
Compartir
Lea a continuación


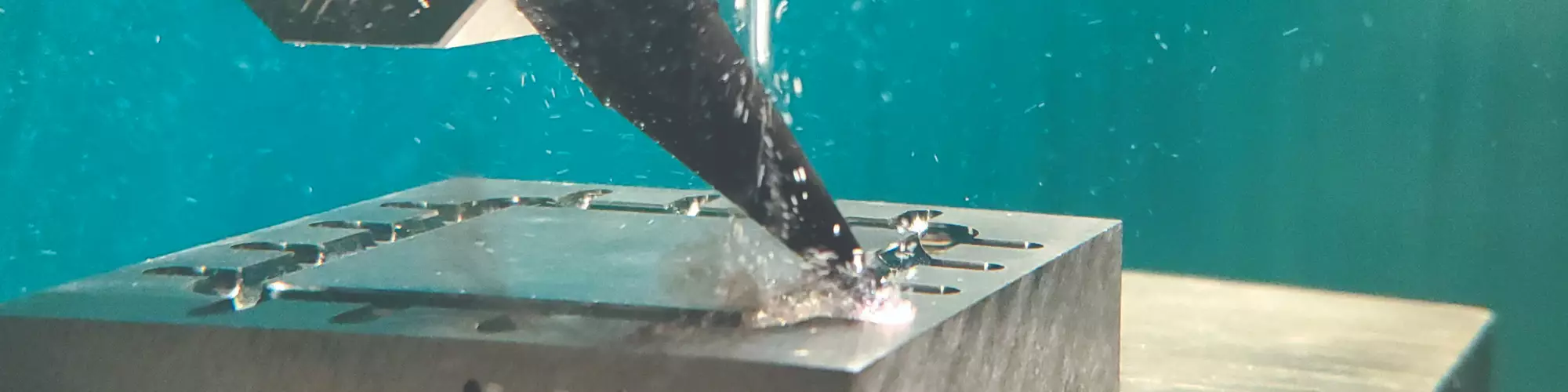
No es solo nuestra propia visión la que es incapaz de aislar la generación de chispas en el proceso de electroerosionado por penetración. La mayoría de las cámaras no pueden mantenerse al tanto con una tasa de producción de hasta 30,000 chispas por segundo, lo cual, lo crea o no, ocurre de una a la vez. Foto: Adam Wysuph, MC Machinery.
Las velocidades de cuadros por segundo (fps) para películas y televisión generalmente están estandarizadas a 24 y 30 fps, respectivamente. Debido a que cada cuadro se mueve demasiado rápido para que los humanos lo aíslen visualmente, percibimos la colección de cuadros individuales como una imagen en movimiento continua.
Una ilusión similar se tiene en el equipo de mecanizado por descarga eléctrica (EDM) o electroerosionado, presentado en la imagen de este artículo. Como es sabido, el proceso de electroerosionado implica el corte de metales a través de descargas eléctricas, o chispas, entre un electrodo y la pieza de trabajo en un líquido dieléctrico.



