El desafío de mecanizar titanio: factores claves
Explore las complejidades del mecanizado de titanio, desde la conductividad térmica hasta la relevancia del torque y velocidad del husillo.




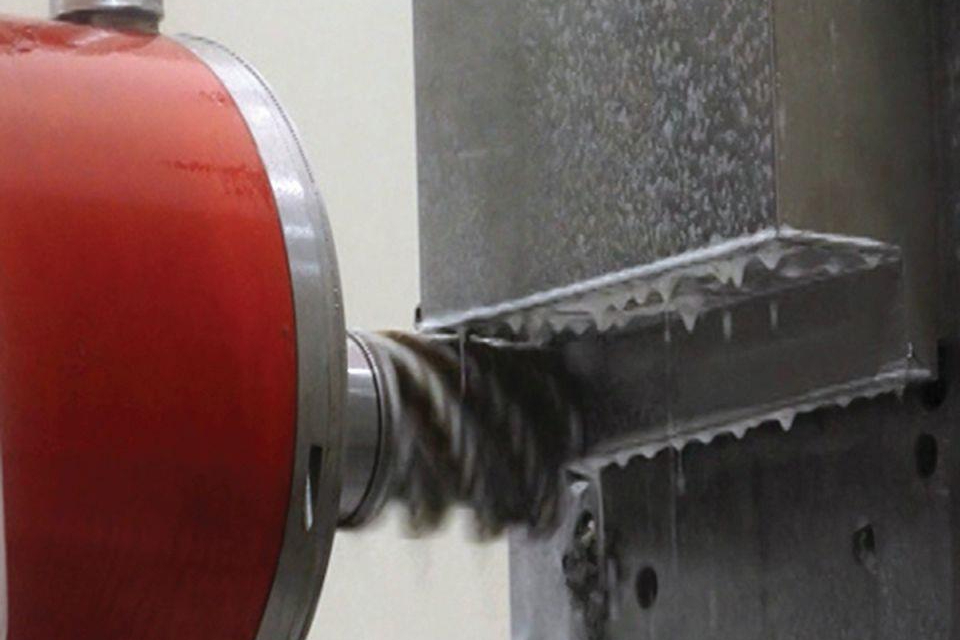
El alto par a baja velocidad del husillo es crítico para corte profundo en materiales como el titanio. En este corte de prueba para un cliente aeroespacial, el husillo T-Rex en conjunto con un HMC robusto removió 33,1 pulgadas en 3 minutos.
Aunque los caballos de fuerza pueden proporcionar una buena indicación del potencial de una máquina-herramienta para la remoción de metales complejos, no siempre es suficiente por sí mismo.
Particularmente, cuando las aplicaciones implican materiales resistentes al calor como el titanio, Inconel y las aleaciones inoxidables endurecidas por la edad como el Carpenter 465, el torque de gama baja y la rigidez general del sistema también se vuelven críticos.



