



Los principios de la manufactura lean ayudan a los operadores de máquinas como Dan Szczepanski, quien dirige uno de los tornos CNC tipo suizo Citizen, de Micron. Ellos enfocan su experiencia y talento en lo que es importante: fabricar partes según las especificaciones y buscar formas de mejorar el proceso.
En Micron Manufacturing en Grand Rapids, Michigan, los principios lean, la mejora continua y el diseño para la capacidad de manufactura son los tres pilares de lo que el taller considera clave para una “confiabilidad duradera”.



La “confiabilidad duradera” es simplemente el lenguaje de marca registrada que el taller usa para resumir sus objetivos y prácticas comerciales, lo que Mike Preston llama una declaración de misión de dos palabras. Preston, presidente de la compañía e hijo del fundador, explica que estas dos palabras significan que los clientes pueden confiar en Micron para entregar partes y servicio con absoluta confianza.
Por supuesto, reconoce que cada taller tiene objetivos e intenciones similares. “Creemos que nuestro enfoque no solo es efectivo, sino también distintivo porque hemos trabajado duro para sistematizarlo”, dice. El taller utiliza otra marca registrada, “Systemicron”, para nombrar este enfoque sistemático de producción confiable, consistente y de alta calidad.
Como se señaló, la esencia de este enfoque es una fusión estructurada de tres elementos. Los principios de la manufactura lean son la base. La mejora continua es la amplia estrategia operativa que se construye sobre esta base. El diseño para la manufactura (DFM) proporciona un libro práctico que rige casi todos los detalles de las cotizaciones de trabajos, la coordinación de los procesos de producción, el flujo de trabajo y la inspección.

Chris Schmidt lidera una de las reuniones matutinas utilizando el tablero de programación central como un aviso visual para cubrir todos los objetivos del día. Cada miembro del equipo de producción puede ver lo que hay que hacer, escuchar sugerencias y consejos de otros miembros del equipo y hablar sobre cualquier problema que pueda interferir con el trabajo del día.
Preston dice que cada uno de estos pilares requiere una intensa concentración y disciplina primero que todo.
“Es por eso que muchos talleres se han centrado principalmente en una de estas disciplinas”, explica. “E individualmente tienen recompensas y beneficios sustanciales”. Sin embargo, señala que implementar y administrar las tres con un enfoque unificado es lo que marca la diferencia en Micron.
Preston reconoce que este enfoque de tres pilares puede parecer excesivamente desafiante, pero dice que en realidad es lo contrario. “Estas disciplinas se refuerzan mutuamente, por lo que es más fácil promoverlas juntas. Así es como logramos las sinergias que son tan efectivas”, dice, y agrega que los beneficios resultantes ayudan a mantener las tres disciplinas. “Mantenerlas a largo plazo es fundamental para aprovechar al máximo este enfoque unificado”.
Así es como Micron puso en funcionamiento cada una de estas disciplinas y cómo funcionan juntas.
Manufactura esbelta es la base de este taller metalmecánico
Micron Manufacturing comenzó en 1952 como un taller metalmecánico que fabricaba tornillos. El padre de Mike Preston, Ed, se inició en la manufactura en un área en el sótano de un edificio en el centro de Grand Rapids. Al principio, tenía una serie de máquinas Traub y Warner & Swasey que gozaban de muy buena reputación en su momento. Más tarde se agregaron máquinas de Brown & Sharpe y Acme-Gridley.
Ed Preston, recuerda su hijo, dirigió el taller siguiendo las líneas tradicionales con un estilo de toma de decisiones centralizado de arriba hacia abajo. El joven Preston también recuerda que su padre siguió varias políticas clave que hicieron que la compañía estuviera más abierta al cambio y la evolución que muchos otros pequeños talleres de la época.
“Tuvo cuidado de mantener a la empresa en una posición financieramente estable evitando riesgos que pudieran poner en peligro el bienestar a largo plazo de sus empleados", dice Preston. “Tenía una política de puertas abiertas y escuchaba a la gente. Sus operadores de máquina estaban facultados para hacer partes de la mejor manera que sabían, aunque eso se convirtió en un punto de conflicto más tarde. En resumen, quería que Micron fuera un buen lugar para trabajar”.
