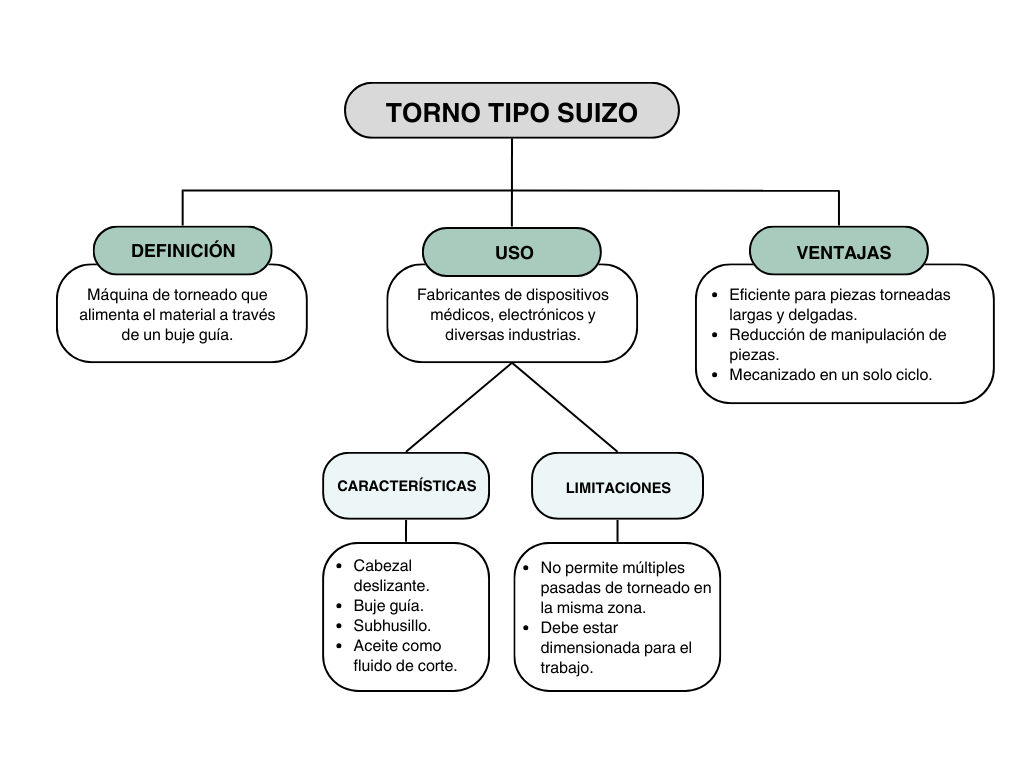
Características de un torno tipo suizo.
Diferencias entre torneado convencional y tipo suizo
En 2007 Douglas Paoletta fundó Encompass Swiss Consulting, una empresa destinada a ayudar a los talleres de mecanizado a conocer mejor los procesos de torneado tipo suizo (actualmente Douglas es ingeniero de aplicaciones de Iscar en Cleveland, Ohio).
“El torno tipo suizo te obliga a pensar de forma diferente”, afirma Douglas Paoletta.
Una de las principales diferencias entre el torneado convencional y el tipo suizo es la necesidad de realizar cortes de torneado a fondo en lugar de hacer varias pasadas. Esta exigencia de una máquina de tipo suizo cambia la forma como el programador piensa en un proceso que no mantiene la tolerancia. En un torno convencional, una manera de conseguir un proceso más preciso podría ser realizar una pasada de semiacabado más profunda, a cambio de un corte de acabado más ligero.
En un torno de tipo suizo, un enfoque como este no es una opción. Sin embargo, el subhusillo, que en una máquina de tipo suizo es tanto un dispositivo de apoyo como un mecanismo para las operaciones de contraoperación, puede ser una alternativa.
En los trabajos largos que exigen una sujeción más rígida, el subhusillo puede programarse para “tragarse” la pieza a una mayor profundidad y continuar trabajando la pieza en incrementos cada vez más profundos a medida que la barra avanza.

Una máquina tipo suizo utiliza un cabezal deslizante que alimenta la barra a través de un buje guía y pasa por delante de una herramienta durante una operación de torneado de diámetro exterior.
Algunas diferencias son, incluso, más radicales. Quizá la principal sea que el equivalente a un movimiento positivo del eje Z en un torno convencional es un movimiento negativo del eje Z en un tipo suizo. Algunos comandos del código G también tienen un significado diferente en la programación tipo suizo. Esto es importante, sobre todo, porque un CNC tipo suizo suele programarse manualmente.
“Y los programadores manuales tienden a escribir el código de memoria ―dice Paoletta―. Así que no se quiere que ningún programador cambie de una máquina convencional a otra de tipo suizo. Es demasiado fácil cometer un error”.
