
.jpg;width=70;height=70;mode=crop;format=webp)



¿Qué es Control Numérico Computarizado o CNC?
El sistema CNC, que ha transformado de manera profunda la industria, se caracteriza por su control automático, preciso y constante del movimiento. Esta maquinaria CNC, ya sea en sus formas más simples o complejas, incluye dos o más direcciones de movimiento, conocidas como ejes. Dichos ejes pueden posicionarse de manera precisa y automática a lo largo de su camino.

La función más básica de cualquier máquina CNC es el control de movimiento automático, preciso y consistente.
Los ejes más comunes en la maquinaria CNC son los lineales, que se desplazan a lo largo de una trayectoria recta, y los rotativos, que siguen una trayectoria circular. El uso de una computadora para monitorear y controlar estos movimientos precisos es la esencia de cómo funciona el CNC.



¿Cuáles son las ventajas del control numérico por computador o CNC?
El primer beneficio que ofrecen todas las clases de máquinas-herramienta CNC es la automatización mejorada. La intervención del operador relacionada con la producción de piezas de trabajo puede reducirse o eliminarse. Muchas máquinas CNC pueden funcionar sin supervisión durante todo su ciclo de mecanizado, liberando al operador para realizar otras tareas.
Esto brinda al usuario de CNC varios beneficios secundarios, incluida la reducción de la fatiga del operador, menos errores causados por errores humanos y un tiempo de mecanizado consistente y predecible para cada pieza de trabajo.
Dado que la máquina funcionará bajo el control del programa, el nivel de habilidad requerido del operador CNC (relacionado con la práctica de mecanizado básico) también se reduce en comparación con un operador que produce piezas de trabajo con máquinas-herramienta convencionales.
El segundo gran beneficio de la tecnología CNC es la consistencia y precisión en las piezas de trabajo. Las máquinas CNC de hoy cuentan con especificaciones de precisión y repetibilidad casi increíbles. Esto significa que una vez que se verifica un programa, se pueden producir fácilmente dos, diez o mil piezas de trabajo idénticas con precisión y consistencia.
Una tercera ventaja que ofrecen la mayoría de las máquinas-herramienta CNC es la flexibilidad. Dado que estas máquinas se ejecutan desde programas, ejecutar una pieza de trabajo diferente es casi tan fácil como cargar un programa diferente. Una vez que se ha verificado y ejecutado un programa, se puede recuperar fácilmente la próxima vez que se vaya a ejecutar la pieza de trabajo. Esto conduce a otro beneficio más: cambios rápidos.
Dado que estas máquinas son muy fáciles de configurar y ejecutar, y que los programas se pueden cargar fácilmente, el tiempo de configuración es muy breve. Esto es imprescindible con los requisitos actuales de producción "justo a tiempo".
¿Cómo funciona un CNC?
Las máquinas CNC, a diferencia de las máquinas-herramienta convencionales que requieren el giro manual de manivelas y volantes, funcionan a través de un sistema de control de CNC que permite que los movimientos sean impulsados por servomotores. Este control de CNC recibe instrucciones del programa de piezas, que guía y coordina cada detalle del proceso de fabricación.
Los tipos de movimiento —ya sean rápidos, lineales o circulares— junto con los ejes a mover, la cantidad de movimiento y la velocidad de avance, son todos programables en prácticamente todas las máquinas-herramienta CNC. Con cada comando CNC ejecutado dentro del control, generalmente a través de un programa, se le indica al motor de accionamiento que gire una cantidad precisa de veces. Este proceso de transformación de órdenes digitales en acciones físicas es lo que permite a las máquinas CNC trabajar de manera precisa y eficiente
La rotación del motor de accionamiento, a su vez, hace girar el husillo de bolas. Y el husillo de bolas impulsa el eje lineal. Un dispositivo de retroalimentación en el extremo opuesto del husillo de bolas permite que el control confirme que se ha realizado el número ordenado de rotaciones.
Aunque es una analogía bastante burda, el mismo movimiento lineal básico se puede encontrar en un tornillo de mesa común. A medida que gira la manivela del tornillo de banco, gira un tornillo de avance que, a su vez, impulsa la mordaza móvil del tornillo de banco.
