Torno-fresado: el rumor sobre el cabezal de fresado del eje B
El cabezal de fresado rotativo es una característica decisiva en una máquina de torno-fresado diseñada para la producción eficiente de partes complejas en bajos volúmenes.

La capacidad de cinco ejes completos es uno de los beneficios de una máquina de torno-fresado con un eje B.

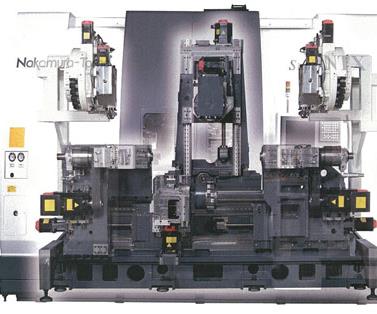
Las máquinas de torno-fresado vienen en muchas configuraciones. Esta tiene doble husillo, una sola torreta inferior, un cabezal de fresado rotativo y dos ATC.

Este implante para columna es producido de titanio sólido, de modo que la rigidez de la máquina y el torque del husillo son importantes. Los cortes angulares y las pequeñas características complican el reto de un procesamiento todo-en-uno. Esta parte es de más o menos 1 pulgada de ancho.

Este actuador de leva personalizado, de más o menos 2 pulgadas de largo y 1.5 pulgadas de diámetro, muestra características de perfil con tolerancias geométricas referenciadas a un punto cero en la pieza. Fue producido de una barra sólida de acero 4140.

Como anterior propietario de taller, Parenteau reconoce la importancia de estudiar los parámetros críticos de la máquina cuidadosamente.
La configuración de los ATC en cada lado de la columna central es visible en este corte fantasma.

El contorneado en cinco ejes de este impulsor en aluminio, usado en sistemas de ventilación de aeronaves, muestra la flexibilidad de un eje B. Debido a que la máquina está torneando en la línea de centros y fresando los álabes en una sola sujeción, la desalineación total del perfil al centro es minimizada para una mayor precisión. El impulsor es de 1.785 pulgadas de diámetro.
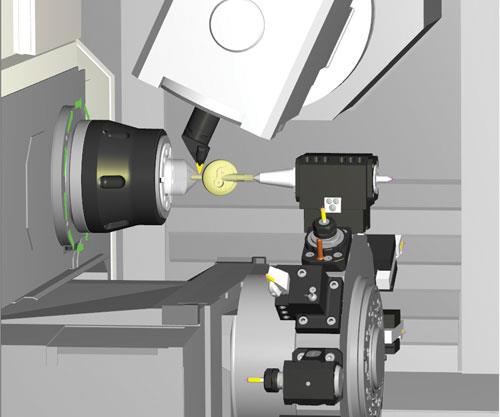
La simulación precisa le permite al programador detectar y corregir posibles colisiones.

Esta válvula de mariposa de 3.5 pulgadas de largo fue mecanizada a partir de una barra sólida de aluminio de 2 pulgadas. El mecanizado simultáneo en cinco ejes hizo posible producir los bolsillos en el cuerpo circular de la válvula.



Esta válvula de mariposa de 3.5 pulgadas de largo fue mecanizada a partir de una barra sólida de aluminio de 2 pulgadas. El mecanizado simultáneo en cinco ejes hizo posible producir los bolsillos en el cuerpo circular de la válvula.
Las máquinas de torno-fresado están disponibles en una gran variedad de tamaños, configuraciones y capacidades. Determinar la máquina correcta para una aplicación dada puede ser confuso. Por ejemplo, ciertas características se prestan para ciertas estrategias de producción, así que el usuario tiene que saber qué buscar y entender los dilemas asociados con favorecer una configuración de máquina sobre otra.
Esto sucedió cuando Rich Parenteau se tomó una tarde para contarme sobre la filosofía de diseño detrás del Nakamura Tome Super NTMX. Esta es una máquina de torno-fresado con una configuración particular del eje B y algunas características inusuales, como dos ATC. Parenteau es el director de desarrollo de aplicaciones en Methods Machine Tools, Inc. (Sudbury, Massachusetts), el importador exclusivo para Norteamérica de las fresas-torno y tornos multihusillo Nakamura Tome. En un punto de su carrera, Parenteau administró su propio taller, de modo que entiende los pro y contra de diferentes diseños de máquinas-herramienta. Su especialidad es garantizar que cierto tipo de máquina se ajuste a las necesidades del cliente. Ser consciente de lo desastroso que puede ser un mal ajuste lo hace muy cauteloso para que el comprador obtenga la máquina correcta.



