Herramental para taladrar y fresar más rápido
Mejoras en el herramental le ayudaron a este fabricante a crear un proceso de manufactura flexible y eficiente que fue duplicado en sus centros de mecanizado para elevar la producción de dispositivos para la industria de petróleo y gas.

Southwest Oilfield instaló centros de mecanizado multifuncionales para mejorar el proceso de manufactura de sus extremos de fluido con forma de L.

En el pasado, este bloque de acero de 5,000 libras tenía que ser movido hacia varias estaciones de trabajo, pero las mejoras de tecnología en el taller han creado un proceso de producción más continuo.
Una gran variedad de mejoras del herramental ayudó a crear un proceso de manufactura flexible y eficiente, el cual fue duplicado recientemente en los centros de mecanizado más nuevos de Southwest Oilfield.

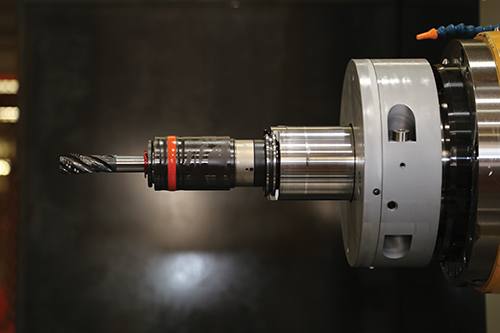
Los bloques de extremos de fluido tienen muchos agujeros. Agilizar los cambios de herramientas y el manejo de las mismas contribuye a mejorar significativamente el proceso en general.
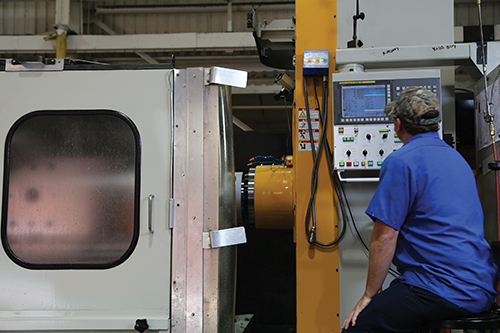
La instalación de centros de mecanizado horizontales, capaces de realizar operaciones de desbaste y acabado, fue crucial para la capacidad de Southwest Oilfield para incrementar la producción de sus extremos de fluido en forma de L.

Hoy, Southwest Oilfield puede producir toda la variedad de agujeros en sus extremos de fluido de forma más rápida y eficiente, ahorrando tiempo y energía. La compañía ha incrementado su tasa de producción mensual a 300 unidades, que antes era de 180.
Compartir



En un equipo de perforación, las bombas deben circular volúmenes de lodos a través de la broca del taladro y hacia el pozo perforado para controlar la presión y retirar los “cortes” de la broca. Estas bombas de lodos normalmente constan de dos subensambles: el extremo de potencia y el extremo de fluido. El extremo de fluido, tradicionalmente un cuerpo de una sola pieza, produce el proceso de bombeo. Southwest Oilfield Products Inc. ofrece un ensamble de dos piezas con forma de L, del que se dice es menos costoso y más fácil de mantener, además de que tiene más metal para soportar las presiones internas.
Southwest Oilfield ha producido extremos de fluido para bombas de lodos para la industria de petróleo y gas por más de 40 años y, recientemente, ha aumentado su producción, según Martin Johnson, gerente de ingeniería de manufactura. Aunque el diseño de su ensamble en forma de L ha permanecido relativamente igual desde su introducción en 1974, con los años, la compañía ha mejorado su proceso de manufactura para lograr mayores eficiencias y obtener un producto con un acabado de mayor calidad, dice él.