En comparación, un eje lineal en una máquina-herramienta CNC es extremadamente preciso. El número de revoluciones del motor de accionamiento del eje controla con precisión la cantidad de movimiento lineal a lo largo del eje.
Cómo se ordena el movimiento del eje: comprensión de los sistemas de coordenadas
Sería inviable para el usuario de CNC provocar el movimiento de los ejes al tratar de decirle a cada motor de los drives de los ejes cuántas veces debe girar para ordenar una cantidad de movimiento lineal determinada (sería como tener que averiguar cuántas vueltas de la manija en una prensa de mesa harán que la mordaza móvil se mueva exactamente una pulgada).
En cambio, todos los controles CNC permiten controlar el movimiento del eje de una manera mucho más simple y lógica utilizando alguna forma de sistema de coordenadas.
Los dos sistemas más populares utilizados con las máquinas CNC son el sistema de coordenadas rectangulares o “cartesianos” y el sistema de coordenadas polares. El más común es el sistema de coordenadas rectangulares.
Una aplicación muy común para el sistema de coordenadas rectangulares es la representación gráfica.
Tomemos lo que sabemos ahora sobre gráficos y relacionémoslo con el movimiento del eje CNC. En lugar de trazar puntos teóricos para representar ideas conceptuales, el programador de CNC trazará puntos finales físicos para los movimientos de los ejes. Los ejes se dividen en incrementos. Pero en lugar de dividirse en incrementos de ideas conceptuales como el tiempo y la productividad, cada eje lineal del sistema de coordenadas rectangulares de una máquina CNC se divide en incrementos de medición.
En el modo de pulgadas, el incremento más pequeño puede ser de 0,0001 pulgadas. En el modo métrico, el incremento más pequeño puede ser de 0.001 milímetros (por cierto, para el eje giratorio, el incremento es de 0.001 grados).
Cada eje dentro del sistema de coordenadas de la máquina CNC debe comenzar en alguna parte. Para propósitos del CNC, este punto de origen se denomina comúnmente punto cero del programa (también llamado zona cero de trabajo, cero de pieza u origen del programa). Normalmente, el punto cero del programa se elige como el punto donde comienzan todas las coordenadas.
Con esta técnica, si el programador desea que la herramienta sea enviada a una posición una pulgada a la derecha del punto cero del programa, se ordena X1.0. Si el programador desea que la herramienta se mueva a una posición una pulgada por encima del punto cero del programa, se ordena Y1.0.
El control determinará automáticamente cuántas veces rotar cada motor del drive del eje y tornillo de bolas para que el eje alcance el punto de destino ordenado. Esto le permite al programador controlar el movimiento de los ejes de una manera muy lógica.
Con los ejemplos dados hasta ahora, todos los puntos estaban arriba y a la derecha del punto cero del programa. Esta área arriba y a la derecha del punto cero del programa se llama cuadrante (en este caso, el cuadrante número uno). No es raro en las máquinas CNC que los puntos finales necesarios dentro del programa caigan en otros cuadrantes.
Cuando esto sucede, al menos una de las coordenadas debe especificarse como menos. La figura 1 muestra una aplicación común de cuando los puntos finales caen en los cuatro cuadrantes y se deben especificar coordenadas negativas.
Movimiento absoluto versus incremental en la programación CNC
Todas las discusiones hasta este punto asumen que se usa el modo absoluto de programación. En el modo absoluto, los puntos finales de todos los movimientos se especificarán desde el punto cero del programa.
Para los principiantes, este suele ser el mejor método y más fácil de especificar puntos finales para los comandos de movimiento. Sin embargo, hay otra forma de especificar puntos finales para el movimiento del eje.
En el modo incremental, los puntos finales de los movimientos se especifican desde la posición actual de la herramienta, no desde el cero del programa. Con este método de controlar el movimiento, el programador siempre debe preguntarse: "¿Hasta dónde debo mover la herramienta?" Si bien hay momentos en que el modo incremental puede ser muy útil, en términos generales, este es el método más engorroso y difícil.
