
Innovación en manufactura de engranes: avances en la industria minera
Una inversión significativa en equipo de mecanizado, incluida una máquina avanzada de rectificado de perfiles de 6 metros y cinco ejes, le permitió a este taller ser más competitivo en la producción de engranajes, ejes y otros componentes de minería a gran escala.

Comprada en 2008, la operación en Tempe, Arizona, de L&H Industrial ha dado grandes avances para ser más efectiva en la producción de engranajes de gran escala y otros componentes de minería. Esto incluye la reciente adición de una máquina rectificadora de 6 metros y cinco ejes que rectifica engranajes enormes hasta una calidad AGMA 14 y un acabado superficial de 24 Ra.
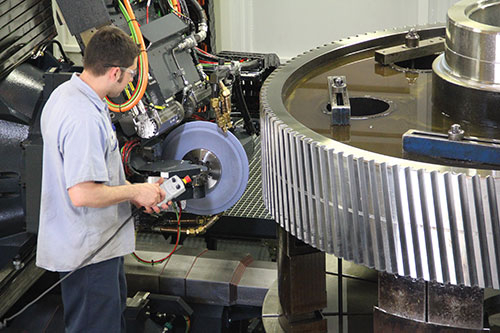
Durante una carrera de la herramienta hacia arriba, sin corte, en esta generadora de engranajes, la cama de la máquina y la mesa rotativa se mueven ligeramente e imitan simultáneamente el movimiento de los dientes del engranaje rodando con un componente par. El perfil de un diente se completa con múltiples pasadas debajo de la herramienta siguiendo ese patrón.
La mesa en la máquina de rectificado de perfiles de cinco ejes, la Höfler Rapid 6000, se mueve axialmente y radialmente sobre rodamientos hidrostáticos y tiene una capacidad de carga de 50 toneladas.
La mesa de 2350 mm de diámetro tiene un agujero central para permitir también el rectificado de ejes.
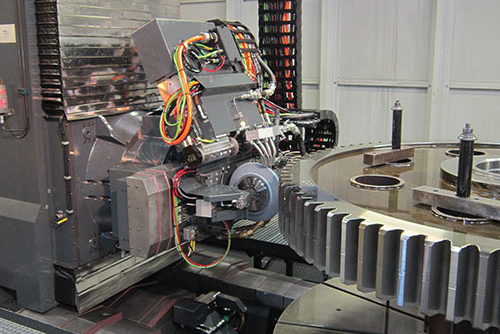
Para eliminar colisiones con la sujeción de la pieza de trabajo como se muestra en esta foto…

…el mecánico Rory Tagle crea una característica de cilindro falso sobre el modelo real de la pieza de trabajo para evitar que la rueda de rectificado alcance esa área.
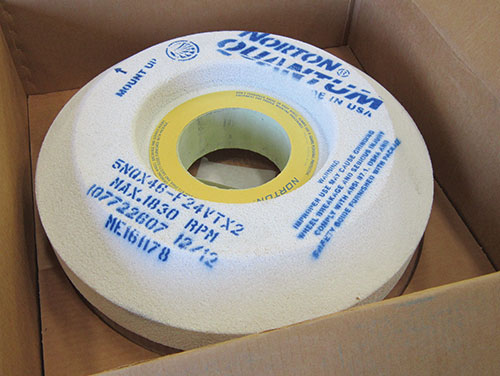
L&H ha estado trabajando con Norton Abrasives para desarrollar ruedas capaces de rectificar completamente los dientes de un engranaje a partir de blancos sólidos para eliminar por completo las operaciones preliminares de tronzado. El taller comenzó a probar este proceso a principios de marzo.
