Cómo leer un indicador de dial: guía práctica
Los indicadores de dial proporcionan lecturas útiles de un vistazo sobre los rangos de tolerancia, pero los nuevos usuarios necesitan saber cómo configurar estos indicadores antes de usarlos.




Ventajas del uso de indicadores de dial
Los indicadores de dial existen desde principios de 1900 y, si bien los indicadores digitales pueden estar captando más atención recientemente, es poco probable que el uso de los indicadores de dial se marchite en el corto plazo. La popularidad a largo plazo de esta herramienta más antigua está bien ganada.
Los indicadores de dial ofrecen una buena resolución a un bajo costo, pero esa no es la razón principal por la que las personas todavía los usan, en especial algunos de los usuarios más experimentados. Soy uno de esos usuarios experimentados que todavía usan un reloj con un dial analógico porque ese tipo de dial me da una idea de dónde estoy. En el mundo analógico, sé de un vistazo si me estoy acercando a la hora requerida y si tengo mucho tiempo o solo un poco. Los mismos beneficios analógicos se aplican a los indicadores de dial.



Más allá de proporcionar mediciones cuantitativas fáciles de leer, los indicadores de dial dan a los usuarios un sentido de comparación de que sus piezas están en el estadio correcto.
Cómo leer un indicador de dial
El usuario puede, simplemente, ver si la aguja del indicador está dentro de las bandas de tolerancia o, más simple aún, si se encuentra dentro de las secciones rojas resaltadas en el dial. No es necesaria ninguna interpretación. No todos los resultados pueden leerse como un jonrón, pero mientras no esté en el jardín, anota como una parte correcta.
Los indicadores de dial varían ampliamente en tipo, tamaño y rango. Todos traducen las variaciones (a través del movimiento interno de un émbolo) en lecturas de dial. Algunos indicarán variaciones dimensionales tan pequeñas como 0.00005". Por lo tanto, estos mecanismos sensibles deben manejarse con el mismo cuidado dedicado que otros equipos de precisión.
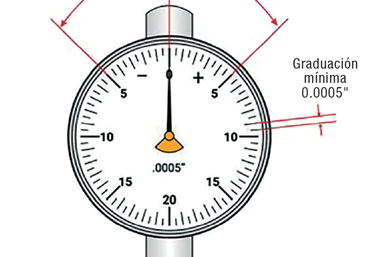
Un dial de balance con el 0 en la posición de las 12. El signo “−” a la izquierda del “0” significa una dimensión menor, mientras que el signo “+” a la derecha significa una dimensión mayor.
Uso de indicadores de dial para nuevos usuarios
Siempre hay un nuevo conjunto de usuarios que pueden estar viendo un indicador de dial por primera vez. A pesar de que estos indicadores son herramientas relativamente básicas, los nuevos usuarios requieren algunos conocimientos para leerlos correctamente.
Los indicadores de dial, también conocidos como medidores de dial, relojes, comparadores o simplemente indicadores, se utilizan como medidores básicos para dimensiones lineales. Un indicador de dial es inútil por sí mismo, y necesita ser conectado a una base fija o un soporte para que la punta del husillo esté a una altura específica contra un maestro o parte de referencia.
Proceso de medición con indicadores de dial
A continuación, un operador levanta el husillo con una palanca, desliza la pieza a medir debajo del husillo y regresa el husillo hacia abajo. Si la longitud de la pieza es diferente de la referencia, el operador verá la desviación en el dial del indicador. Ver esta desviación de la parte es de lo que trata la lectura del indicador.
Los indicadores de dial vienen en varios tamaños, rangos y resoluciones. Pueden tener diales de balance o continuos, y algunos tipos pueden, incluso, trabajar hacia atrás en función de la aplicación en particular. Todas estas opciones están disponibles porque el objetivo del indicador es permitirle al usuario leerlo lo más fácilmente posible, sin necesidad de demasiada interpretación.
Volviendo a la comparación de reloj analógico, con esta configuración de dial los usuarios tendrán que ajustar la aplicación de medición y el indicador para tener el punto de ajuste de cero maestro en la posición de las 12 en punto o “0” en el dial.
Modos de uso de los indicadores de dial: dial de balance
La mayoría de los indicadores de dial se utilizan en un modo comparativo mediante un dial de balance, con lecturas menos (‒) a la izquierda de 0 y lecturas más (+) a la derecha de 0. El objetivo es que las tolerancias más y menos estén en el rango de las posiciones de las 10 y las 2 en punto en el dial.
También hay rangos de gran alcance y sobretolerancia para ver el trabajo que entra en la tolerancia, similar a la función analógica en mi reloj de dial mencionado. En la posición 10-2, alrededor del 20 % del dial es lo suficientemente grande como para ver con facilidad la posición de estar en tolerancia.
Ahora, la mayoría de los indicadores de dial tendrán más de una revolución de la aguja, por lo general al menos 2.5 revoluciones, y puede haber una pequeña aguja en el dial que cuenta las revoluciones para evitar errores del usuario. Pero al final, la lectura comparativa que equilibra la tolerancia de la parte alrededor del cero en el indicador es lo que el usuario busca.
La imagen de arriba muestra un ejemplo de un dial de balance con 0 en la posición de las 12 en punto. El signo “‒” a la izquierda de 0 significa una dimensión más pequeña, mientras que el signo “+” a la derecha indica una dimensión más grande. Para obtener la desviación real de la pieza en comparación con el maestro, simplemente cuente el número de graduaciones (valores mínimos de graduación) para obtener la desviación más o menos.
Como se ilustra, hay marcas de graduación pequeñas y grandes (similares a las graduaciones de minutos en un reloj) que ayudan a contar las graduaciones. Sin embargo, en el uso analógico del indicador, siempre y cuando la aguja esté dentro del límite de tolerancia, eso es realmente todo lo que cuenta.