Inmediatamente, Parenteau explica que el Super NTMX es mejor para talleres que no sólo producen partes complejas en bajos volúmenes sino que necesitan tanto la eficiencia como la precisión para completar piezas en un solo alistamiento. Por qué este modelo particular, a su parecer, es ideal para aplicaciones como estas, esclarece consideraciones de diseño de la competencia incorporadas en diferentes ofertas de torno-fresado. Por ejemplo, el cabezal de fresado del eje B está diseñado para un mecanizado rígido y preciso de contornos en cinco ejes. De la misma forma, la presencia de dos ATC hace posible mantener un gran número de herramientas de fresado estándar disponibles para cambios rápidos de pieza. Los husillos enfrentados, idénticos, y una torreta inferior de herramientas en las propias guías del eje X suministran la capacidad de torneado de la máquina.
Simplemente, ¿qué es el eje B en una máquina de torno-fresado?
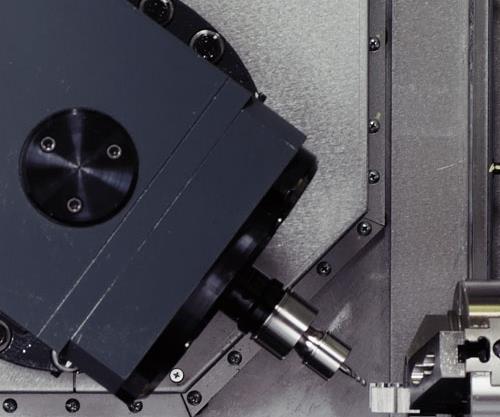
Para entender dónde cae esta máquina en el espectro de la variedad de torno-fresado, el punto natural de inicio es con el eje B, explica Parenteau. “Una buena definición de qué es el eje B aclara parte de la confusión inicial de por qué este nombre no siempre se da al mismo movimiento de máquina en todas las máquinas de torno-fresado”. En este caso, el eje B es la rotación del cabezal de fresado. Esto le permite a este cabezal trabajar en el lado o el extremo de una pieza de trabajo agarrada en cualquier husillo desde cualquier ángulo.
En algunas máquinas de torno-fresado, el movimiento lineal que le permite a un husillo secundario o subhusillo aproximarse al husillo principal para continuar con la pieza de trabajo se refiere como eje B. Parenteau cree que esta convención de nombre precede al desarrollo de cabezales de fresado del eje B. La falta de una estandarización estricta en esta terminología causa confusión sobre la capacidad de mecanizado en torno-fresadoras, dice él.
También es importante notar que el cabezal de fresado del eje B del NTMX está construido en una columna que provee un movimiento arriba-abajo y adentro-afuera, o así parece desde la perspectiva de un operador que se para frente a la máquina. El movimiento arriba-abajo es el eje X, por supuesto, y el movimiento adentro-afuera es el Y. La carrera de fresado del eje Y en esta máquina es de 8 pulgadas (200 mm). La carrera del eje Z del husillo de herramientas es 51 pulgadas (1300 mm). Estos ejes pueden moverse simultáneamente con los rotacionales B y C (siendo el C una rotación programable de los husillos de torneado) para el mecanizado de contornos en cinco ejes.
“Para partes complejas con contornos críticos, esta capacidad de cinco ejes es esencial”, declara Parenteau.
Las piezas médicas diseñadas para ajustarse a características anatómicas únicas son buenos ejemplos de las partes complejas que esta clase de máquina hace muy bien. La capacidad de cinco ejes también permite que la máquina produzca formas complejas de álabe que se encuentran a menudo en trabajos aeroespaciales. Además, el posicionamiento 3+2 es una opción cuando es ventajoso trabajar con una herramienta rígida y corta, o cuando inclinar una herramienta bloqueada le permite lograr una remoción óptima de metal.
Otro beneficio de esta configuración, señala Parenteau, es la visualización más sencilla y familiar de las operaciones de mecanizado por parte del operador. “Para el trabajo de fresado, el NTMX se ve y trabaja mucho más como un VMC (centro de mecanizado vertical). Esto lo hace menos intimidante para el usuario que se introduce en la capacidad de torno-fresado”, dice él. Indica que las operaciones de torneado también son sencillas porque la torreta inferior y los husillos de torneado operan como un torno básico de un solo husillo. Incluso aquí, el eje Y de la torreta crea la flexibilidad para operaciones de fresado adicionales con herramental vivo, si se requiere.
Aún más importante, la capacidad de fresado en cinco ejes garantiza que las partes complejas puedan completarse en la máquina en un solo alistamiento. “Este es el punto principal del concepto de torno-fresado”, explica Parenteau. El procesamiento todo-en-uno evita el riesgo inherente de imprecisiones por volver a fijar una parte en otra máquina. El todo-en-uno también agiliza el flujo de trabajo y la programación.
Hacer el grado como un estudiante B