Considere un husillo diseñado específicamente para tales materiales, el T-Rex de Fives Giddings & Lewis (G & L). Junto con una de las máquinas HMC 1600 del fabricante, este husillo mecanizó metal 6AL-4V a una velocidad de 33,1 pulgadas3 / min en un corte de prueba reciente.
Este éxito se debió en gran medida a la potencia bruta, 80.5 caballos de fuerza (60 kW), para ser exactos. Sin embargo, otro husillo con la misma potencia o una potencia aún mayor no necesariamente funcionará de la misma manera. Esto se debe a que los caballos de fuerza importan solamente en la medida en que realmente se puede aplicar al corte, dice Pete Beyer, director de estrategia de producto y desarrollo en G & L.
La principal dificultad para aplicar toda la potencia disponible en materiales como el titanio es un límite estricto de velocidad, explica. Debido a la mala conductividad térmica, el calor generado por el proceso de corte de metal tiende a disiparse hacia la herramienta en lugar de evacuarse con las virutas.
Cuanto más rápido gira la herramienta, más caliente se pondrá y más rápido se desgastará, por lo que las velocidades de husillo recomendadas tienden a ser lentas en comparación con otros metales comúnmente mecanizados (por su parte, el corte de prueba de titanio empleó una fresa escariadora indexable de 3 pulgadas de diámetro a 245 rpm). Dada esta limitación en la velocidad, el torque se convierte en el único medio para lograr la potencia necesaria para una remoción eficiente del material. Después de todo, la potencia es proporcional al par multiplicado por la velocidad.
La importancia del torque y los desafíos del mecanizado
Por supuesto, lograr cualquier cosa cerca de 33,1 pulgadas 3/min en estos materiales requiere una gran cantidad de caballos de fuerza a bajas velocidades y, por lo tanto, una gran cantidad de par. El límite de velocidad no es la única razón. Materiales como el titanio tienden a endurecerse más rápidamente que la mayoría de los metales bajo la fricción y el calor del mecanizado, dice Jim Vadnais, gerente de producto para la línea de fresas mandrinadoras horizontales de G & L.
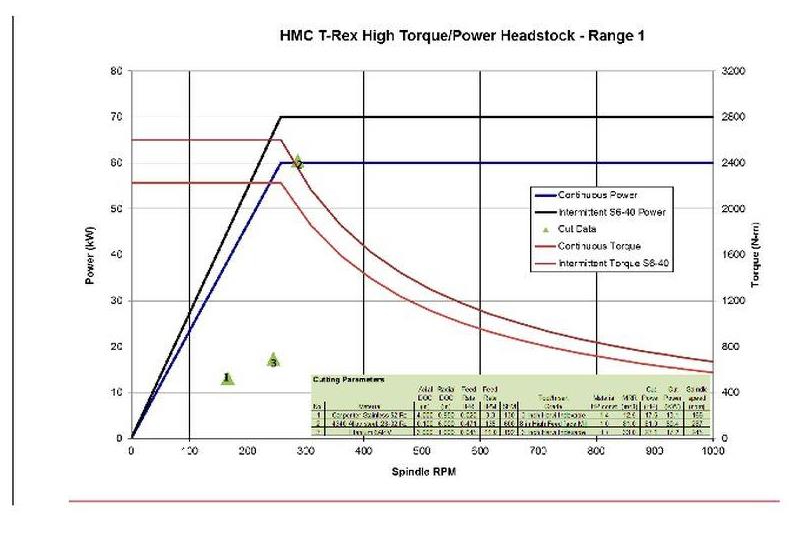
Esta representación incompleta del diagrama de la curva de potencia del T-Rex muestra sólo el rango de revoluciones inferior del husillo (menos de 1,000 rpm), en el que se pueden encontrar la mayoría de los “puntos dulces” para materiales difíciles de mecanizar, como el titanio. Cada uno de los triángulos verdes corresponde a la potencia y el torque disponibles a velocidades recomendadas para tres materiales diferentes.
Una estrategia común es tomar un corte más profundo para “adelantarse” a este proceso de endurecimiento (de ahí la profundidad de corte axial de 3 pulgadas/76.2 mm y una profundidad de corte radial de 1 pulgada/25.4 mm especificada para el corte de prueba del T-Rex). Por supuesto, cuanto más profundo sea el corte, mayor será el torque requerido para lograr la potencia necesaria para una remoción eficiente del material.
Teniendo en cuenta estos requisitos, es comprensible que el par de torsión, no la potencia, sea el foco principal del material de marketing del T-Rex de G & L, específicamente, un par continuo de 1.623 libras-pie (2.200 Nm). De forma aislada, sin embargo, incluso un alto par de torsión no necesariamente pinta una imagen completa de la capacidad de un husillo, indican el Beyer y Vadnais.
Esto se debe a que los motores asíncronos que alimentan el T-Rex y la mayoría de los otros husillos de máquinas-herramienta no pueden ofrecer el par máximo en toda la gama de velocidades del husillo. Por el contrario, el par total está disponible sólo a la velocidad base (para el T-rex, 260 rpm). Después de eso, los caballos de fuerza permanecen constantes con velocidades más rápidas, pero el par disminuye constantemente hasta que el husillo alcanza la velocidad máxima (5,000 rpm para el T-rex).
Entonces, ¿qué deben considerar los fabricantes para determinar la verdadera idoneidad de un husillo para corte profundo en estos materiales difíciles? Beyer y Vadnais dicen que el diagrama de curva de potencia es un buen punto de partida. En la documentación de los husillos G & L, este diagrama es un gráfico lineal que muestra el torque y la potencia (eje Y) en función de la velocidad del husillo (eje X), revelando así cuánto torque y caballos de fuerza pueden ser aprovechados a cualquier velocidad dada.
Interpretación de la curva de potencia
En su propia documentación, la empresa incluso superpone la potencia requerida para condiciones de corte específicas (velocidades, alimentación, profundidades, etc.) para facilitar la referencia, como se muestra en los triángulos del gráfico (por ejemplo, a las 245 rpm del ensayo de titanio, el T-Rex puede producir 75 CV / 56 kW, para un corte que requiere 23 CV/17 kW).
Aplicar la curva es cuestión de encontrar la velocidad de husillo recomendada para la aplicación (típicamente suministrada por el fabricante de la herramienta de corte), luego ajustar las velocidades de alimentación y/o las profundidades de corte para maximizar el uso de energía disponible.
Beyer y Vadnais también hacen hincapié en la importancia de distinguir entre las calificaciones de servicio continuo y las calificaciones de servicio intermitentes, tanto para caballos de fuerza como para especificaciones de torque (la potencia total de 80.5/60 kW del T-Rex total y los 1,623 pies-libras / 2.000 Nm de torque son ambos continuos).
En cualquier caso, los fabricantes interesados en mecanizado pesado de materiales difíciles como el titanio, generalmente, pueden excluir los motores integrales y accionados por correa de consideración. Generalmente, se requiere un reductor para convertir la potencia del motor en par de torsión, dicen Beyer y Vadnais, y añaden que el T-Rex cuenta con un motor y una caja reductora particularmente grandes para ese propósito.
También dicen que la robusta construcción del husillo es fundamental para el rendimiento, especialmente sus cojinetes de husillo de 5.1 pulgadas de diámetro (130 mm). Esta característica de diseño ayuda al husillo a manejar el significativo empuje de eje requerido para lograr una remoción de material eficiente en metales endurecidos, sin crear deflexión durante movimientos de los ejes X y Y.
Diseño y características del husillo para un mecanizado eficiente
De ello se deduce que también es necesario disponer de una máquina capaz de generar dicho empuje. El centro de mecanizado horizontal HMC 1600 de G & L, que se usó en el corte de prueba, entrega un empuje de 9,500 libras (42.3 kN). La rigidez de la máquina también es crítica, dicen Beyer y Vadnais.
Entre otras características para tal propósito, este gran HMC de husillo con conicidad 50 o HSK 100A está disponible con interfaz para conicidad 50 o HSK 100A; una base resistente de hierro fundido; una mesa hidrostática; y guías de rodadura reforzadas, endurecidas y rectificadas, que proporcionan una mayor capacidad de carga y vida útil.
En general, el mecanizado de grandes cantidades de titanio y otros materiales resistentes al calor a altas velocidades requiere de un sistema, que también incluye sujeción adecuada, herramientas de corte y estrategias de programación, entre otras características. Sin embargo, el éxito comienza con un sistema de mecanizado rígido, de alta potencia y alto empuje, así como una comprensión profunda de los factores que influyen en la cantidad de potencia que el husillo puede utilizar en una aplicación determinada.






