
10 consejos para el fresado de titanio
Unas consideraciones simples de proceso pueden incrementar su productividad en el fresado de aleaciones de titanio.




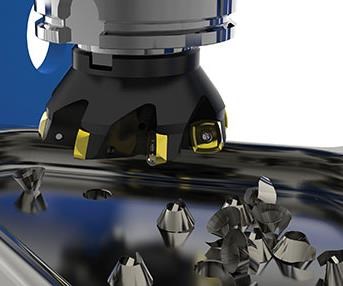
En una fresa de alto avance, la curva del filo de corte del inserto hace uso del adelgazamiento de viruta para permitir una tasa de avance más alta. Stellram dice que el diseño de fresa de alto avance, que se observa aquí, logra 5 veces la tasa de avance en aleaciones aeroespaciales de alta temperatura cuando se compara con herramientas de fresado con diseños más convencionales.
Las aleaciones de titanio y las aleaciones de aluminio son similares de las siguientes formas: ambos tipos de metales son usados para hacer componentes estructurales de aeronaves, y en ambos casos, el componente podría requerir fresar 90 por ciento del material antes de completar la parte.
Muchos talleres probablemente desearían que estos metales tuvieran más en común. Los proveedores de la industria de aeronaves que se sienten cómodos mecanizando aluminio, se están encontrando mecanizando mucho más titanio, porque los diseños más modernos de aeronaves están haciendo un uso incrementado de este metal.



John Palmer, gerente global del segmento aeroespacial para el fabricante de herramientas de corte Stellram, dice que muchos de estos talleres tienen realmente más capacidad de mecanizado de titanio de la que creen.
Hay muchas técnicas valiosas para mecanizar titanio de manera efectiva que no son difíciles de emplear, pero pocos talleres usan todas las técnicas que están disponibles para fresar este metal de forma productiva. Palmer consulta con los fabricantes sobre los métodos para mejorar el desempeño en el fresado de varias aleaciones aeroespaciales, incluyendo aleaciones de titanio. Dice que el titanio no tiene que ser difícil –es sólo que el proceso completo de mecanizado tiene que ser tenido en cuenta, porque cualquier elemento podría impedir la efectividad general del proceso.
La estabilidad es la clave, según él. Cuando la herramienta toca la pieza de trabajo, cierra un círculo. La herramienta, portaherramientas, husillo, columna, guías, mesa, fijación y pieza de trabajo hacen parte de ese círculo, y parte de la estabilidad necesaria.
Otras consideraciones importantes incluyen la presión y volumen del refrigerante, así como su método de entrega, además de la metodología y la aplicación – que es el enfoque de este artículo. Para lograr más del potencial de esos procesos que pueden permitir mecanizar titanio de forma productiva, el señor Palmer a menudo comparte consejos, incluidos todos los siguientes:
1. Mantenga un bajo contacto radial
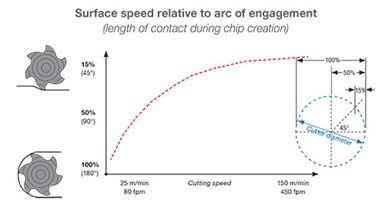
Fig. 1— Mantenga un bajo contacto radial.
Uno de los retos cruciales del titanio es la disipación de calor. En este metal, relativamente poco del calor generado durante la operación de mecanizado se libera con la viruta. En comparación con el mecanizado de otros metales, en un proceso de mecanizado de titanio se va un porcentaje más grande del calor a la herramienta. Debido a este efecto, la elección del contacto radial dicta la elección de la velocidad superficial en este metal.
La gráfica en la figura 1 muestra esto. El ranurado completo – que significa un contacto de 180 grados – requiere una velocidad superficial relativamente baja. Pero reducir el contacto radial reduce el tiempo que el filo de corte genera calor, y da más tiempo para que dicho filo se enfríe antes de entrar al material en la siguiente rotación.
Así, a medida que se reduce el contacto radial, la velocidad superficial puede incrementarse mientras se mantiene la temperatura en el punto de corte. Para el acabado, un proceso de fresado consistente de un arco muy pequeño de contacto con un filo de corte agudo y afilado y una velocidad superficial alta y mínimo avance por diente puede lograr resultados excepcionales.
2. Incremente la cantidad de flautas
Los escariadores que se usan normalmente tienen cuatro o seis flautas. En titanio, esto puede ser demasiado poco. El número más efectivo de flautas podría ser diez o más (ver figura 2).
Fig. 2—Incremente la cantidad de flautas
Incrementar el número de flautas compensa la necesidad de un menor avance por diente. El estrecho espaciado entre flautas de una herramienta de 10 flautas es demasiado pequeño para la evacuación de viruta en muchas aplicaciones.