En ocasiones, esta mejora ha llegado con el soporte de un proveedor de herramientas: Komet. Esta compañía introdujo su sistema de reemplazo rápido de herramientas ABS a Southwest Oilfield a principios de la década del 2000. Más recientemente, ayudó a la compañía a incrementar su producción mensual de extremos de fluido de 180 a 300, equipando los dos centros de mecanizado más recientes de Southwest con tecnología de herramental moderna que permite taladrar y fresar más rápido sin comprometer la precisión.
Southwest Oilfield produce una gran variedad de productos para la industria de petróleo y gas, además de extremos de fluidos de bombas, pero el dispositivo con forma de L ha jugado un papel importante en el crecimiento de la compañía, en gran parte gracias a sus ventajas de mantenimiento. “La mayoría de extremos de fluido son una sola unidad”, explica el señor Johnson. “Nuestro sistema le permitirá al operador reemplazar sólo el módulo de succión o descarga en el evento de una falla. Cambiar las válvulas o asientos en un sistema de dos piezas es más seguro, más rápido y más fácil que reemplazar una unidad completa”.
En el pasado, los extremos de fluido eran mecanizados en grandes máquinas de fresado y perforadoras equipadas con brocas de pala y herramientas de taladrado de un solo punto. El tiempo de procesamiento era largo, debido a los numerosos cambios de herramienta y el juego de herramientas resultante que se requería. El sistema de herramental modular ABS de Komet provee una sujeción mecánica rígida y una característica de cambio rápido que les permite a los operadores reemplazar las herramientas de forma más eficiente. Según Johnson, después de que este sistema de herramental fue instalado en un torno de torreta reconstruido como taladro y perforadora, los ahorros de tiempo por los ágiles reemplazos de herramienta incrementaron tanto la producción mensual de extremos de fluido, que la compañía decidió incorporar el sistema en la manufactura de otros productos, como placas de desgaste, tapones de válvulas, pistones y varillas de pistón.
Otras mejoras a los procesos de manufactura de Southwest Oilfiel se relacionan con los tipos de máquinas que estaba usando. En 2014, la compañía estaba empleando más centros de mecanizado horizontal para la producción de extremos de fluido.
Ese año, instaló dos nuevos centros de mecanizado horizontal de Nomura que fueron capaces no sólo de desbastar las partes sino también de desarrollar operaciones de perforado, fresado y acabado precisos en el mismo ciclo. Esto mejoró tanto la tasa de producción como la calidad de superficie de los bloques, dice Beniel Geevarghese, ingeniero industrial. Él señala específicamente los cabezales de husillo tipo nariz de las máquinas, los cuales, según él, ofrecen mejor accesibilidad a los bloques pues reducen la cantidad extendida del husillo. Esto también ofrece rigidez durante los cortes pesados. Estas máquinas también emplean un motor de salida alta para el control rotacional del husillo, de modo que se pueda obtener un torque alto durante el taladrado de sólidos en profundidades extensas, añade Geevarghese.
Este ingeniero de Southwest Oilfield también vio oportunidades para hacer mayores mejoras una vez las máquinas estuvieron en operación. “Equipamos una máquina Nomura con un cabezal de contornos para desarrollar operaciones de mecanizado complejas en un solo alistamiento de herramental”, dice Geevarghese. “Renovamos la otra con una mesa rígida rotativa con interfaz al sistema de control de la máquina. Esto incrementó la funcionalidad de la máquina y mejoró la precisión de sujeción para el extremo de fluido. También fue expandido el control de memoria en ambas máquinas para manejar un volumen más grande de programas para la gran variedad de extremos de fluido que se producen en el taller”.
Antes de la instalación de los HMC de Nomura era común en las operaciones que ahora desarrollan estas máquinas y que se completarán a través de múltiples máquinas-herramienta, dice Geevarghese. Los extremos de fluido se movían de una estación de trabajo a otra, y se involucraban varios ingenieros en el proceso. Esto incrementaba la probabilidad de error y creaba mayores preocupaciones de seguridad en el piso de producción. “Al instalar los nuevos centros de mecanizado, no sólo hemos ahorrado tiempo y costos de energía sino que también se han reducido los peligros potenciales de seguridad al limitar el número de veces que un bloque de acero de 5,000 libras tiene que moverse por el taller”, comenta.
El herramental de Komet también es parte de este proceso mejorado. Por ejemplo, el sistema de taladrado KUB V464 de la compañía consta de un gran cabezal de taladrado con una conexión ABS y un programa de extensiones y sujetadores. Esto permite que el mismo cabezal sea usado para taladrar agujeros desde 10 cm hasta 60 cm de profundidad, minimizando así el número de herramientas requeridas, además de que ofrece menores costos de herramental y un manejo simplificado de inventarios, dice Geevarghese.
Las nuevas máquinas-herramienta también brindan menores tiempos de ciclo, un paso crucial para permitirle a la compañía incrementar su producción de 180 a 300 extremos de fluido por mes. Las fresadoras anteriores tomaban hasta 50 por ciento más de tiempo en desarrollar la misma tarea de mecanizado que las máquinas Nomura. Estas máquinas le han dado a Southwest Oilfield la flexibilidad de utilizar las mismas herramientas para varios bloques. Como resultado, el tiempo de entrega ha disminuido significativamente, dice Geevarghese. “Cinco años atrás, este producto (el extremo de fluido) estaba disponible para nuestros clientes en unas 16 semanas. En 2015, hemos sido capaces de hacerlo en 12 semanas”.
Sin embargo, para el futuro hay más retos para la compañía, mientras lucha por garantizar que otras áreas de su proceso de manufactura mantengan el ritmo con esta nueva productividad. Geevarghese dice que será importante optimizar el inventario de forjas de la compañía y balancear el programa de producción, de modo que la producción incrementada de extremos de fluido no genere cuellos de botella en otras áreas, como la de ensamble.







Contenido relacionado

10 consejos para el fresado de titanio
Unas consideraciones simples de proceso pueden incrementar su productividad en el fresado de aleaciones de titanio.
Leer Más
Los beneficios de las máquinas-herramienta multitarea
La tecnología de máquinas-herramienta multitarea ha revolucionado la manufactura y sigue desempeñando un papel fundamental en talleres de mecanizado que han adoptado esta tecnología.
Leer Más
Transformando desafíos del mecanizado aeroespacial en oportunidades
Este fabricante aeroespacial duplicó un subconjunto de trabajo y su habilidad para convertir la resolución de problemas en el taller en nuevos productos comercializables.
Leer Más
Sistema de recubrimiento de cilindros CBC: innovación en alta producción
Conozca el sistema CBC, una solución integrada para recubrimiento, mecanizado e inspección de cilindros. Innovación para aplicaciones de alta producción.
Leer MásLea a continuación

Por qué usar torneado tipo suizo
¿Para qué clase de producción se usan los tornos tipo suizo? ¿En qué se diferencian de los centros de torneado convencionales? Expertos y usuarios cuentan sus experiencias.
Leer Más
La tecnología: recurso primordial para ser proveedor de la industria aeroespacial en México
Indumet Aerospace es una de las empresas pioneras en México como Tier 1 de la industria aeroespacial. La inversión en la última tecnología para el mecanizado en 5 ejes ha sido una de las claves del éxito que la ha llevado a ser proveedora de reconocidos OEM.
Leer Más
Mesas magnéticas optimizan la electroerosión en producción de piezas complejas
Evolución en Moldes venía asumiendo varios retos para el mejoramiento de sus procesos de manufactura de componentes complejos para sus moldes. La aplicación de mesas magnéticas optimizó el mecanizado por electroerosión y mejoró sus tiempos de entrega.
Leer Más