Contenido relacionado

Medición precisa de la cuadratura con calibradores neumáticos
La inspección de la cuadratura afecta directamente el rendimiento en el ensamblaje de componentes, especialmente en rodamientos. Este artículo explora cómo se controlan estas medidas en entornos de manufactura.
Leer Más
Innovaciones en equipos de escaneo 3D para metrología
Conozca los desarrollos recientes en equipos de escaneo 3D y cómo están transformando el control de calidad y la metrología en los talleres. Con un enfoque en la integración de la inteligencia artificial, la ingeniería inversa, las soluciones portátiles y la optimización de ciclos de producción, este artículo detalla los avances disponibles, su integración en el flujo de trabajo y su impacto en la medición y el análisis de componentes.
Leer Más
Metrología: el rol crucial de los palpadores en la medición
La variedad de aplicaciones con sondas en máquinas-herramienta, CMM, medidores de comparación y brazos portátiles hace que la selección correcta del uso de palpadores sea esencial para una medición eficiente, confiable y precisa. Aquí hay algunos puntos clave que pueden ser útiles en la selección de la mejor solución de medición.
Leer Más
Metrología: aprenda a leer lo que dice el indicador de dial
Descubra cómo leer correctamente un indicador de dial y aproveche al máximo sus características para mediciones precisas.
Leer MásLea a continuación

Medidores de espesor: micrómetros y herramientas manuales
Descubra los pros y contras de los tipos de medidores para reconocer espesores, incluyendo micrómetros y herramientas manuales.
Leer Más
Medición de diámetros ID/OD: herramientas y precisión en el taller
¿Banco o portátil? Examine las diferencias críticas entre los medidores comparadores de banco y portátiles. Entienda la precisión, resolución y aplicaciones ideales.
Leer Más
Metrología: decodificación de medidores y parámetros de acabado superficial
La ondulación de longitud de onda larga y la rugosidad de longitud de onda corta requieren una amplia variedad de instrumentos y parámetros para una medición adecuada del acabado superficial.
Leer Más