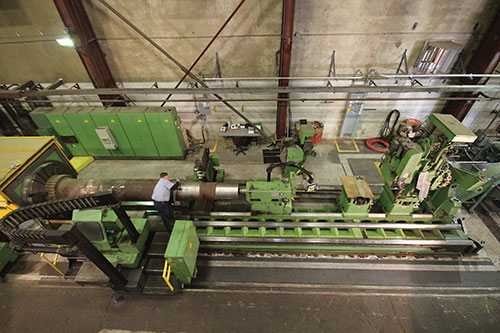
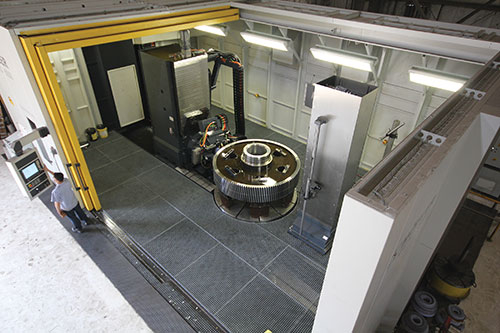
Este torno CNC Ravensburg es uno de los tornos CNC más grandes instalados en el suroeste. Tiene un volteo de 55 pulgadas y acomoda piezas de trabajo hasta de 354 pulgadas de largo. Además del torneado, puede desarrollar operaciones de fresado y de ranurado, ofreciendo la posibilidad de mecanizar partes de ejes completamente en un solo alistamiento.

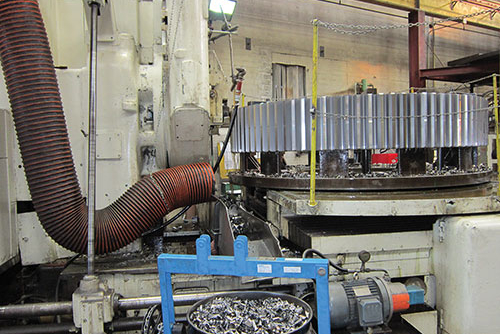
La talladora de engranajes marina British Craven del taller ha sido actualizada con un CNC y modificada para desarrollar trabajos de tronzado. El taller también creó la fijación personalizada, que se aprecia aquí, para permitirle a la máquina fresar líneas curvas internas…

…comenzando con un escariador recto y terminando con un escariador de forma completa, como este.

Esta carcaza de un molino de bolas, usado en la producción de hierro y cobre, es un buen ejemplo del trabajo de mecanizado adicional de gran escala que se desarrolla en las instalaciones de L&H en Tempe. Ambos extremos serán refrentados en el VTL del taller.
Compartir
Lea a continuación



Los enormes engranajes, ejes y componentes de minería mecanizados en las instalaciones de L&H Industrial en Tempe, Arizona, son impresionantes. También es impresionante la inversión que esta compañía, con sede en Wyoming, ha hecho desde que compró la operación en 2008. En años pasados la empresa invirtió más de US$ 20 millones en las instalaciones al adquirir más máquinas-herramienta, actualizar el equipo existente y expandir la planta. Y esto es solo el comienzo, comenta Wayne Myers.
Myers ha sido empleado en estas instalaciones durante casi tres décadas, con tres propietarios distintos. Ha tenido diferentes responsabilidades a lo largo de los años, como operador de máquina, representante de ventas y gerente de operaciones. Myers cuenta que cuando L&H compró la operación, el taller (como muchos otros que desarrollan este tipo de trabajo) confiaba en equipos manuales viejos y en procesos tradicionales para producir grandes engranajes y componentes para maquinaria de minería.



Sin embargo, recientemente la empresa dio pasos significativos para hacer esta operación más competitiva globalmente, que incluyó la adquisición de una máquina rectificadora de perfiles de 6 metros y cinco ejes (una de los solo tres modelos que actualmente hay instalados en Estados Unidos y de los siete en el resto del mundo) para producir engranajes de mayor calidad con acabados de superficie ampliamente mejorados. También instalaron un enorme torno CNC multifunción que le permite al taller producir —en un solo alistamiento— los tipos de ejes largos que a menudo van con los grandes engranajes.
Una visita a las instalaciones de esta empresa con Myers (ahora Gerente Regional de contabilidad), Bart Wood, Gerente General, y Scott Bradley, Gerente de Área, me permitió tomar la siguiente instantánea de un punto de transformación en la evolución del taller. Mientras estaba allí, también fui capaz de aprender sobre las inversiones adicionales que piensan hacer en el futuro, ya que la compañía intenta ser un fabricante líder en reconstrucción y rediseño de componentes para aplicaciones mineras.