Tenga cuidado al realizar comandos de movimiento. Los principiantes tienen la tendencia a pensar de forma incremental. Si se trabaja en el modo absoluto (como deberían hacer los principiantes), el programador siempre debe preguntar "¿A qué posición se debe mover la herramienta?" Esta posición es relativa al programa cero, no desde la posición actual de la herramienta. La figura 2 muestra dos series de movimientos idénticas, una en modo incremental y otra en modo absoluto.
Además de hacer que sea muy fácil determinar la posición actual de cualquier comando, otro beneficio de trabajar en el modo absoluto tiene que ver con los errores cometidos durante los comandos de movimiento.
En el modo absoluto, si se comete un error de movimiento en un comando del programa, solo un movimiento será incorrecto. Por otro lado, si se comete un error durante los movimientos incrementales, todos los movimientos desde el punto del error también serán incorrectos.
Asignación del programa cero
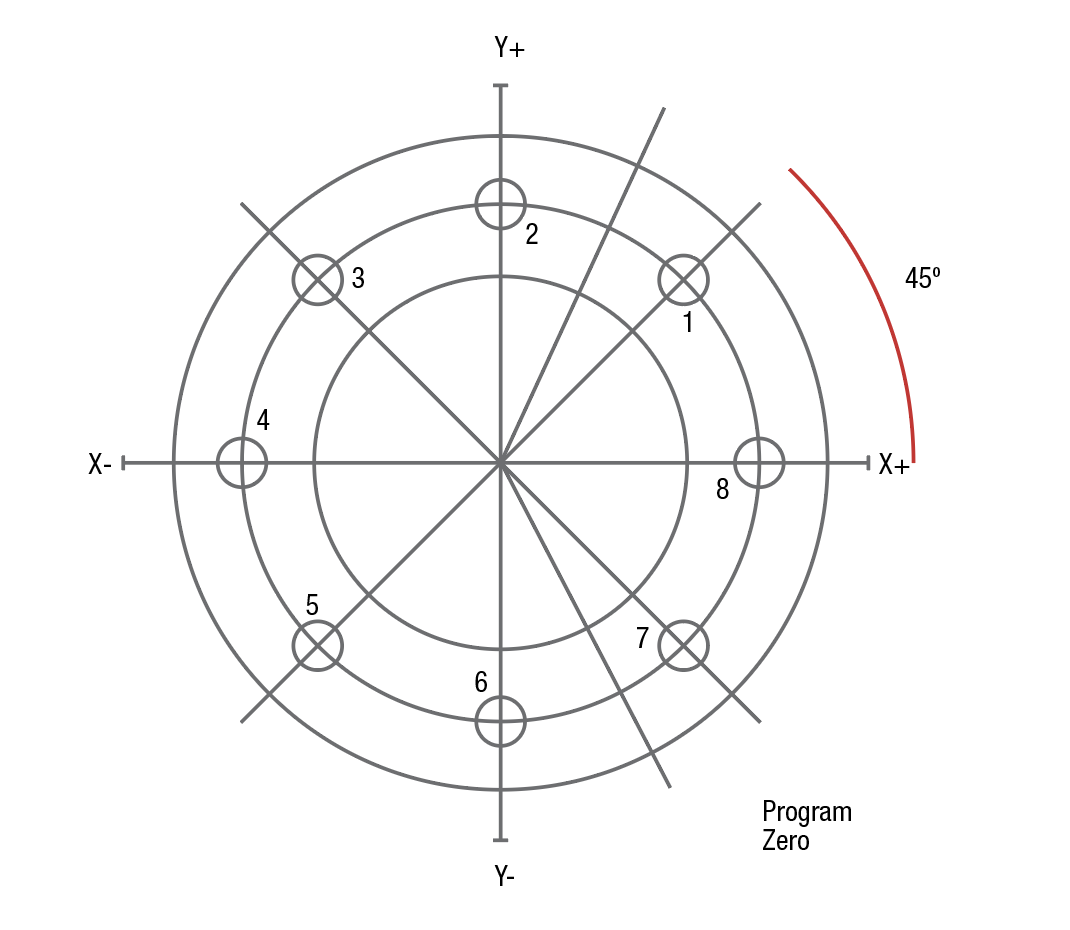
Figura 1: En este ejemplo, el programa cero se sitúa en el centro del anillo. Tenga en cuenta que cualquier coordenada a la izquierda o por debajo del programa cero se especifica como posición negativa.