Después de varias reubicaciones, la compañía se mudó a una instalación especialmente diseñada en 1964. Dos ampliaciones posteriores a este edificio ahora proporcionan un total de 2,800 metros cuadrados de espacio para taller y oficinas. Actualmente, alberga 19 tornos CNC, 12 de los cuales son máquinas Citizen de tipo suizo. Un centro de mecanizado vertical Hurco está disponible para operaciones de fresado y trabajos de servicios públicos. El número de empleados ronda los 40 en un horario de dos turnos.
“Y seguimos operando tres máquinas accionadas por leva Acme-Gridley para varios pedidos de partes de corrida larga”, agrega Preston, y señala que estas máquinas representan no solo el legado de la tecnología tradicional de máquinas de tornillo, sino también la herencia de la lealtad a los clientes.
Micron entró en un período crítico de transición a finales de la década del 90, principios de la década de 2000. El padre de Preston, se distanciaba gradualmente de su involucramiento con el día a día en el manejo del taller y se jubiló en 1999, mientras su hijo asumía las funciones de liderazgo. Unos años antes, el yerno de Ed, Dan Vermeesch, se había incorporado como gerente de planta, sin traer ideas preconcebidas sobre cómo debería manejarse una empresa moderna de máquinas de tornillos.
“Mi experiencia era en ingeniería eléctrica. Al ser nuevo en esta área de manufactura, pude verlo con nuevos ojos y vi que Micron tenía que cambiar adoptando nuevos enfoques para la gestión de la producción”. Dice Vermeesch.

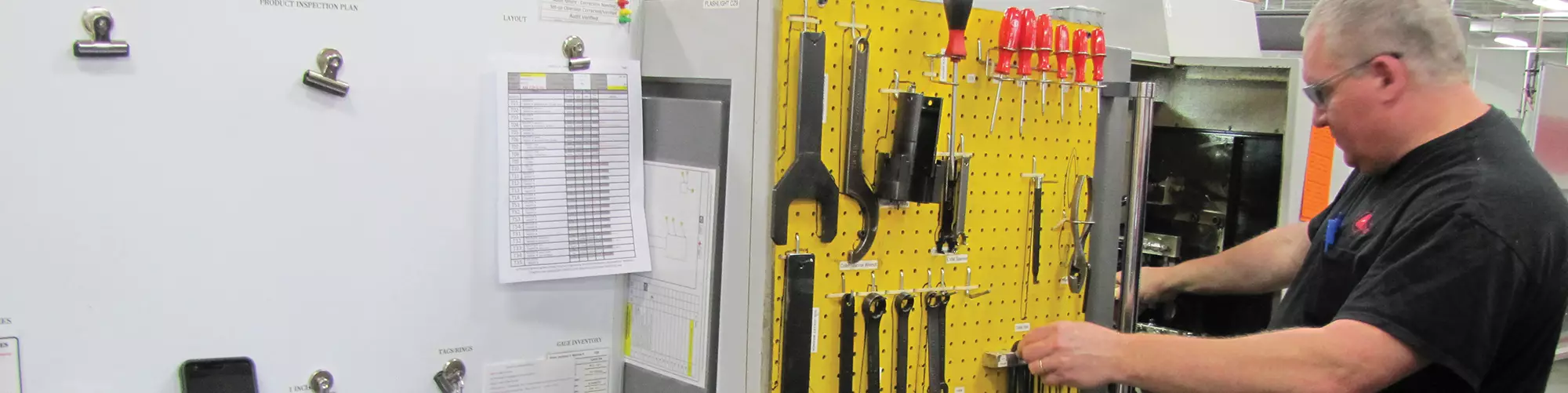
Bob Zimmer comprueba una parte en la estación de medición en su máquina. Los detalles relevantes sobre esta rutina de inspección y otros aspectos del procesamiento de esta parte se publican en el tablero detrás de su banco para que sean revisados de un vistazo. Su aporte sobre el procesamiento de la parte, especialmente si se trata de un trabajo de primera ejecución, se refleja en las hojas de referencia publicadas allí.
Su enfoque inicial fue implementar los principios de manufactura lean, comenzando con la reducción del setup. “Establecimos el objetivo de reducir 25% el tiempo de setup en seis meses. Todas las técnicas lean que instituimos estaban dirigidas hacia ese único objetivo”, explica Vermeesch.
Por ejemplo, 5S (organización del espacio de trabajo y racionalización ergonómica) se implementó en el contexto de la campaña general de reducción del setup. La ayuda de una empresa consultora externa proporcionó orientación experta, evitando así cualquier paso en falso.