Producción de engranajes mediante medios convencionales
En 1964, Leon Wandler fundó L&H Industrial en Gillette, Wyoming, con seis empleados. Hoy, la compañía tiene oficinas en cuatro continentes y más de 450 empleados. L&H es un líder en el diseño y manufactura de partes de repuesto para palas de minería, líneas de dragado y taladros. La compañía también se especializa en proveer servicios en campo de reparación y manufactura para la industria minera global.
L&H ahora es propiedad de los hijos de Wandler, Mike y Jeff, quienes compraron las instalaciones en Tempe, de manera que la compañía pudiera ampliar su alcance hacia México y en el suroeste de Estados Unidos. El negocio en esta ubicación está dividido, casi por igual, entre trabajos de reconstrucción y diseño, y manufactura de nuevos productos, el último de los cuales se ejemplifica con la creciente línea Omega de repuestos de mayor calidad y sistemas para equipos OEM de minería.
Las instalaciones de Tempe se establecieron en los años setenta para la manufactura de grandes engranajes. Hasta hace poco habían usado, principalmente, equipos manuales de la época de la segunda Guerra Mundial y aplicaban procesos convencionales de fabricación de engranajes en gran escala.
Por ejemplo, los blancos de nuevos engranajes comienzan en una máquina tronzadora que desbasta perfiles de dientes de engranaje retirando mucho del material entre los dientes. Luego, las piezas de trabajo pasan a una talladora o a una generadora de engranajes para completar los perfiles del diente.
Innovaciones en la fabricación de engranajes: unsalto tecnológico
Los cortadores rotativos de avance de las máquinas talladoras pulen con un perfil de involuta específico en las piezas de trabajo para crear los dientes (los cortadores de las talladoras para grandes engranajes pueden costar hasta US$ 20.000 por pieza).
De igual forma, una generadora de engranajes mueve una herramienta plana relativamente económica (que muchos talleres pueden hacer por sí solos) hacia arriba y hacia abajo en un eje para crear el perfil del diente. Durante la carrera de la herramienta hacia arriba, sin cortar, el carro de la máquina y la mesa rotativa se mueven un poco, simultáneamente, para imitar el movimiento de un diente de engranaje rodando hacia dentro y hacia afuera con su pareja de engrane.
Un perfil del diente se completa con múltiples pasos hacia abajo de la herramienta a lo largo de ese patrón. Según el trabajo, pueden hacerse ajustes a la máquina para cambiar el número de dientes y el perfil del diente o el paso. Este concepto data de principios del siglo XX, pero ha permanecido como uno de los métodos más populares para mecanizar grandes dientes de engranajes. De hecho, hasta hace poco la operación de L&H en Tempe usaba una generadora de engranajes de los años cincuenta para el mecanizado final de los dientes de engranaje.
Mejorando el proceso de manufactura de engranajes
Aunque los diseños de engranajes no han cambiado drásticamente en los últimos años, las especificaciones de calidad que los fabricantes de equipo original de minería requieren se han vuelto más estrictas. La producción de engranajes en Estados Unidos está regulada por la Asociación Americana de Fabricantes de Engranajes (AGMA), la cual establece grados o clasificaciones para tolerancias geométricas de engranajes. Un alto número AGMA indica un engranaje de tolerancias estrechas en términos de espacio entre dientes, perfil y avance.
Antes de la compra de L&H, el mayor grado que la operación de Tempe pudo lograr fue un AGMA 8 en su generadora de engranajes. Sin embargo, muchos de los OEM de equipos de minería requieren engranajes con calidad AGMA 10.
Teniendo en cuenta esta situación, hace un par de años la compañía le encargó a Myers identificar los tipos de tecnología y procesos para fabricación de engranajes que podrían permitirle al taller lograr un nivel de calidad AGMA 10 para engranajes grandes. Myers viajó un año alrededor del mundo, haciendo una red de contactos con la comunidad de fabricantes de engranajes, y tuvo en cuenta equipos como máquinas fresadoras de siete ejes e incluso una generadora de engranajes usada, candidata perfecta para una actualización CNC.