Las chispas producidas en el proceso de electroerosionado por penetración, en general de 500 a 30,000 chispas por segundo, parecen aparecer simultáneamente. En realidad, estas chispas de fuego rápido se producen una a la vez. Si no podemos aislar un cuadro de película en movimiento, claramente el proceso de electroerosionado es demasiado rápido para que podamos seguir lo que está sucediendo ante nuestros ojos.
Si bien nuestra percepción nos traiciona, aún es importante que comprendamos este hecho para controlar adecuadamente el proceso de electroerosionado.
Comprender y optimizar el electroerosionado de penetración fue la premisa de una presentación técnica realizada por Pat Crownhart en el open house de MC Machinery Systems en otoño pasado.
El señor Crownhart es el Director de Producto de electroerosionado por penetración de la compañía, un título que acorta su profunda experiencia en las funciones electromecánicas que tienen lugar durante un proceso de electroerosionado.
Dado que la presentación de Crownhart dejó a la mayoría de su audiencia boquiabierta luego de unas pocas diapositivas, me puse en contacto con él para comprender mejor lo que él considera los principios centrales de la tecnología de electroerosionado por penetración.
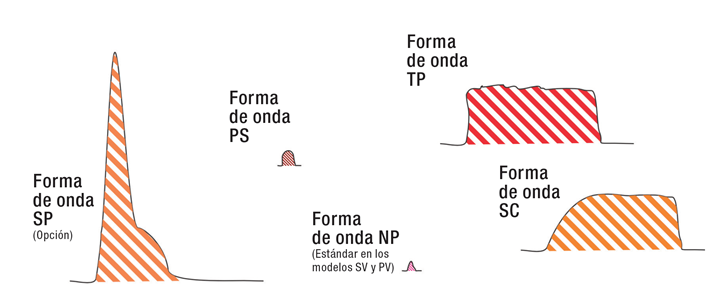
Piense en cada chispa de electroerosionado que se descarga como una pala de material retirado de la pieza. La conductividad de diferentes metales, así como su capacidad para absorber calor, son factores determinantes clave para el tipo de “pala” que se debe utilizar. Imagen: Pat Crownhart, MC Machinery.
Elija la pala correcta
“Piense en cada chispa de electroerosionado que se descarga como una pala de material retirado de la parte”, explica Crownhart. Los tamaños y formas de las palas, cada una diseñada para realizar una tarea específica, se pueden controlar manipulando cómo viajan los electrones a través del espacio entre el electrodo y la pieza de trabajo.
Cada operación de electroerosionado comienza con una pregunta central: ¿qué forma de onda, o qué forma de pala, producirá mejor el resultado deseado? La respuesta depende del material de la pieza de trabajo. La conductividad de diferentes metales, así como su capacidad para absorber calor, son factores determinantes clave para el tipo de “pala” que se debe utilizar.
Crownhart dice que la forma de pala más común, la forma de onda cuadrada (conocida como pulso de transistor o forma de onda TP en electroerosionadoras fabricadas por Mitsubishi Electric, propietaria de MC Machinery Systems) se utiliza para hasta el 90% del trabajo de electroerosionado por penetración, debido principalmente a su versatilidad en una amplia gama de materiales.
Las formas de onda cuadradas producen mucho calor al aumentar el amperaje rápidamente. Dado que el equipo de electroerosionado en Estados Unidos, generalmente, ofrece electrodos de grafito que son capaces de soportar altas temperaturas, la mayoría de estas máquinas usan el circuito TP para las operaciones diarias.
Si la forma de onda de amperaje representa la forma de la pala de electroerosionado, el voltaje puede compararse con su mango: ¿hasta dónde alcanza la pala? El voltaje inicia la chispa, pero si tarda demasiado en hacerlo debido a la contaminación del electrodo u otras razones, la eficiencia del proceso de electroerosionado disminuye.
La máquina hace pequeños servo ajustes de la ubicación cada vez que se produce una chispa, y cambiar los parámetros de voltaje, es decir, cambiar la longitud del espacio entre el electrodo y la pieza de trabajo, afectará la operación, para bien o para mal.
“Cuando usted cambia la brecha, cambia qué tan lejos viajará esa chispa”, dice Crownhart. “Puede cambiar el voltaje de manera segura hasta cierto punto, pero debido a que se están haciendo tantos ajustes tan rápidamente, debe comprender el papel que juega el voltaje o arriesgarse a arruinar la parte”.
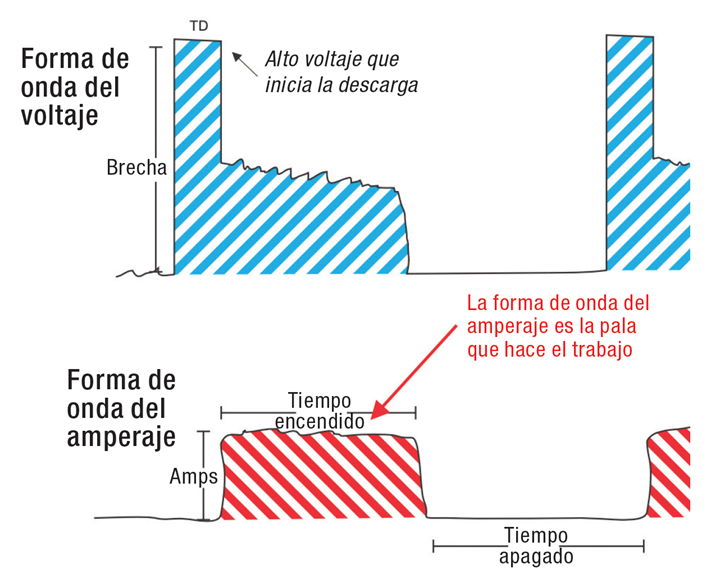
Los equipos modernos de electroerosionado por penetración hacen pequeños ajustes con el servo cada vez que se produce una chispa. Cambiar los parámetros de voltaje, o la longitud del espacio entre el electrodo y la pieza de trabajo, afectará la operación. Imagen: Pat Crownhart, MC Machinery.
La polaridad, que para nuestros propósitos la describiremos como la dirección de desplazamiento de los electrones, es otra variable central dentro de las operaciones de electroerosionado por penetración. Antes de que el control adaptativo estuviera disponible y luego avanzara en máquinas como la nueva serie SV de Mitsubishi Electric, muchas máquinas más antiguas utilizaban polaridad negativa.
Sin control adaptativo, si una corriente continua no se apaga y, en cambio, produce una chispa larga, corre el riesgo de dañar su pieza de trabajo. La polaridad negativa induce una velocidad de quemado rápida (y sigue siendo la mejor opción para el titanio y algunos metales exóticos), pero el daño causado por cortocircuitos eléctricos generalmente afecta el electrodo en lugar de la pieza de trabajo. Las chispas de polaridad positiva, cuando los electrones fluyen de la parte al electrodo, generalmente producen menos desgaste en el electrodo.
Las chispas son el enemigo en EDM
Si bien puede ser contradictorio, las chispas son el enemigo del proceso de electroerosionado. Las chispas representan el calor, y “si solo lo está calentando, realmente está usando un soldador”, dice Crownhart. Cuanto mayor sea el amperaje y más largo sea el tiempo de encendido, más calor se produce con cada descarga.
Mientras que las velocidades de quemado más rápidas producen más calor, el calor en exceso puede hacer que crezcan partículas en el electrodo. A su vez, esta contaminación, o viruta, hace que la máquina chispeé continuamente en el mismo lugar, lo que da como resultado un acabado deficiente o que dañe la pieza de trabajo.
“Es por eso que el viejo adagio del electroerosionado era descarga, descarga, descarga”, dice Crownhart. “Es porque en los viejos tiempos, cuando la electrónica no era tan avanzada, era realmente importante que sus contaminantes se rompieran y que se introdujera el fluido a presión”.
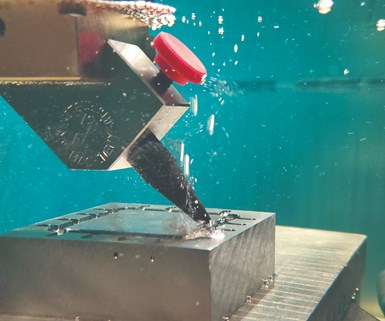
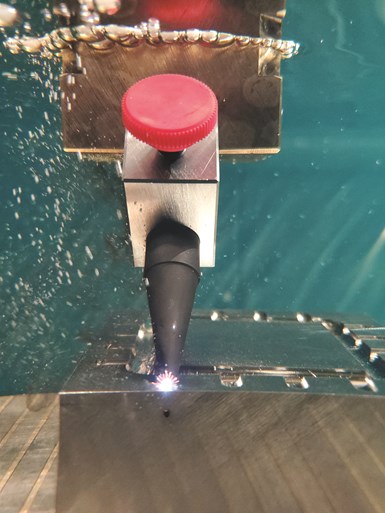
Aquí hay un Mitsubishi Electric SV12P que cortando algunas formas en acero H13. Foto: Adam Wysuph, MC Machinery.
Las fuentes de alimentación modernas reaccionan a chispas inconsistentes y agregan tiempo adicional para permitir el enfriamiento, pero la contaminación sigue siendo una consideración importante en la tecnología de electroerosionado por penetración. “Solo puede mecanizar tan rápido como elimine contaminantes”, dice Crownhart.
Tomados en conjunto, estos pueden ser puntos básicos para usuarios experimentados del electroerosionado. Pero Crownhart dice que se ha encontrado con muchos usuarios que ejecutan el proceso basándose únicamente en lo que ha funcionado en el pasado, sin comprender necesariamente por qué funcionó una determinada configuración.
“Es posible ser más predictivo que, ‘Esto ha funcionado para mí en el pasado, así que lo intentaré ahora’”, afirma. “Con esa mentalidad, solo se está jugando con la configuración hasta que surja algo que deba arreglar. Cuanto mejor comprenda el proceso, más rápido podrá obtener la configuración óptima para su trabajo”.