Mike Smith, gerente de ingeniería de Micron y un veterano de esta transición, dice que al principio hubo resistencia a estos cambios.
“Algunos de los cambios fueron impopulares porque fueron perturbadores, como deshacerse de los baúles de herramientas en cada estación de trabajo de los operadores, eliminar departamentos separados para diferentes procesos y crear estaciones de inspección localizadas en todo el taller para reemplazar un área central de control de calidad”, cuenta.
Él dice que, como se esperaba, los beneficios de estos cambios se hicieron evidentes lo suficientemente rápido como para ganarse a las personas. “El cambio general en la perspectiva nos permitió hacer cambios aún mayores. Eliminamos nuestro departamento de operaciones secundarias, comenzamos los procesos de subcontratación, como el rectificado, comenzamos a incorporar máquinas CNC y establecimos un sistema de producción de flujo de una sola parte”.
Vermeesch dice que el objetivo de reducción del setup no solo se cumplió a tiempo, sino que se superó rápidamente. El tiempo de setup se ha reducido desde entonces.
“Mientras que en un momento estábamos haciendo 96 setups en 3,000 horas en nuestras máquinas de múltiple husillo, ahora hacemos 287 setups en aproximadamente 1,000 horas”.
En resumen, para 2008, la cultura de taller en Micron había cambiado por completo, dice, y agrega que esta cultura se basa en la expectativa de que los cambios incrementales que mejoran los procesos y el rendimiento de los empleados serán continuos. La base para Systemicron estaba sólidamente en su lugar.
Alta visibilidad
Hoy, un recorrido por las áreas del taller de Micron revela todas las señas de identidad clásicas de una empresa a lo largo de su trayectoria. Incluyen tablas pintadas con perfiles para las herramientas manuales; listas de verificación publicadas para procedimientos de setup, mantenimiento de máquinas y artículos de limpieza; pautas de trabajo estandarizadas y varias estaciones kanban.
Sin embargo, el enfoque lean de Micron no es del todo convencional. Como taller de trabajos/fabricante por contrato, la organización ha adoptado su propia interpretación e implementación personalizada de los principios lean.
Para resumir cómo lo explican Preston y Vermeesch, el estilo de manufactura lean de Micron se caracteriza por un énfasis en la importancia de mantener las cosas visuales y reducir la variabilidad.
Por “visual”, se refieren a mantener los detalles vitales sobre la producción diaria y los procedimientos de rutina disponibles de un vistazo. Individualmente y como grupo, los empleados pueden ver fácilmente lo que hay que hacer en ese momento.
Por ejemplo, hay un tablero de programación de marcadores secos en un punto central del taller cerca del pasillo hacia las oficinas de ingeniería y la sala de conferencias. Este tablero se actualiza en la mañana antes de la “reunión” diaria en la que los mecánicos, programadores e ingenieros revisan los trabajos en progreso, los trabajos siguientes en línea y otros elementos de acción. La reunión (generalmente una sesión de 5 a 10 minutos a primera hora de la mañana) es una oportunidad para que el equipo comparta sugerencias, consejos, inquietudes, advertencias y cualquier otro asunto que se beneficie del pensamiento positivo y colectivo.
Sin embargo, el término visual no significa que el taller no dependa de su red informática para la comunicación y las aplicaciones digitales, como la programación y el control del taller con su software ERP de JobBoss.
“Utilizamos herramientas de software donde la automatización y la potencia del procesamiento tienen sentido”, dice Vermeesch. “Las representaciones visuales sirven como respaldo de la información procesada digitalmente disponible en línea”.
Otros tableros de marcadores y estaciones de notificación se mantienen en todo el taller con varios de los más importantes en las paredes alrededor de la mesa en la sala de conferencias.
Baja variabilidad al integrar el concepto lean
La reducción de la variabilidad es el otro aspecto distintivo de la integración de principios lean de Systemicron. “Nos ha enseñado a estandarizar procesos y procedimientos siempre que podemos”, dice Brian Hoff, gerente de control de calidad. “Hacer las cosas de la misma manera brinda eficiencia, consistencia y previsibilidad. La reducción de la variabilidad nos ayuda a minimizar errores, desperdicios y reprocesos o cualquier otro resultado inesperado”.