Sin embargo, el fresado productivo de titanio ya favorece una baja profundidad radial (ver consejo #1). La pequeña viruta resultante de esto deja abierta la opción de usar un escariador con una cuenta alta de flautas para incrementar la productividad.
3. Haga una viruta gruesa-a-delgada
“Fresado en concordancia” es el término familiar para esta idea. Esto es, no avanzar el cortador de modo que el filo se mueva a través del material en la misma dirección en la que avanza la herramienta. Conocido como “fresado convencional”, este enfoque para el mecanizado causa que la viruta comience delgada y se vuelva más gruesa.
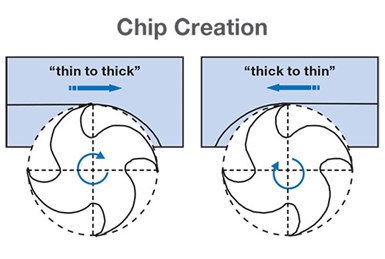
Fig. 3—Haga una viruta gruesa-a-delgada
Cuando la herramienta impacta el material, las fuerzas de fricción crean calor antes de que el material comience a separarse del material base. Una viruta delgada es incapaz de absorber y sacar este calor generado, el que entonces se va a la herramienta de corte. Así, en el punto de salida donde la viruta es gruesa, la presión de corte incrementada vuelve la adhesión de la viruta un peligro.
El fresado en concordancia –-o formación de viruta gruesa-a-delgada-- comienza con el filo de corte entrando al material excedente y saliendo en la superficie terminada (ver figura 3). En el fresado lateral, la herramienta intenta “pasar” el material, creando una viruta gruesa en la entrada para una máxima absorción de calor y una viruta delgada en la salida para prevenir la adhesión de viruta.
El fresado de superficies de contornos exige un examen detallado del patrón de la herramienta para asegurar que la herramienta continúe entrando en el material excedente y salga en la superficie terminada de esta forma. Lograr esto durante pases intrincados no siempre es tan simple como sólo mantener el material a la derecha.
4. Arco adentro
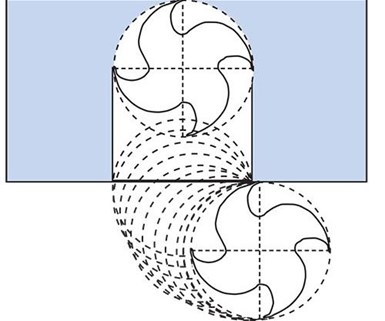
Fig. 4—Arco adentro
En titanio y otros metales, la vida de herramienta se pierde en momentos de cambios súbitos en fuerza. El peor de estos momentos a menudo ocurre cuando la herramienta entra en el material. Avanzar directamente en el material (como casi cualquier patrón de herramienta estándar lo haría) produce un efecto similar a golpear el filo de corte con un martillo.
A cambio deslícela hacia dentro suavemente. Para hacer esto, cree un patrón de herramienta que arquee la herramienta en el material en lugar de entrarla en una línea recta (ver figura 4). En el fresado grueso-a-delgado, el arco de entrada del patrón de la herramienta debería seguir la misma dirección (en el mismo sentido de las manecillas del reloj o en sentido opuesto) que la rotación de la herramienta.
El patrón de entrada en arco permite un incremento gradual en la fuerza de corte, previniendo arrebatamientos o inestabilidad de la herramienta. La generación de calor y la creación de viruta también incrementan gradualmente hasta que la herramienta está totalmente agarrada en el corte.
5. Finalice en un chaflán
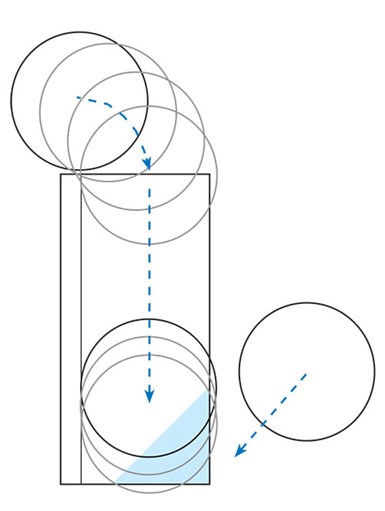
Fig. 5—Finalice en un chaflán
Los cambios súbitos en fuerza pueden ocurrir cuando la herramienta también sale. Tan útil como lo es el corte grueso-a-delgado (consejo #3), el problema con este método es que la formación gruesa-a-delgada para repentinamente cuando la herramienta alcanza el final del pase y comienza a liberar el metal.