En el estudio de la máquina de torno-fresado tipo eje B, Parenteau enfatiza que cualquiera que evalúe una máquina como tal debería poner especial atención a la distancia entre la cara del husillo de fresado y su punto de rotación. Un diseño compacto minimiza esta distancia.
Parenteau da varias razones por las cuales este es un parámetro crítico. Por ejemplo, mantener corta esta distancia significa que la punta de la herramienta de corte recorre un arco más corto para alcanzar el ángulo deseado. Esto reduce el efecto de desalineación en el ensamble herramienta/portaherramientas. De la misma forma, preserva la rigidez de la herramienta de corte al minimizar la longitud total de la herramienta desde su punto de pivote. Sin embargo, mantener la punta de la herramienta cerca del centro de rotación incrementa principalmente la precisión en el fresado de perfiles.
De igual forma, la longitud del cabezal de fresado determina la capacidad de mecanizado durante las operaciones finales en la cara de una pieza en el husillo de torneado. “Cuando el cabezal de fresado toma una posición entre los husillos opuestos de la pieza de trabajo, tiene que sustraer su longitud de la distancia completa entre los husillos. Eso da la longitud máxima de la parte que la máquina puede manejar”, considera Parenteau. Como él indica, la única forma de incrementar la capacidad es alargando la cama de la máquina.
Finalmente, la longitud del cabezal de fresado puede crear problemas de espacio con una herramienta larga o sobredimensionada en la torreta inferior. Un cabezal compacto de fresado mantiene estos problemas al mínimo.
Aunque no directamente relacionado con su dimensión, la presencia de un cabezal de fresado en el eje B significa que, por lo menos en el caso del NTMX, sólo una torreta sencilla está disponible para cualquier herramienta especial que no puede acomodarse en los ATC. Los ejemplos pueden incluir cabezales en ángulo, herramientas ID con formas peculiares u otros ítems que se proyectan desde la torreta. Para evitar limitar el uso de estas herramientas, este modelo está diseñado con bolsillos de espacio que se extienden detrás de los husillos de torneado para crear un espacio extra para ellas.
Lógica sobre los ATC en una máquina de torno-fresado con eje B
Esta discusión sobre el herramental genera el siguiente tema importante: el ATC en una máquina de torno-fresado con eje B. Parenteau dice que él no conoce otra máquina en esta clase que tenga dos ATC. Cada cambiador tiene 24 estaciones de herramientas. Estos ATC están ubicados en cada lado de la máquina; ambos son accesibles a través de puertas en la parte frontal de la máquina. Según el señor Parenteau, incorporar dos ATC es una respuesta racional a las limitantes de usar torretas múltiples para procesar partes complejas en bajos volúmenes. El valor de múltiples torretas es para otras aplicaciones.
Por ejemplo, las torretas múltiples abren numerosas posibilidades para tener varias herramientas en corte al mismo tiempo. Esta estrategia es excelente para piezas de corridas largas que deben producirse tan rápido como sea posible. Aquí está claramente justificado el esfuerzo para optimizar y sincronizar los movimientos del programa. En esta estrategia también toma sentido la adquisición de herramental vivo, especial para las torretas.
Sin embargo, para partes complejas con bajos volúmenes, el fresado en el eje B y los ATC tienen una ventaja en eficiencia y economía, según Parenteau. Las consideraciones principales que él identifica para esta aplicación son el cambio rápido de parte a parte, y el uso de herramientas y portaherramientas de fresado convencional. La estrategia para el cambio rápido involucra el uso de amplias posiciones de herramental provistas por los ATC. Debido a que una gran variedad de tipos de herramientas de corte pueden dejarse en los ATC, es posible cambiar de una pieza de trabajo a otra con pocos o ningún reemplazo de la herramienta de corte. Si se requiere cambiar alguna herramienta, es fácil acceder al ATC.
Los ATC aceptan portaherramientas HSK o cono Cat-40 estándar, así como interfaz de cambio rápido, como el K-M de Kennametal y el Capto de Sandvik. La última es una opción popular, dice Parenteau, porque la interfaz cónica con lóbulos en polígono ofrece una posición radial muy precisa y segura de la herramienta para posibles operaciones de torneado. Debido a que estos ítems de herramental son componentes estándar de inventario, son considerablemente menos costosos que los bloques de herramental vivo para torretas.