La reducción de la variabilidad también es el principio que integra los principios lean con el enfoque de Micron para DFM.
“El diseño para la manufactura generalmente se refiere a un método para hacer un diseño inicial de partes adecuado para procesos de fabricación eficientes u óptimos”, explica Hoff.
“Pero como taller de trabajos, llegamos después de que una parte ha sido diseñada y desarrollada por un cliente potencial”. Él dice que todavía hay oportunidades sustanciales y críticas para influir en la capacidad de manufactura de las partes presentadas en una solicitud de cotización (RFQ). “Controlamos lo que podemos en la medida en que nos mantengamos dentro de nuestros esfuerzos de estandarización”.
El taller hace esto evaluando cuidadosamente las RFQ de clientes nuevos y existentes. Alex Puff, quien ha trabajado junto a Mike Smith en el personal de ingeniería, dice que el objetivo de este proceso de evaluación es determinar si la parte y el cliente potencial se ajustan bien a Micron. “Un buen ajuste indica que hacer la parte y trabajar con este cliente no requerirá que nos alejemos demasiado de nuestra forma de hacer las cosas”.
Las herramientas principales para evaluar una parte y el cliente son las hojas de trabajo en papel diseñadas para registrar, cuantificar y resumir todos los

Mike Preston (al fondo a la izquierda) y Dan Vermeesch (al fondo a la derecha) revisan una plantilla Kata, que analiza procedimientos de rutina como el setup de la máquina para discernir patrones que pueden conducir a la mejora continua como un hábito arraigado. Alex Puff, Brian Hoff y Mike Smith (de izquierda a derecha) también hacen parte de la reunión.
detalles esenciales necesarios para tomar buenas decisiones sobre la mejor manera en que el taller puede hacer la parte. Puff enfatiza en que evaluar al cliente es tan importante como evaluar la parte en esta etapa del proceso de cotización. Preston reafirma este punto y señala que “estamos en el negocio para satisfacer a los clientes. Ser capaz de satisfacer a los clientes depende de construir la relación correcta con cada uno. La forma de hacer la parte de manera que brinde el mejor valor para el cliente debe determinarse en el contexto de esa relación”, dice.
Puff dice que el proceso comienza observando la parte del cliente: “La evaluamos en dos pasos, que literalmente se llevan a cabo en dos lados de una sola hoja de papel”. El primer lado es la hoja de trabajo de RFQ. La parte superior captura información sobre la parte extraída de la solicitud de presupuesto del cliente, que generalmente consiste en un mensaje de correo electrónico y archivos CAD adjuntos.
A esta parte le sigue una lista de operaciones que probablemente se necesiten para completar la parte, con cuadros para calificar la dificultad de la operación, especificar sus requisitos de setup, determinar las necesidades de herramientas y otras consideraciones. En la parte inferior del formulario, se otorga un lugar por el tiempo de espera más largo (en días hábiles) hasta que se pueda entregar la parte. Se agregan excepciones y notas en el espacio restante del formulario.
El otro lado de la hoja es el cuestionario de compromiso de factibilidad de cotización. La mitad superior del formulario enumera 18 preguntas formuladas para cubrir todos los aspectos del flujo de trabajo y el procesamiento (a diferencia de la producción técnica de la parte cubierta en el lado opuesto). Con cada pregunta se pretenden identificar los riesgos.
Estos son algunos aspectos de la parte que podrían obligar al taller a variar sus procedimientos y prácticas habituales. Examinar cada problema de cerca ayuda a todo el equipo de producción a encontrar formas creativas de acomodar las excepciones tanto como sea posible.
Las cotizaciones se envían para las partes que se determina que son factibles para producción sin revisión. Las partes que se determinan factibles, si el cliente puede aceptar los cambios recomendados, se devuelven al representante de ventas de Micron para consultar con el cliente. Las partes que se determina que no son factibles sin una revisión de diseño no se cotizan hasta que los ingenieros de Micron puedan consultar con los ingenieros del cliente. “En muchos casos, podemos ver claramente que la parte no es adecuada para Micron. No dudamos en dejar pasar estas RFQ”, dice Puff.
