




Una opción de torreta está disponible para acomodar hasta cinco herramientas de desbarbado por chorro de agua para piezas complejas. La geometría de la herramienta se puede optimizar mediante la impresión 3D en metal.
Las especificaciones de limpieza pueden ser más estrictas para componentes hidráulicos y neumáticos, componentes de transmisión automotriz, carcasas de bombas y válvulas, boquillas, entre otras. Las rebabas, las virutas o los restos que quedan después del mecanizado o rectificado de piezas como estas pueden provocar la falla del producto durante el uso, por lo que a menudo se requieren procesos de acabado secundarios antes del montaje.
Tradicionalmente, se han requerido múltiples piezas de equipos, a veces de múltiples proveedores, para realizar todo el trabajo de acabado necesario. Sin embargo, como pude observar en la feria EMO de Hannover en septiembre de 2019, el EcoCvelox de Ecoclean combina el desbarbado por chorro de agua a alta presión (en cinco ejes) con la limpieza y secado de piezas a baja presión en una unidad compacta. Esto elimina la necesidad de usar varios proveedores de equipos; además, su diseño modular permite una expansión futura si se hace necesario.



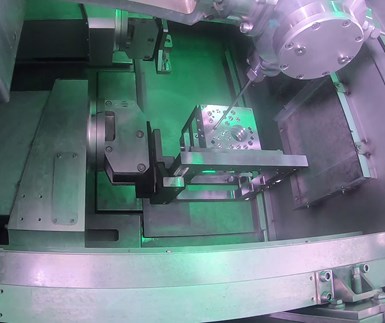
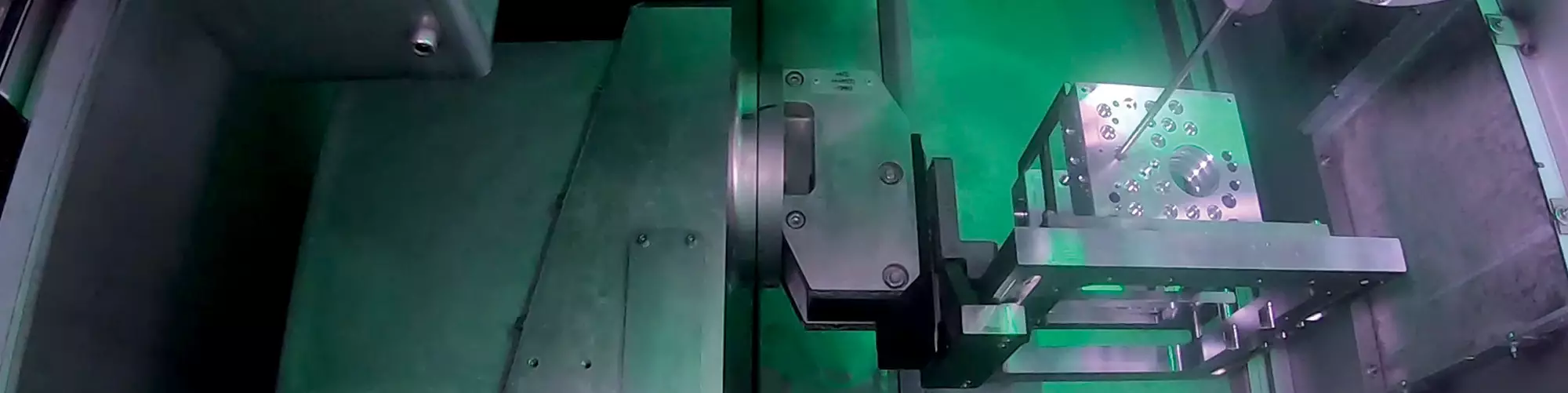
Como se ve desde arriba, un indexador facilita el desbarbado por chorro de agua de cinco ejes. (Foto cortesía de Ecoclean)
Las piezas de hasta 10 kg y de dimensiones hasta de 200 x 200 x 200 mm se fijan en palets que se entregan manualmente o mediante robot o cargador gantry a la estación de desbarbado (es posible diseñar palets para aceptar múltiples piezas más pequeñas). Los palets se instalan en la mesa de indexado con eje B en la estación de desbarbado, orientando las características que se desbarbarán con respecto a una herramienta de chorro de agua. Una sola herramienta de chorro de agua ejerce 1,000 bares de presión, aunque están disponibles 3,000 bares como opción. Para opciones de desbarbado más difíciles, una torreta puede acomodar hasta cinco herramientas, con un tiempo de indexación de herramienta a herramienta de 1.5 segundos.
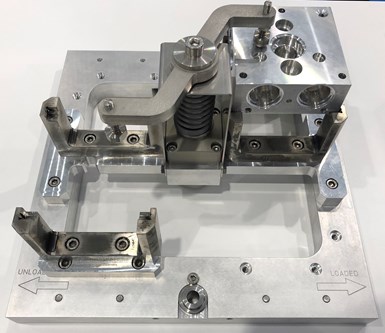
Los palets pueden aceptar piezas que miden 200 x 200 x 200 mm. También pueden fijarse múltiples partes más pequeñas en ese espacio de trabajo.
Es posible una gama de geometrías de herramienta. De hecho, la compañía puede optimizar el diseño de herramientas al fabricarlas con una impresora 3D de metal. La programación de la operación de desbarbado se puede realizar en el control de la máquina o sin conexión utilizando el software CAD/CAM. Este último es particularmente útil para piezas complejas. También se puede integrar un sistema de cámara en la estación de desbarbado para la identificación/verificación de piezas.
El sistema EcoCvelox estándar cuenta con una unidad de manejo de palets en el eje Y para la estación de desbarbado. Para un mayor rendimiento, se puede integrar una segunda unidad de manejo de palets.
Un sistema de movimiento de accionamiento lineal mueve el palet con la(s) parte(s) desbarbada(s) a una velocidad de 5 metros por segundo hacia la estación de limpieza para el lavado por inyección, rociado y enjuague selectivo, o una combinación de procesos de limpieza. Un chorro de aire de alta velocidad y/o vacío seca la(s) pieza(s).