La diferencia se vuelve especialmente pronunciada cuando las torretas requieren cabezales para taladrado transversal, taladrado frontal, fresado en ángulos y otras necesidades especiales. Las herramientas de forma u otro herramental personalizado para torretas también son costosas, dice Parenteau. Finalmente, manifiesta que el husillo de fresado en el eje B, generalmente, brinda más velocidad y torque que lo que el herramental vivo puede ofrecer desde una torreta. Esta es una ventaja mayor cuando se trabaja con aleaciones tenaces en partes aeroespaciales o médicas.
Sin embargo, Parenteau enfatiza que la productividad, no los segundos del tiempo de ciclo, es la mayor prioridad para obtener lo máximo de una máquina de torno-fresado con eje B. Esta mentalidad lleva a otras consideraciones para adquirir una máquina con eje B y doble ATC.
Considerar la inversión en el eje B
La mayor productividad que una máquina con eje B y dos ATC trae para piezas complejas de bajos volúmenes tiene que considerarse cuando se evalúen estas máquinas, dice Parenteau. “La máquina con eje B es como tener un costo inicial más alto que otros tipos de máquinas de torno-fresado de tamaño comparable, pero su flexibilidad y ahorros en costos de herramental puede tener un mayor valor”. El costo por parte tiene que sopesarse cuidadosamente contra el precio de la máquina.
La curva de aprendizaje para la NTMX también puede ser más baja porque los operadores pueden encontrarla más fácil de aceptar y entender. “Entre más operadores tenga un taller que estén cómodos con una máquina con eje B, menos va a estar ociosa por falta de personal calificado para operarla”, indica Parenteau. Y la programación es más manejable.
La programación CAM para la máquina de torno-fresado con eje B también es algo en lo que Parenteau tiene posiciones fuertes. El indica que procesar con éxito partes complejas en bajos volúmenes requiere programas de parte que sean tanto eficientes como seguros. Esto significa que los programadores deben ser capaces de optimizar los pasos de mecanizado y desarrollar una detección y evasión confiable de las colisiones. Según el Parenteau, la forma más segura de chequear errores de un programa de parte es correr una simulación usando un modelo 3D exacto de la máquina-herramienta y del código G posprocesado que será enviado al CNC. “Para estar seguros de que el usuario siempre tiene una opción de software de programación con esta capacidad, Methods Machine ofrece el CAMplete Turn/Mill, un sistema específicamente diseñado por máquinas de torno-fresado Nakamura Tome”, dice Parenteau. Este software evita cualquier discrepancia en el modelo de máquina o en los datos del patrón de herramientas generado por el CAM, que podría generar problemas en el taller. Él también recomienda este software porque tiene facilidades para ayudar al programador a manipular los pasos de programación para optimizar el desempeño de la máquina.
Ser creativo
El consejo final de Parenteau sobre la máquina de torno-fresado con eje B es ser creativo. Las partes con características angulares, superficies contorneadas, características fuera de la línea de centros y tolerancias estrechas de posicionamiento geométrico son buenas candidatas para un torno-fresado en el eje B. Las familias de partes o los requerimientos justo-a-tiempo o bajo-pedido también favorecen este tipo de máquina. “Es importante recordar que procesar partes en este tipo de máquina no requiere fijaciones especiales. Eso es algo que el planeador no tiene que tener en mente con el concepto todo-en-uno”, dice él.
Sin embargo, identificar una característica de una pieza que sirva como la superficie de paso para transferir al segundo husillo también requiere imaginación e intuición. Ver sobre lo obvio es una habilidad muy útil en este caso. Debería considerarse crear una superficie para este propósito. Un servicio valioso para los clientes también puede ser sugerir tales cambios de diseño para hacer posible la manufactura de una parte en un torno-fresadora con eje B.
Los talleres nunca han tenido una variedad tan amplia de máquinas de torno-fresado y multipropósito para escoger como la que existe actualmente. No debería sorprender que una torno-fresadora, apta para piezas complejas en bajos volúmenes, esté entre ellas. Esa máquina es como tener una capacidad de eje B como característica principal.