Encontrar un buen ajuste
Así como las partes se evalúan para un buen ajuste, los clientes también son evaluados. El gerente de ventas de Micron utiliza otro cuestionario llamado Calculadora del Cliente Perfecto (PPCalc) para esto. Requiere que el gerente de ventas entreviste al cliente en 18 consultas sobre las condiciones de pago, la accesibilidad a los ingenieros y al equipo de diseño del cliente, las rutinas de inspección de partes entrantes, etc. Al final, los clientes se clasifican como A (mejor ajuste), B (ajuste cercano) o F (sin ajuste).
“La intención es identificar a los clientes con los que podemos construir una relación a largo plazo que valore la fiabilidad duradera que Systemicron está diseñado para proporcionar”, explica Preston. Vermeesch agrega que la fórmula de calificación PCCalc aporta cierta objetividad y consistencia a este proceso. “No pretende ser exclusivo ni excesivamente restrictivo. Queremos tener una base de clientes amplia, pero estable”, dice.
La calificación PPCalc es el primer elemento ingresado en la hoja de trabajo compromiso de factibilidad de cotización. Esto es importante. Puff dice que Micron quiere hacer negocios con clientes con calificación A, por lo que los problemas de viabilidad descubiertos en este formulario reciben atención especial.
“Si podemos ampliar nuestras capacidades o encontrar la flexibilidad para satisfacer sus necesidades, estamos dispuestos a hacer ese esfuerzo”, dice. Y agrega que esto aporta a la mejora continua. “No se trata solo de mejores números, como tiempos de ciclo más cortos, setups más rápidos, menos rechazos, etc. Se trata de cambiar de maneras que nos ayuden a ofrecer un mayor valor a los clientes. Queremos maximizar, por diseño, lo que se puede fabricar aquí”, concluye.
No deben pasarse por alto otras dos políticas que Micron sigue para establecer y mantener buenas relaciones con los clientes. Uno es producir una parte de muestra que se puede enviar al cliente con la cotización. La parte está disponible generalmente dentro de los dos días después de recibir la solicitud de presupuesto.
Esta práctica es una prueba del plan de proceso propuesto, así como una prueba física de la viabilidad de la parte. “Esto descubre lo inesperado y elimina las conjeturas”, dice Vermeesch. “Cada muestra es una experiencia de aprendizaje valiosa porque documentamos todo el proceso como parte de nuestros hábitos de mejora continua”.
La segunda política es fomentar un recorrido por el taller por parte del personal clave del cliente. “El contacto cara a cara genera confianza en ambos lados. Igualmente, es importante ver y hablar con operadores de máquinas, inspectores, ingenieros y todos los miembros del equipo. Tenemos buenos procesos, pero tener buenas personas hace la diferencia”, dice Preston.
Él manifiesta que desde 2002 Micron ha organizado docenas de recorridos por la planta con clientes y cientos de recorridos para escuelas, grupos comunitarios, líderes gubernamentales y otras empresas manufactureras, incluida la competencia.
Una vez se acepta una cotización, Micron sigue otras agendas o plantillas estandarizadas para reuniones con el fin de mantener a todo el equipo, literalmente, en la misma página.
Por ejemplo, un formulario de nuevo lanzamiento de proyecto describe la agenda para una reunión de lanzamiento de nuevos productos, una lista de verificación previa a la ingeniería y una reunión general de lanzamiento de nuevos productos. Se especifican los asistentes requeridos junto con los elementos críticos que deben ser cubiertos y resueltos en cada reunión.
Los formularios de evaluación deben ser completados, revisados y firmados por personas que representen cada una de las disciplinas involucradas antes de enviar la cotización finalizada.
Cuando se completa un trabajo, el taller sigue agendas estandarizadas de manera similar para las reuniones de “Aprendizaje”. Estos comienzan a más tardar dos días después del envío de las partes, cuando las notas e ideas para mejoras de procesos, solución de problemas u oportunidades para una mejor toma de decisiones todavía están frescas. “Capturar estas ideas, publicarlas para la acción y recompensar su finalización nos mantiene en el camino correcto”, afirma Puff.
Los resultados de cada reunión de aprendizaje se organizan y registran en formularios de informes estandarizados y se adjuntan en el tablero correspondiente en la sala de conferencias.
Según Puff, para los equipos de aseguramiento de la calidad, seguridad, programación, ingeniería o producción es conveniente circular de un tablero a otro de forma regular. Los artículos son firmados por las personas que asumen la responsabilidad y se firman nuevamente cuando se completan o se entregan para una acción adicional.
¿Micron puede perseverar de manera confiable?