Tenga en cuenta que al control CNC se le debe indicar la ubicación del punto cero del programa por un medio u otro. Cómo se hace esto varía considerablemente de una máquina CNC y control a otro.
Un método más viejo es asignar el programa cero en el programa. Con este método, el programador le dice al control qué distancia hay desde el punto cero del programa hasta la posición inicial de la máquina. Esto se suele hacer con un comando G92 (o G50) al menos al comienzo del programa y posiblemente al comienzo de cada herramienta.
Una forma generalizada y mejor de asignar el cero del programa es a través de alguna forma de desplazamiento. Los fabricantes de centros de mecanizado comúnmente llaman a los desplazamientos (offsets) utilizados para asignar el cero del programa offsets de fijación. Los fabricantes de centros de torneado suelen llamar a los desplazamientos utilizados para asignar el programa cero de cada herramienta desplazamientos de geometría
Hasta este punto, nuestra principal preocupación ha sido mostrarle cómo determinar el punto final de cada comando de movimiento. Como ha visto, hacer esto requiere una comprensión del sistema de coordenadas rectangulares. Sin embargo, existen otras preocupaciones sobre cómo se llevará a cabo un movimiento. Por ejemplo, el tipo de movimiento (rápido, en línea recta, circular, etc.) y la velocidad de movimiento (velocidad de avance) también serán de interés para el programador.
El programa en los controles CNC
Casi todos los controles CNC actuales utilizan un formato de dirección de palabra para la programación (las únicas excepciones a esto son ciertos controles conversacionales). Por formato de dirección de palabra, queremos decir que el programa CNC se compone de comandos en forma de frase. Cada comando está formado por palabras del CNC, cada una de las cuales tiene una dirección de letra y un valor numérico.
La dirección de la letra (X, Y, Z, etc.) le dice al control el tipo de palabra y el valor numérico le dice al control el valor de la palabra. Usadas como palabras y frases en el idioma inglés, las palabras en un comando CNC le dicen a la máquina CNC qué es lo que queremos hacer en este momento.
Cada palabra tiene una dirección de letra y un valor numérico. La dirección de la letra le dice al control el tipo de palabra. Los fabricantes de controles CNC varían con respecto a cómo determinan los nombres de las palabras (direcciones de letras) y sus significados.
El programador CNC principiante debe consultar el manual de programación del fabricante del control para determinar los nombres de las palabras y sus significados. A continuación se presenta una breve lista de algunos de los tipos de palabras y sus especificaciones comunes de dirección de letras.
O - Número de programa (usado para la identificación del programa)
N - Número de secuencia (usado para identificación de línea)
G - Función preparatoria (ver abajo)
X - Designación del eje X
Y - Designación del eje Y
Z - Designación del eje Z
R - Designación del radio
F - Designación del avance
S - Designación de la velocidad del husillo
H - Designación del desplazamiento de longitud de herramienta
D - Designación del desplazamiento del radio de la herramienta
T - Designación de la herramienta
M - Función miscelánea
Como se puede ver, muchas de las direcciones de las letras se eligen de forma lógica (T para herramienta, S para husillo, F para velocidad de avance, etc., de acuerdo con las iniciales de las palabras de origen en inglés). Algunas requieren ser memorizadas.