Dos operarios pueden manejar la máquina durante dos turnos. Pero si llega una segunda máquina, es probable que no sean necesarios más operarios para hacerla productiva. Y esta es quizá la diferencia más significativa entre el CNC tipo suizo y otras máquinas convencionales. El operario que realiza las tareas básicas necesarias para que una máquina CNC tipo suizo siga produciendo piezas puede realizar estas mismas tareas para otra máquina y así sucesivamente (mientras la otra máquina trabaja).
En comparación con el torneado CNC convencional, el mecanizado tipo suizo CNC es una experiencia diferente, afirma Paoletta. Los operarios y programadores que cambian de una a otra máquina tienen que adaptar su forma de pensar sobre el ciclo de mecanizado. Para explicarlo, Paoletta cita las siguientes diferencias:
1. Lo negativo se convierte en positivo
En un CNC de tipo suizo, el movimiento del eje Z proviene del movimiento de la pieza en lugar del de la herramienta. Este cambio afecta a la naturaleza de las compensaciones de programación.
“En un torno convencional, la pieza sobresale del chuck una longitud determinada. La cara de la pieza es Z cero y todo lo que está dentro de la pieza es Z negativo. En cambio, en la máquina suiza, la herramienta de torneado es fija y la pieza avanza. Z cero es la cara de la pieza, igual que en el torno convencional, pero todo lo que está más allá de la cara es Z positivo”.
Recordar esta diferencia resulta vital cuando se trata de las compensaciones del eje Z. Alargar la longitud de un giro o profundizar en una pasada de taladrado implica un desplazamiento “negativo” en el torno convencional, pero requiere un desplazamiento “positivo” en el tipo suizo.
2. Máquina en segmentos
El orden de los cortes en el ciclo también cambia con un torno de tipo suizo. En un torno convencional, lo normal es desbastar, terminar el trabajo y luego mecanizar características como ranuras o roscas en el exterior para completar la pieza. No es así en un torno de tipo suizo.
“Debido a la longitud del buje guía, tenemos que segmentar la pieza en secciones o la barra se saldría del buje guía al retraerla”, dice. Esta segmentación suele implicar el mecanizado de la pieza en secciones de 0.750 pulgadas, la longitud del área de contacto del buje guía estándar. Así, la secuencia de mecanizado podría ser girar en OD hasta la ubicación de una ranura, mecanizar esa ranura, devolver la herramienta anterior para reanudar el giro en OD, y así sucesivamente.
3. El buje guía es fundamental
El buje guía constituye el corazón de la máquina tipo suizo. Su tamaño es esencial. Si se utiliza un buje guía de tamaño incorrecto para el trabajo, se producirán errores de concentricidad.
Además, los bujes guía están disponibles en varios materiales con cubierta de carburo, Meehanite o acero, ya que el potencial de interacción con el material de la pieza es otro factor crucial para tener en cuenta.
4. Aceite en lugar de agua
La mayoría de las máquinas tipo suizo utilizan aceite como fluido de corte en lugar de agua. La lubricidad es mayor. Las ventajas incluyen la ausencia de crecimiento de bacterias causantes de olores, así como las consecuencias para las manos de los operarios, que se tornan como una ciruela pasa, producto de la exposición al refrigerante a base de agua durante todo el día. Sin embargo, el mayor inconveniente se encuentra en esa misma palabra, “refrigerante”.
En comparación con el agua, el aceite es menos eficaz para disipar el calor. Por tanto, una máquina tipo suizo que corta a gran velocidad puede calentarse dentro de la zona de trabajo, dice Paoletta, hasta el punto de que pueden ser necesarios guantes o trapos para cambiar las herramientas.