Esta pregunta es una forma de expresar lo que Preston y Vermeesch consideran su máxima responsabilidad.
“Depende de nosotros asegurarnos de que esta empresa pueda seguir cumpliendo las condiciones cambiantes del mercado y la evolución de las demandas de los clientes”, dice Preston.
Vermeesch lo expresa de otra manera: “Los principios lean, la mejora continua y el diseño para la manufactura, ya que han sido adoptados y mezclados aquí de forma única, nos dan un impulso para avanzar. Creemos que lo que llamamos Systemicron es sostenible y que puede garantizar la sostenibilidad de la empresa”.
Ambos señores coinciden en que cumplir con el compromiso de la confiabilidad duradera que los clientes esperan responde a la pregunta sobre la capacidad de la empresa para competir y prevalecer. Como lo ven, la fuerza de Systemicron está en canalizar y unificar los esfuerzos de todos en la compañía para cumplir con este compromiso.
Actualmente, Micron está estudiando sus opciones para un sistema de monitoreo de máquina y recolección de datos, y la compañía lo está haciendo de una manera característicamente original. Según Vermeesch, un programa piloto está haciendo que operadores de máquinas seleccionados recopilen y registren datos sobre sus procedimientos y el rendimiento de la máquina.
Simplemente usan formularios de informes para anotar los minutos dedicados a los aspectos del setup, los motivos del tiempo de inactividad, la duración del tiempo de inactividad y los detalles sobre otros eventos de la máquina o sus actividades. Esta información se tabula en una base de datos simple, luego se analiza, por lo general con los cálculos matemáticos posibles en un software de hoja de cálculo.
“Sabemos que los sistemas de monitoreo pueden capturar una gran cantidad de datos. Preferimos saber qué datos son los más útiles para nosotros primero, luego evaluar los sistemas por su capacidad para recopilar y procesar esos datos”, explica Vermeesch. “Estamos buscando un sistema que ayude principalmente a los operadores de máquina a tomar mejores decisiones con alguna recopilación de datos automatizada. No tenemos el tipo de estructura de gestión para la que se necesitan con urgencia el análisis de datos y la presentación de informes”, dice, admitiendo que podría estar subestimando los beneficios del monitoreo de la máquina. “Nos estamos aproximando a esto con la mente abierta”.
En última instancia, Vermeesch ve que el monitoreo de la máquina refuerza y mejora lo que Systemicron ya logra y, como él dice, “los pilares de la productividad confiable están en su lugar”.






Contenido relacionado

Schunk fortalece el sector metalmecánico en México con la inauguración de su nuevo centro tecnológico en Querétaro
El 22 de agosto de 2024 fue una fecha clave para el sector metalmecánico en México con la inauguración del nuevo centro tecnológico de Schunk en el Parque Industrial Tecnológico Innovación de Querétaro.
Leer Más
Manufactura esbelta en la fabricación de tornillos
Agilizar de forma sostenible la producción de una mezcla variada de trabajos de bajo volumen no solo depende de una estrategia dirigida a los talleres de trabajos, sino también de la motivación y entusiasmo humanos.
Leer Más
Qué es la manufactura esbelta o lean manufacturing
La aplicación de la Manufactura Esbelta es uno de los pasos para el mejoramiento de la producción y también facilita el camino de cualquier planta o taller hacia la Industria 4.0.
Leer Más
Estrategias para talleres especializados en mecanizado de cinco ejes
Conozca las prácticas y herramientas que diferencian a los Top Shops en el maquinado de cinco ejes.
Leer MásLea a continuación

Qué es la manufactura esbelta o lean manufacturing
La aplicación de la Manufactura Esbelta es uno de los pasos para el mejoramiento de la producción y también facilita el camino de cualquier planta o taller hacia la Industria 4.0.
Leer Más
10 ideas de manufactura esbelta para talleres metalmecánicos
Además de la combinación adecuada de estrategias tradicionales, un nuevo conjunto de herramientas de manufactura esbelta puede hacer que el mecanizado de alta mezcla y bajo volumen sea más rápido, más predecible y menos costoso.
Leer Más
Manufactura esbelta en la fabricación de tornillos
Agilizar de forma sostenible la producción de una mezcla variada de trabajos de bajo volumen no solo depende de una estrategia dirigida a los talleres de trabajos, sino también de la motivación y entusiasmo humanos.
Leer Más