La programación para la operación de desbarbado se puede realizar sin conexión utilizando el software CAD/CAM.
El desgaste de la herramienta (caída de presión) es inherente al desbarbado por chorro de agua, lo que lleva a la sustitución de la herramienta después de un número determinado de horas de funcionamiento. Se dice que EcoCvelox ofrece 50% más de vida útil de la herramienta gracias a su software operativo y una bomba de alta presión controlada por variador de frecuencia que reajusta los niveles de presión del chorro de agua para adaptarse al desgaste de la herramienta.
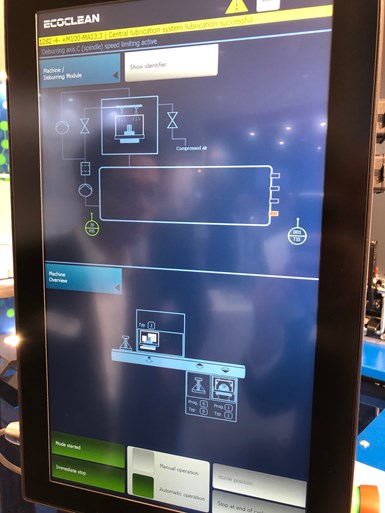
Un control de pantalla táctil presenta componentes del sistema codificados por colores para que los operadores puedan ver su estado de un vistazo.
El control del sistema ofrece un monitor de pantalla táctil (HMI) de 19 pulgadas en forma de tablet en el que todos los componentes del sistema se representan gráficamente con códigos de color que muestran sus estados operativos actuales. Los operadores pueden tocar la imagen de un componente determinado para acceder a la documentación digital, como diagramas de flujo o de circuitos eléctricos, así como a listas de repuestos para acelerar el pedido y la entrega de piezas.






Contenido relacionado

Avances significativos en el sector de las máquinas-herramienta
Las máquinas-herramienta en México han experimentado una transformación radical debido a la adopción de tecnologías avanzadas, como la digitalización y la automatización, integrándose con sistemas de la Industria 4.0. Este artículo profundiza en cómo la evolución tecnológica está redefiniendo la manufactura.
Leer Más
Mecanizado de cinco ejes en la industria aeronáutica
El enfoque en un rango de tamaños de una pieza en particular le permitió a este taller usar una máquina-herramienta de cinco ejes versátil. El mecanizado de cinco ejes ahora genera el 40% del negocio del taller.
Leer Más
Avances en compensación de distorsión en mecanizado en 5 ejes
Grob Systems desarrolló un método para verificar y compensar las posibles distorsiones sobre una estructura de máquina, causadas por el peso de una pieza pesada cuando se mecaniza en cinco ejes.
Leer Más
Cómo maximizar los procesos de mecanizado en duro
Este informe recopila algunos de los aspectos críticos que deben considerarse al realizar procesos de fresado en duro. Herramientas dedicadas, portaherramientas precisos, software CAM especializado y una máquina robusta son los componentes esenciales para lograr los mejores resultados.
Leer MásLea a continuación

Claves en el desbarbado de agujeros cruzados
Comparativa detallada entre herramientas neumáticas y mecánicas en el desbarbado con énfasis en la eficiencia y precisión para aplicaciones industriales.
Leer Más
Para qué sirve el fresado en duro
El fresado en duro se utiliza para mecanizar aceros endurecidos con filos cortantes definidos. El fresado de estos materiales requiere centros de mecanizado de alta velocidad configurados para el fresado en duro, junto con un CAD/CAM programado en concordancia.
Leer Más
Nuevas tendencias en instrumentos de medición e inspección
La precisión en la manufactura no es opcional, es una necesidad. Desde la integración de sistemas de medición en tiempo real hasta innovaciones en tecnologías sin contacto, la medición precisa resulta esencial para cumplir con las exigencias de tolerancias estrictas y optimizar los procesos de control de calidad. Exploramos los recientes avances en metrología y su impacto en industrias como la automotriz y la aeroespacial, donde la precisión es clave.
Leer Más