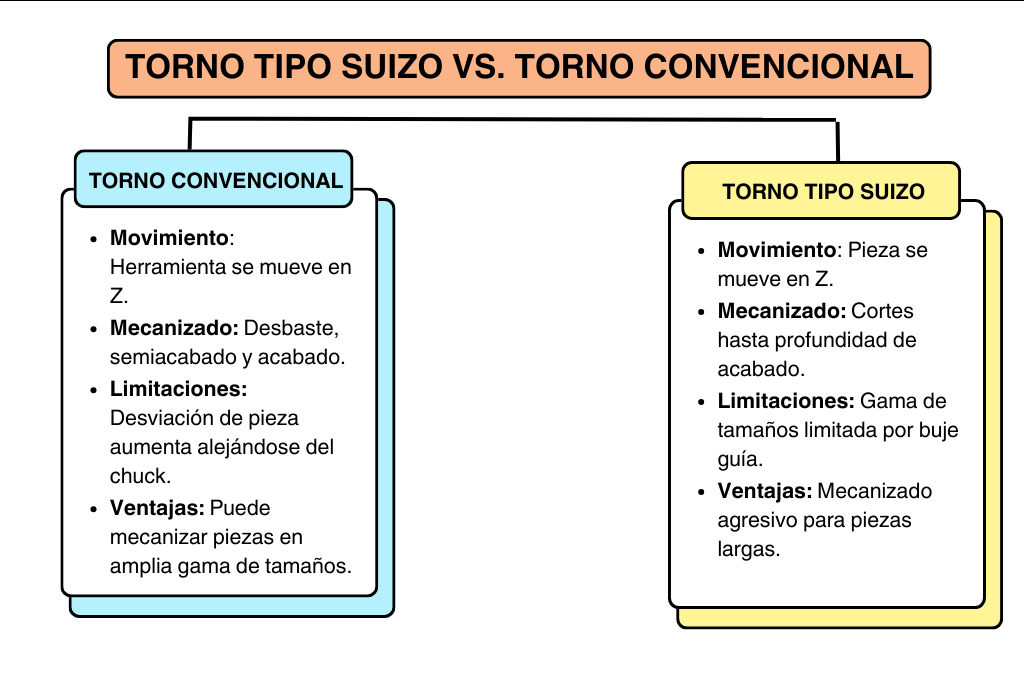
Comparación entre torno tipo suizo y torno convencional.
5. Ciclos de mecanizados extraordinarios
Paoletta dice que le encanta ver el cambio de mentalidad que se produce cuando un nuevo usuario de tipo suizo completa, en un solo ciclo, una pieza que requería varias operaciones o incluso varias máquinas. Los tornos CNC convencionales suelen tener tres o cuatro ejes. Los tornos de tipo suizo suelen tener entre siete y trece ejes. Ver la cantidad de trabajo que puede realizarse rápidamente dentro de la pequeña zona de trabajo de la máquina puede sorprender a los operarios del taller que utilizan este tipo de máquina por primera vez.
Otras consideraciones del torno tipo suizo
Antes de utilizar una máquina tipo suizo es importante que los operarios del taller entiendan el concepto de cabezal móvil, y la diferencia entre estas máquinas y los centros de torneado convencionales. Una máquina tipo suizo utiliza un cabezal deslizante que alimenta la barra a través de un buje guía y pasa por delante de una herramienta durante una operación de torneado de diámetro exterior.

Las máquinas tipo suizo no requieren un operario calificado para atenderlas. Mientras dure el stock de barras, la máquina puede seguir produciendo piezas sin necesidad de atención humana.
El buje guía proporciona apoyo a la barra muy cerca del punto de corte, lo que evita la distorsión de la pieza. Esto hace que los tipos suizo sean especialmente eficaces para producir piezas largas y delgadas, como se mencionó antes. Estos equipos, que también cuentan con subhusillo, permiten realizar operaciones de retroceso en las piezas una vez finalizadas las operaciones en el husillo principal.
Al comienzo, algunos operarios tienen dificultades para entender los movimientos de las herramientas en los tornos tipo suizo. Muchos no están acostumbrados a que el cabezal alimente la barra en la herramienta, a diferencia de las operaciones de torneado convencionales, en las que la barra gira en una posición fija y la herramienta se alimenta en ella. Además, estas máquinas son una especie de híbrido, ya que mientras el husillo principal cuenta con un cabezal deslizante, el subhusillo para el trabajo en retroceso agarra las piezas en su mordaza como un chucker. Esto deben tenerlo en cuenta los operarios que realicen ajustes para el trabajo en retroceso en estos equipos.
Lo que hace diferente a un torno de tipo suizo es el movimiento del eje Z, que proviene de la alimentación de la pieza, no de la herramienta. La herramienta se mueve en X ―la dirección radial― pero no en Z, la dirección paralela al eje de la pieza. En esta dirección, la pieza es forzada a pasar por delante de la herramienta mediante un mecanismo de deslizamiento del cabezal.
Contrasta este enfoque con el del torno convencional que tiene un cabezal fijo. Por ejemplo, si se gira una pieza con un chuck en un extremo y libre en el otro, la herramienta que se engancha a la pieza en diferentes lugares tendrá diferentes grados de apoyo. A medida que la herramienta se aleja del chuck, hacia el extremo libre, la desviación de la pieza aumenta, lo que puede reducir la vida útil de la herramienta, la precisión y la calidad de la superficie.
El mecanismo del tipo suizo permite que una herramienta de diámetro exterior encaje siempre en la pieza a solo una fracción de pulgada del buje guía de apoyo. Esto es válido para una herramienta de torneado de diámetro exterior o una herramienta viva. La estabilidad resultante permite que el tipo suizo mecanice piezas largas ―las que tienen una relación longitud-diámetro de 4:1 o superior― de forma mucho más agresiva que otros tornos similares, sin ninguna pérdida de herramienta o tolerancia.