Sin embargo, él y otros en la compañía entendieron que producir un engranaje con un acabado superficial de calidad en los dientes era tan importante como lograr un alto grado AGMA. Obviamente, un acabado superficial más fino significa que hay menos fricción entre dientes, lo cual minimiza el riesgo de picaduras que pueden llevar a una falla prematura del engranaje.
Myers indica que cualquier diente tallado o generado tendrá líneas de avance, y la calidad del acabado superficial no pasará de aproximadamente 100 Ra (como en el caso de la generadora de engranajes del taller, aunque usa nueva tecnología en los aceites de corte y herramientas con recubrimientos avanzados).
Esto aceleró la decisión de comprar una nueva máquina rectificadora de perfiles de cinco ejes, la Rapid 6000 de Höfler, la cual puede acomodar engranajes que miden 236 pulgadas de diámetro. Desde que se instaló, esta máquina le ha permitido al taller superar su meta inicial AGMA y terminar dientes de engranajes rectificados con calidad AGMA 14 y acabado superficial 24 Ra.
Rectificadoras de perfiles de cinco ejes: transformando la calidad de los engranes
La rectificadora de perfiles de cinco ejes Rapid 6000 es una máquina que acomoda piezas de trabajo con diámetros que varían entre 9.5 y 236 pulgadas y un ancho de cara máximo de 80 pulgadas. Myers dice que tiene varias características que le permiten rectificar de manera eficiente perfiles de dientes de engranajes de calidad.
Por ejemplo, la máquina usa una cama de fundición mineral, de la cual se dice que brinda mejores calidades de crecimiento térmico y amortiguación en comparación con la fundición de hierro. Por eso, el procesamiento y la temperatura ambiente de las instalaciones tienen un efecto significativamente menor en la expansión del componente de máquina durante la operación.
La mesa de la máquina de 2350 mm de diámetro tiene una capacidad de carga de 50 toneladas y se mueve axial y radialmente en rodamientos hidrostáticos. La mesa tiene un agujero central con un diámetro de 750 mm y una profundidad de 1300 mm para permitir fijar los ejes en operaciones de rectificado de dientes.
De hecho, la primera parte rectificada en la máquina era un gran piñón de un molino de bolas para una mina de mineral de hierro, que habría sido tronzado y tallado de manera convencional. Estas operaciones podían tomar hasta 50 horas para completarse, pero ese primer piñón tomó solo 18 horas para tronzar y luego rectificar.
Myers señala otra ventaja de esa máquina: usa controles de la mesa con motores de torque para un movimiento suave y sin retrocesos. La mesa indexa en una millonésima de grado y puede rotar hasta a 70 rpm. Además, el cabezal de rectificado de la máquina ofrece un motor de torque con un sistema de medición directo para un control preciso de posición. Un sistema de afilado con dos ruedas también está integrado directamente en el cabezal.
Las rutinas de afilado se llaman automáticamente cuando la máquina detecta un incremento en la presión de rectificado debido a la formación de costras en la rueda. Luego del afilado, el control de la máquina calcula el diámetro de la rueda para determinar automáticamente un nuevo valor radial de avance interior.
Durante el rectificado, la máquina puede ajustar su ángulo de hélice del cabezal y mueve el eje de rectificado tangencialmente para el movimiento simultáneo en cinco ejes. No hay limitación por el ángulo de presión, y los ángulos de hélice pueden variar desde -45 hasta +120 grados.
La máquina también tiene un cabezal interno de rectificado en su contrapunto que puede usarse para rectificar refuerzos internos o perfiles helicoidales.
Pero más allá de estas características de diseño de la máquina, Myers aprecia la realimentación positiva sobre el servicio que ha recibido de otros usuarios de equipos Höfler.
Debido a su red de contactos en la comunidad de engranajes, los usuarios de múltiples marcas de equipos de rectificado dicen que cuando se le notifica a Höfler sobre un problema, su personal de servicio estará en el sitio en días, comparado con las semanas que toman otros fabricantes.