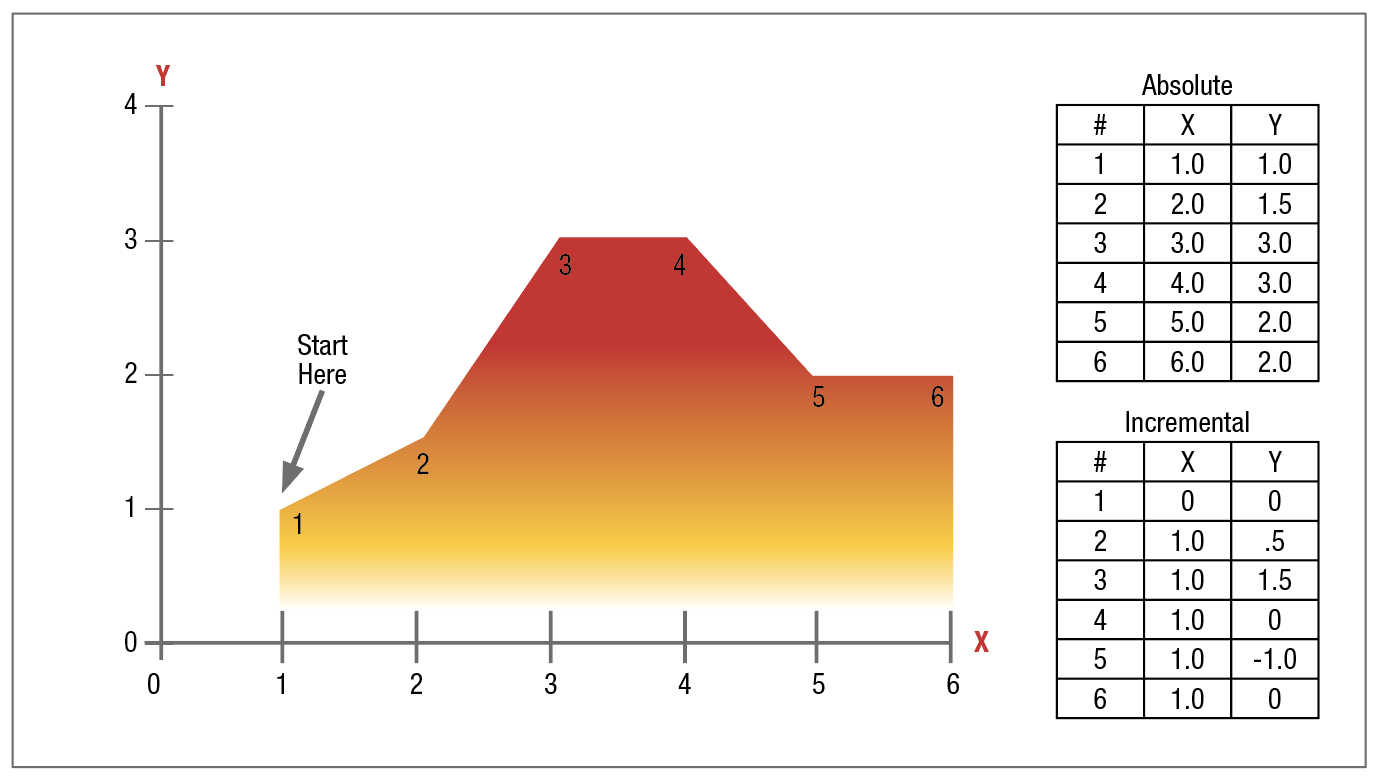
Figura 2: Es muy fácil saber la ubicación precisa de la herramienta en cualquier comando dado en el modo absoluto. En el modo incremental, puede ser muy difícil determinar la posición actual de la herramienta para un determinado comando de movimiento.
Existen dos direcciones de letras (G y M) que permiten designar funciones especiales. La función preparatoria (G) especifica que se usa comúnmente para establecer modos. Ya presentamos el modo absoluto, que se especifica con G90 y el modo incremental, que se especifica con G91. Estas son solo dos de las funciones preparatorias utilizadas. Debe consultar el manual del fabricante de su control para encontrar la lista de funciones para su máquina.
Al igual que las funciones preparatorias, las funciones misceláneas (palabras M) permiten una variedad de funciones especiales. Las funciones misceláneas se utilizan normalmente como interruptores programables (como encendido/apagado del husillo, encendido/apagado del refrigerante, etc.). También se utilizan para permitir la programación de muchas otras funciones de la máquina-herramienta CNC.
Para un principiante, todo esto puede parecer que la programación CNC requiere una gran cantidad de memorización. Pero tenga la seguridad de que solo se usan alrededor de 30-40 palabras diferentes con la programación CNC. Si puede pensar en el aprendizaje de la programación manual del CNC como si fuera un idioma extranjero que solo tiene 40 palabras, no debería resultar demasiado difícil.