Hay algunas limitaciones. Una de ellas es que el diseño del tipo suizo prácticamente imposibilita realizar varias pasadas de torneado en la misma zona. Una vez que la pieza ha salido, hay poca posibilidad de retraerla de nuevo. En consecuencia, en el torneado tipo suizo no suele haber una secuencia de desbaste, semiacabado y acabado. En su lugar, estos cortes deben realizarse hasta la profundidad de acabado.
Otra limitación es que una máquina de tipo suizo debe estar dimensionada para el trabajo. Un torno convencional puede mecanizar piezas en una gama de tamaños tan amplia como lo permita su chuck. Pero en cualquier máquina tipo suizo la gama es más reducida. La pieza debe pasar por un buje guía, y este buje guía tiene un tamaño limitado. Una máquina de tipo suizo diseñada para trabajar con barras de 0,75 pulgadas puede trabajar con piezas más pequeñas, pero no más grandes.
Normalmente, una máquina tipo “hecho en uno”, al estilo de las máquinas CNC tipo suizo, ofrece herramientas vivas, un subhusillo y una torreta de herramientas para las operaciones de retroceso. Algunos tornos CNC convencionales también ofrecen todas estas características. Sin embargo, los tornos CNC tipo suizo no compiten con estos tornos convencionales en los trabajos de preparación simple. Los dos tipos de máquinas sobresalen en diferentes clases de piezas.
En cambio, el CNC tipo suizo compite con los procesos de configuración múltiple, en los que las piezas en bruto torneadas para piezas complejas pueden mecanizarse en un torno CNC simple o en un multihusillo automático y, a continuación, enviarse a un centro de mecanizado, a una mandrinadora o a alguna otra estación para operaciones críticas posteriores.
Las máquinas tipo suizo no requieren un operario calificado para atenderlas. Mientras dure el stock de barras, la máquina puede seguir produciendo piezas sin necesidad de atención humana.
Lea a continuación: Por qué los talleres en México usan tornos tipo suizo
¿Por qué el mecanizado de tipo suizo es diferente?
Cuando se pasa de utilizar un torno CNC convencional a un CNC tipo suizo por primera vez, la forma de pensar cambia. Doug Paoletta dice que hay cinco diferencias.
- Alargar la longitud de un torneado o hacer un agujero más profundo implica un desplazamiento Z+ en el tipo suizo (que es Z- en un torno convencional).
- El mecanizado de piezas largas tiene que dividirse en segmentos cortos en el suizo, porque no se puede permitir que la pieza se extienda demasiado lejos del buje guía.
- El tamaño y el material del buje guía son dos consideraciones importantes en el mecanizado suizo, que no existen en un torno CNC típico.
- El fluido de corte suele ser aceite en lugar de agua.
- Los ciclos de mecanizado son complejos y se ejecutan muy rápido.






Contenido relacionado

Estrategias de diversificación para talleres de mecanizado
Tras más de cuarenta años en el negocio, este taller ha aprendido a adaptarse para seguir siendo rentable.
Leer Más
Mazak celebra 50 años de manufactura en EE. UU. con novedades en IMTS 2024
Mazak conmemora sus 50 años de manufactura en Estados Unidos durante la IMTS 2024, presentando innovadoras soluciones de automatización y sus avances en Industria 4.0.
Leer Más
Presentan cifras de importación de máquinas-herramienta de enero 2023
En enero de 2023, el valor de las importaciones de centros de mecanizado y tornos tuvo incrementos con relación a enero de 2022, de acuerdo con el Banco de México.
Leer Más
Presotec exhibió equipos para aumentar la productividad
En FITMA 2023, Presotec exhibió un centro de mecanizado y dos tornos para ayudar a incrementar la productividad en los talleres medianos.
Leer MásLea a continuación

Torno tipo suizo ayuda a taller costarricense de dispositivos médicos a lograr mayor precisión
Después de que un nuevo torno tipo suizo superó las expectativas de la gerencia de la compañía en términos de rendimiento y eficiencia, el torno ahora se incluye en los planes para futuras aplicaciones.
Leer Más
Con herramientas y piezas de repuesto, empresa suiza prolonga la vida útil de tornos tipo suizo
En todo el mundo, decenas de miles de tornos tipo suizo continúan produciendo partes de precisión para su uso en relojería, odontología, electrónica y en la industria automotriz. Aunque son limitados los repuestos para estas máquinas-herramientas, todavía hay proveedores que siguen ofreciendo soluciones para mantenerlos.
Leer Más
Tornos tipo suizo de herramientas vivas agregan flexibilidad
Con la adquisición de nuevos tornos tipo suizo y de herramientas vivas, Rathburn Tool & Manufacturing alcanzó un nuevo nivel de competitividad y expansión en el mercado.
Leer Más