El cambio abrupto produce un cambio similarmente abrupto en fuerza, impactando la herramienta y quizás estropeando la superficie de la parte. Para prevenir que la transición sea tan drástica, tome la precaución de primero fresar un chaflán a 45 grados al final de la pasada, de modo que la herramienta vea una declinación gradual en su profundidad radial de corte (ver figura 5).
6. Confíe en un alivio secundario
Un filo de corte agudo minimiza las fuerzas de corte en titanio, pero el filo de corte también necesita ser lo suficientemente fuerte para resistir la presión de corte. Un diseño de herramienta con alivio secundario, en el cual la primer área positiva del filo de corte resista las fuerzas, después de la cual la segunda área cae lejos para incrementar el espacio libre, consigue ambos de estos objetivos (ver figura 6).
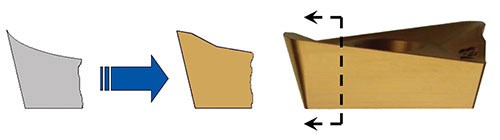
Fig. 6—Confíe en un alivio secundario
El alivio secundario es común en el herramental, pero en el titanio en particular, el experimentar con herramientas que tienen diferentes diseños de alivio secundario puede revelar cambios sorprendentes en el desempeño de corte o en la vida de la herramienta.
7. Altere la profundidad axial
En la profundidad de corte, la oxidación y la reacción química pueden afectar la herramienta. Puede ocurrir un daño prematuro en este punto si la herramienta se usa repetidamente a la misma profundidad.
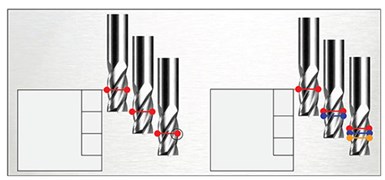
Fig. 7—Altere la profundidad axial
Cuando se adelanten cortes axiales sucesivos, esta área dañada de la herramienta puede causar endurecimiento del trabajo, así como líneas en la parte que son inaceptables para componentes aeroespaciales, lo que significa que este efecto en la superficie puede necesitar un cambio temprano de la herramienta.
Para prevenir esto, cuide la herramienta cambiando la profundidad axial de corte para cada paso, distribuyendo el área problema a diferentes puntos a lo largo de la flauta (ver figura 7). En el torneado, puede lograrse un resultado similar torneando cónicamente la primera pasada y torneando paralelamente el paso siguiente, previniendo entalladuras por la profundidad de corte.
8. Limite la profundidad axial alrededor de características esbeltas
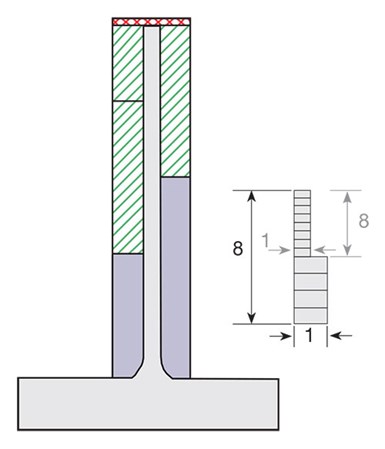
Fig. 8—Limite la profundidad axial alrededor de características esbeltas
Es útil recordar la relación 8:1 cuando se fresen en titanio paredes delgadas y características sin soporte. Para evitar la deflexión de las paredes de bolsillos, frese estas paredes en etapas axiales sucesivas en lugar de fresar la profundidad de la pared completa con un solo pase de un escariador.
Específicamente, la profundidad axial de corte en cada paso hacia abajo no debería ser mayor a 8 veces el espesor de la pared que se dejará después de que se realicen estos pases de fresado (ver figura 8). Si la pared es 0.1 pulgadas de espesor, por ejemplo, la profundidad axial de corte para una pasada de fresado adyacente a ella, éste no debería ser mayor a 0.8 pulgadas.
A pesar del límite de profundidad, es posible trabajar esta regla de modo que aún sea posible un fresado productivo. Para hacer esto, mecanice paredes delgadas de modo que permanezca un sobre de material de desbaste remanente alrededor de la pared, haciendo la característica de 3 a 4 veces más gruesa que la característica final.
Si la pared se mantiene a 0.3 pulgadas de espesor, por ejemplo, entonces la regla de 8:1 permite una profundidad axial de 2.4 pulgadas. Luego de estas pasadas, tome profundidades axiales más ligeras para mecanizar las paredes gruesas hasta su dimensión final.