Contenido relacionado

5 errores críticos en el uso de máquinas CNC que debe evitar
Descubra los cinco errores más comunes en la operación de máquinas CNC, desde la elección de herramientas incorrectas hasta la manipulación inadecuada de funciones críticas.
Leer Más
Los beneficios de las máquinas-herramienta multitarea
La tecnología de máquinas-herramienta multitarea ha revolucionado la manufactura y sigue desempeñando un papel fundamental en talleres de mecanizado que han adoptado esta tecnología.
Leer Más
Máquinas-herramienta en IMTS 2024: impulsando la innovación en la manufactura
El sector de las máquinas-herramienta en IMTS 2024 presentó innovaciones de vanguardia diseñadas para mejorar la productividad, la precisión y la flexibilidad en los procesos de manufactura.
Leer Más
Prolongue la vida útil de la herramienta durante el fresado en duro
Jay Ball, de Seco Tools, recomienda cinco reglas para mejorar el rendimiento y la vida útil del cortador, manteniendo al mismo tiempo tolerancias estrictas durante el fresado en duro.
Leer MásLea a continuación

¿Por qué usar torno-fresado?
Los fabricantes de máquinas-herramienta se dieron cuenta de que las piezas torneadas a menudo requerían también, al menos, algún trabajo de fresado o taladrado. Por ello aumentaron las capacidades de los tornos mediante husillos adicionales para el trabajo con herramientas giratorias. De esa manera surgieron las máquinas de torno-fresado.
Leer Más
Qué es el torno fresado y cómo lo puede aplicar en su taller
Explore cómo el torno-fresado puede mejorar la eficiencia en la eliminación de metal y el manejo de cortes interrumpidos.
Leer Más
Hecho en México: el nuevo hall de la fama para los talleres metalmecánicos mexicanos
Reunimos, en un solo lugar, las historias de talleres metalmecánicos en México que con tecnologías avanzadas en maquinado, herramientas y software han elevado su productividad.
Leer Más