Programación de punto decimal en CNC
Ciertas direcciones de letras (palabras del CNC) permiten la especificación de números reales (números que requieren porciones de un número entero). Algunos ejemplos incluyen el designador del eje X (X), el designador del eje Y (Y) y el designador de radio (R). Casi todos los modelos actuales de controles CNC permiten el uso de un punto decimal dentro de la especificación de cada dirección de letra. Por ejemplo, X3.0625 puede utilizarse para especificar una posición a lo largo del eje X.
Por otro lado, algunas direcciones de letras se utilizan para especificar números enteros. Los ejemplos incluyen el designador de velocidad del husillo (S), el designador de estación de herramienta (T), números de secuencia (N), funciones preparatorias (G) y funciones misceláneas (M). Para estos tipos de palabras, la mayoría de los controles no permiten el uso de un punto decimal. El programador principiante debe consultar el manual de programación del fabricante del control CNC para averiguar qué palabras permiten el uso de un punto decimal.
Otras funciones programables en las máquinas de control numérico
Todas las máquinas CNC, excepto las más simples, tienen funciones programables además del movimiento del eje. En los equipos CNC actuales, casi todo en la máquina es programable. Los centros de mecanizado CNC, por ejemplo, permiten programar la velocidad y dirección del husillo, el refrigerante, el cambio de herramientas y muchas otras funciones de la máquina.
De manera similar, los centros de torneado CNC permiten programar la velocidad y la dirección del husillo, el refrigerante, el índice de la torreta y el contrapunto. Y todos los tipos de equipos CNC tendrán su propio conjunto de funciones programables. Además, algunos accesorios como los sistemas de palpado, los sistemas de medición de la longitud de las herramientas, los cambiadores de pallets y los sistemas de control adaptativo también pueden estar disponibles y requerirán consideraciones de programación.






Contenido relacionado

Cuatro funciones del CNC mal aplicadas comúnmente
La aplicación incorrecta de estas importantes funciones del CNC supondrá una pérdida de tiempo, un esfuerzo desperdiciado o duplicado y, o, un desperdicio de material. Conozca cómo las técnicas avanzadas de programación y las configuraciones adecuadas pueden maximizar la eficiencia y minimizar los desperdicios en su taller.
Leer Más
Tecnología MTConnect aplicada en un taller de Torreón
B&S Industrial de México ha implementado la tecnología MTConnect en sus máquinas y ha logrado aumentar su producción en más de 40 % gracias al monitoreo constante y la optimización de procesos en su taller de fabricación de piezas complejas.
Leer Más
Ventajas del sistema de coordenadas local en CNC
En el mecanizado CNC, los sistemas de coordenadas juegan un papel clave para posicionar las herramientas de corte. Este artículo explora cómo utilizar sistemas de coordenadas de la máquina, de la pieza y locales, destacando la importancia de los comandos G54-G59 en FANUC y su impacto en la precisión y la eficiencia.
Leer Más
Qué es la manufactura esbelta o lean manufacturing
La aplicación de la Manufactura Esbelta es uno de los pasos para el mejoramiento de la producción y también facilita el camino de cualquier planta o taller hacia la Industria 4.0.
Leer MásLea a continuación

Tres errores que provocan el fallo de los programas CNC
A pesar de las mejoras en la tecnología de manufactura, persisten problemas que pueden causar dificultades en los programas CNC. Estos fallos pueden ocasionar pérdidas de tiempo, piezas desechadas, máquinas dañadas e, incluso, lesiones a los operadores.
Leer Más
Cinco enseñanzas para los nuevos operadores de máquinas CNC
Estos temas son los componentes básicos para la capacitación de los recién llegados a una máquina-herramienta CNC específica.
Leer Más
Cinco beneficios de las macros personalizadas para mecanizado CNC
¿Quiere ir más allá del código G? Aprenda cómo las macros personalizadas pueden ampliar sus capacidades de programación CNC, desde el manejo de familias de piezas hasta la creación de ciclos fijos personalizados.
Leer Más