9. Escoja una herramienta mucho más pequeña que el bolsillo
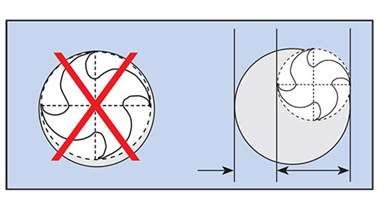
Fig. 9—Escoja una herramienta mucho más pequeña que el bolsillo
Debido a la cantidad de calor que absorbe la herramienta en titanio, la misma necesita un espacio libre para permitir su enfriamiento. Cuando se frese un bolsillo pequeño, el diámetro de la herramienta no debería ser mayor al 70 por ciento del diámetro (o la dimensión comparable) del bolsillo (ver figura 9). Un menor espacio libre presenta un riesgo en esencia de aislar la herramienta del refrigerante, así como atrapar las virutas que podrían de otra forma llevarse consigo por lo menos algo del calor.
La regla del 70 por ciento también puede aplicarse a una herramienta fresando en la parte superior de una superficie. En este caso, el ancho de la característica debería ser 70 por ciento del diámetro de la herramienta. La herramienta está separada 10 por ciento para fomentar la creación de viruta gruesa-a-delgada.
10. Tome una clave del acero para herramienta
Las fresas de alto avance –un concepto de herramienta desarrollado para mecanizar aceros para herramienta en la industria de troqueles/moldes– ha sido adaptado en años recientes para mecanizar titanio.
La fresa de alto avance requiere una profundidad axial de corte ligera, pero cuando se opera a esta baja profundidad, la herramienta permite tasas de avance más altas que la permitida con los cortadores de fresado con diseños más convencionales.
Fig. 10—Tome una clave del acero para herramienta
La razón es el adelgazamiento de viruta. La clave para una fresa de alto avance es un inserto con una curva de radio largo para su filo de corte (ver figura 10). Este radio esparce la formación de viruta a lo largo de una gran área de contacto en el filo. Gracias al adelgazamiento resultante, una profundidad axial de corte de 0.040 pulgadas puede producir un espesor de viruta de sólo 0.008 pulgadas.
En titanio, esta viruta delgada supera el bajo avance por diente que se requiere normalmente en este metal. El adelgazamiento de la viruta abre el camino a una tasa de avance programada más alta que de otra forma no sería posible.







Contenido relacionado

De moldes de inyección de aluminio a la industria aeroespacial
En el mundo de la fabricación de moldes de inyección de metal, donde la precisión y la calidad son cruciales, cada paso del proceso es definitivo para garantizar el éxito del producto final. Este es el caso de MFP Moldes, que ha reorganizado sus procesos de mecanizado para expandir sus mercados y convertirse en proveedor de la industria aeroespacial.
Leer Más
ALAR: precisión y tecnología en la manufactura aeronáutica mexicana
ALAR, liderada por Andrea Alarcón, se distingue en la industria aeronáutica mexicana por su capacidad en la fabricación de herramentales y piezas aeronavegables. Gracias a los centros de mecanizado de última generación y a la reciente incorporación de la manufactura aditiva, la empresa ha optimizado sus procesos, ampliado su oferta tecnológica e impulsado el desarrollo de la industria en Querétaro.
Leer Más
Industria aeroespacial en México: entre la tendencia y la oportunidad
En medio de un panorama dinámico, la industria aeroespacial en México emerge como un campo de oportunidades. Desde el impulso del nearshoring hasta las inversiones clave y las colaboraciones estratégicas, el sector se posiciona para un crecimiento significativo.
Leer Más
MSC Expo: el punto de inflexión para la cadena de proveeduría en México
MSC Expo, que se realizará del 20 al 22 de junio de 2023, es una oportunidad única para los talleres de trabajo que ofrecen sus procesos y servicios para abastecer la gran necesidad de proveeduría que tienen los OEM establecidos en México.
Leer MásLea a continuación

Estrategia de fresado en 5 ejes para mecanizado de blisks de titanio
Una nueva estrategia de acabado con herramientas tipo barril, especialmente diseñadas, reduce en 50 por ciento los tiempos de mecanizado de blisks de titanio en cinco ejes.
Leer Más
La consistencia, clave con el mecanizado de titanio
Una parte importante del exitoso enfoque de este taller para el mecanizado de titanio es una estrategia de patrón de herramienta que mantiene la carga constante en el cortador. Otro elemento importante es la forma como este taller captura y vuelve a aplicar lo que aprende sobre lo efectivo que puede ser con este metal.
Leer Más
Por qué los talleres en México usan tornos tipo suizo
En México, el uso de tornos tipo suizo ha venido en crecimiento. Si bien empezó con aplicaciones dedicadas a la industria de la joyería y médica, ahora se utilizan para diversas aplicaciones en las industrias automotriz, electrónica, aeroespacial y de petróleo y gas.
Leer Más