Contenido relacionado

EMO: Karl Bruckner presenta contrapuntos giratorios de alto rendimiento
La Serie T de contrapuntos de Karl Bruckner cuenta con anillos indicadores de fuerza que permiten una ayuda visual determinante para procesos de torneado.
Leer Más
Prensa de tornillo autocentrante de Jergens reduce elevación de mordaza
Jergens refiere que la prensa ofrece fuerzas de sujeción de hasta 3,600 lb.
Leer Más
La gama de sistemas de sujeción de Jergens permite el mecanizado automatizado y continuo
Los productos destacados de Jergens incluyen la gama de la empresa de prensas de cinco ejes y herramental superior, columnas de herramental de fundición, entre otros.
Leer Más
Retos y transformaciones en la producción aeroespacial CNC
Descubra las razones detrás de la transición de CNC Industries hacia un mecanizado en cuatro y cinco ejes y cómo ha mejorado su eficiencia en la producción aeroespacial.
Leer MásLea a continuación

La anatomía de una fresa escariadora para titanio
Con frecuencia, el titanio es caracterizado como un “material de piezas de trabajo exigente”. Ciertamente, el mecanizado de este material es desafiante para las máquinas fresadoras, herramientas de corte y accesorios de sujeción de piezas de trabajo, apropiados para el mecanizado de materiales más comunes, como acero blando, fundición de hierro o aluminio.
Leer Más
La consistencia, clave con el mecanizado de titanio
Una parte importante del exitoso enfoque de este taller para el mecanizado de titanio es una estrategia de patrón de herramienta que mantiene la carga constante en el cortador. Otro elemento importante es la forma como este taller captura y vuelve a aplicar lo que aprende sobre lo efectivo que puede ser con este metal.
Leer Más
Nuevas tendencias en instrumentos de medición e inspección
La precisión en la manufactura no es opcional, es una necesidad. Desde la integración de sistemas de medición en tiempo real hasta innovaciones en tecnologías sin contacto, la medición precisa resulta esencial para cumplir con las exigencias de tolerancias estrictas y optimizar los procesos de control de calidad. Exploramos los recientes avances en metrología y su impacto en industrias como la automotriz y la aeroespacial, donde la precisión es clave.
Leer Más