Adopción de tecnología CNC: un cambio radical en el mecanizado
El Rapid 6000 ha estado en operación solo por un año, de modo que el taller aún está en la curva de aprendizaje con la máquina. Rory Tage, un empleado de la operación por 12 años, es el programador y operador de primer turno de la máquina. Él tiene una vasta experiencia operando máquinas manuales, donde esencialmente todo movimiento de máquina requiere algo de definición humana, y admite que este pensamiento provocó que el cambio a CNC fuera intimidante en un comienzo.
Sin embargo, el control de máquina con interfaz intuitiva hizo la programación relativamente fácil de adoptar, dice, y él no está atareado programando o calculando cada movimiento o acción de la máquina (como la compensación por el desgaste de la herramienta, lo cual hace automáticamente el control).
En cambio, él usa el sistema de programación tipo conversacional GearPro, de Höfler, con el cual simplemente ingresa un conjunto de parámetros para un trabajo específico. El software estándar permite el afilado de casi todos los perfiles de involuta, y las modificaciones de perfiles se muestran gráficamente en el monitor del CNC. Las rutinas de sondeo en proceso determinan cuánto material permanece por rectificar después de una pasada.
Además, la sonda de contacto de la máquina también se usa durante la inspección final, después de la cual se genera un reporte automático de inspección.
Rectificado sin tronzado
A la fecha, la máquina Rapid 6000 le permite al taller producir engranajes AGMA 14 con un excelente acabado superficial para garantizar una mayor vida del componente y una operación más silenciosa. Sin embargo, se sigue requiriendo una operación de tronzado seguida por el tallado o la generación de engranajes para crear los perfiles de dientes rugosos antes del rectificado.
Por ello, el taller investiga un proceso para permitir que la máquina realice completamente el rectificado de un diente a partir del material bruto en un solo alistamiento, sin trabajos de premecanizado.
Ya que las ruedas suministradas con la máquina fueron diseñadas para el rectificado de acabado de material carburizado o endurecido por inducción, Bradley ha trabajado con Norton Abrasives para desarrollar ruedas capaces de producir dientes completos de engranajes, rectificando por desbaste los perfiles en el estado suave y terminando los dientes en el estado endurecido. De hecho, el taller planeó comenzar las pruebas de este proceso la semana después de mi visita.
Como parte de este nuevo enfoque, se le añadió a la máquina un sistema de boquillas para refrigerante de Cool-Grind. Estas boquillas usan tecnología de chorro coherente que ofrece una geometría interna de la boquilla para crear un chorro estrecho y coherente cuando existe el refrigerante. Esto es especialmente importante para el rectificado, porque la mayoría del calor entra en la pieza y no afuera con las virutas.
La energía de alto impacto de la corriente retira la capa límite de aire, que generalmente detiene el refrigerante a baja presión para mojar la superficie de la rueda a altas velocidades. La corriente concentrada permite que la rueda lleve el refrigerante directamente a la zona de rectificado.
Durante la instalación en la máquina, un láser miniatura acoplado a la punta de las boquillas permitió un direccionamiento preciso de los chorros.
Aunque este proceso requerirá mucha más remoción de material y tomará mucho más tiempo que el rectificado convencional de una capa, el taller cree que se beneficiará al consolidar la operación en una máquina para minimizar alistamientos y transporte de grandes piezas de trabajo.
Añadiendo capacidad, posibilidades y espacio en piso
No todo el equipo que el taller ha comprado recientemente ha sido nuevo. De hecho, ha tenido buenos resultados al comprar máquinas usadas. El enorme torno CNC multifunción Ravensburg, que el taller instaló recientemente, es un buen ejemplo.
Aunque tiene un VTL que podría tornear partes de 8,8 metros de diámetro, su capacidad de torneado horizontal estaba limitada a 101,6 cm de largo. El Ravensburg, uno de los tornos CNC más grandes en el suroeste de Estados Unidos, le permite al taller tornear partes hasta de 9 metros de largo. Y además de ofrecer una capacidad de volteado de 140 cm, el torno tiene un husillo de fresado y un ATC de 12 estaciones que ofrecen la posibilidad de producir ejes estriados, piñones para molinos de bolas y componentes similares en un solo alistamiento, en lugar de mover las piezas de trabajo entre un torno y una fresadora.