Contenido relacionado

Máquinas-herramienta: oportunidad de crecimiento para México
La reactivación de la industria automotriz fue uno de los factores decisivos para el incremento en la adquisición de máquinas y equipos durante 2022.
Leer Más
Oportunidades para la industria de maquinaria en México en 2024
Directivos de la industria manufacturera planean realizar algún tipo de inversión en maquinaria y equipo para la producción, bienes inmuebles y mobiliario y equipo de oficina, durante los siguientes doce meses.
Leer Más
MC Machinery presenta electroerosionadora, fresado de precisión e impresión 3D
MC Machinery Systems expone una gama de tecnologías de electroerosión y fresado de precisión, así como una impresora 3D de metal por láser de hilo.
Leer Más
Crece la importación de electroerosionadoras en México
En el periodo enero-noviembre de 2022 el valor de las importaciones de electroerosionadoras aumentó 55.59 % con relación al mismo periodo de 2021.
Leer MásLea a continuación

Electroerosión: Fibra óptica mejora el monitoreo de chispa y la vida útil del hilo
Este controlador utiliza cables de fibra óptica para superar los principales obstáculos en el monitoreo de la salida de chispa en electroerosionado, mejorando la vida útil del hilo y reduciendo el consumo de tensión.
Leer Más
Con mecanizado neto, taller pasa de “hacer moldes” a manufacturar moldes
Este fabricante de moldes tuvo que cambiar su cultura de taller para moverse al “mecanizado neto”. La experiencia del proceso hizo más fuerte a la compañía.
Leer Más
Sistema de sujeción permite a un taller alcanzar las tolerancias requeridas
Este taller de Monterrey, dedicado a la manufactura de ejes para motorreductores, no conseguía alcanzar las tolerancias exigidas por su cliente. El uso de un collet chuck le permitió lograr las dimensiones requeridas y reducir los tiempos del proceso en 54 %.
Leer Más