El taller también ha remanufacturado y modificado algunos de sus equipos existentes. Por ejemplo, su generadora de engranajes British Craven ha sido actualizada con un CNC y modificada para desarrollar trabajos de tronzado. Además, el taller creó un aditamento personalizado para permitirle mecanizar estrías internas, que comienza con un escariador recto y finaliza con un escariador de forma completa.
De manera similar, su fresadora-perforadora horizontal CNC de cinco ejes, Carlton, pronto será modificada para brindar más espacio en piso y recorrido del cabezal para mecanizar engranajes más grandes en menos alistamientos. Durante mi visita, la fresadora-perforadora horizontal Betts estaba siendo actualizada con un nuevo control y motor Fanuc. Además, un VTL Betts de 305 cm, remanufacturado por New Century, pronto será entregado, así como una máquina G&L para fabricación de estrías internas.
La G&L será entregada después de que el taller complete la expansión de sus instalaciones. Se está añadiendo un nuevo taller de soldadura, y el área existente de soldadura se convertirá en otra bahía de mecanizado. Esto, combinado con un espacio adicional de oficinas, incrementará el espacio total de las instalaciones de cerca de 3345 metros cuadrados a aproximadamente 5435 metros. También instalarán unidades de aire acondicionado en el área completa de producción.
Myers dice que la apertura de los Wandler para hacer estas inversiones es una de las razones por las que el negocio anual de L&H ha crecido de US$ 10 millones a US$ 100 millones. También considera que esto ha hecho que los últimos años hayan sido el tiempo más emocionante que él ha vivido en esta empresa.







Contenido relacionado

Innovaciones en dispositivos de sujeción para máquinas de 5 ejes
Conozca los avances en dispositivos de sujeción adaptados para máquinas de 5 ejes que mejoran la precisión y el flujo de trabajo en tallerres de mecanizado.
Leer Más
Soluciones avanzadas de manufactura para componentes de precisión
Con cuatro nuevos centros de mecanizado de 5 ejes y dos células PH Cell Twin de DMG MORI, esta compañía refuerza su compromiso con la excelencia en la manufactura para sectores exigentes como el automotriz, médico y aeroespacial.
Leer Más
Rectificado en cinco ejes para herramientas de corte
Descubra cómo un cambiador automático de ruedas y un sistema de sonda a bordo ofrecen ventajas competitivas en un taller de mecanizado. Estas características les permiten cambios rápidos para trabajos de corridas cortas u operación desatendida.
Leer Más
Comprar un centro de maquinado de cinco ejes: complementos
Ya se ha decidido por un centro de maquinado de cinco ejes. ¿Qué opciones debe elegir? Una a tener en cuenta: el palpado del husillo.
Leer MásLea a continuación

Mesas magnéticas optimizan la electroerosión en producción de piezas complejas
Evolución en Moldes venía asumiendo varios retos para el mejoramiento de sus procesos de manufactura de componentes complejos para sus moldes. La aplicación de mesas magnéticas optimizó el mecanizado por electroerosión y mejoró sus tiempos de entrega.
Leer Más
La tecnología: recurso primordial para ser proveedor de la industria aeroespacial en México
Indumet Aerospace es una de las empresas pioneras en México como Tier 1 de la industria aeroespacial. La inversión en la última tecnología para el mecanizado en 5 ejes ha sido una de las claves del éxito que la ha llevado a ser proveedora de reconocidos OEM.
Leer Más
Nuevas tendencias en instrumentos de medición e inspección
La precisión en la manufactura no es opcional, es una necesidad. Desde la integración de sistemas de medición en tiempo real hasta innovaciones en tecnologías sin contacto, la medición precisa resulta esencial para cumplir con las exigencias de tolerancias estrictas y optimizar los procesos de control de calidad. Exploramos los recientes avances en metrología y su impacto en industrias como la automotriz y la aeroespacial, donde la precisión es clave.
Leer Más