Consejos para elegir la configuración del filtro al medir formas redondas
Al interpretar los datos de medición es necesario el ajuste correcto del filtro para ver la diferencia entre la rugosidad de la superficie y la redondez de la pieza.




Un brazo de sonda montado en un transductor de detección se mueve a lo largo de una ruta circular o lineal ideal para adquirir datos sobre los movimientos de la sonda en relación con esta geometría. Después de completar la medición, el sistema filtra los datos para determinar los resultados. Si bien este es un ejemplo de una de las medidas básicas para soportar una variedad de procesos de manufactura, los usuarios a menudo realizan algunos pasos de manera incorrecta. Los errores son particularmente comunes al elegir qué valor de filtro usar.
Uso de valores de filtro incorrectos
Históricamente, el valor de filtro predeterminado para las mediciones de redondez ha sido 50 ondulaciones por revolución (UPR). Si bien este valor de filtro puede ser adecuado para muchos usos, no lo es para todos. Por fortuna, los nuevos estándares les permiten a los usuarios especificar una configuración de filtro directamente en el plano, con cualquier tolerancia de forma.



La elección correcta de la configuración del filtro debe basarse en la tarea de medición. El personal de ingeniería, manufactura y gestión de calidad es responsable de definir la configuración de los filtros relacionados con los requerimientos, registrar los estándares internos y prescribirlos para todos los proveedores internos y externos. La selección de filtros tiene una influencia significativa en la calidad de los resultados de la medición.
De manera realista, la medición de la forma es un proceso de medición de desviaciones. Tradicionalmente, especialistas calificados llevaban a cabo la tarea en laboratorios con aire acondicionado, pero hoy ocurre en el entorno de producción, donde a los empleados a menudo se les confía una amplia gama de tareas.
Los procedimientos para las mediciones de forma y rugosidad son esencialmente los mismos. En la medición de superficies, es común usar muchos puntos de muestra para representar toda la superficie. Luego, el usuario filtra estos puntos para obtener solo los datos que desea. Por ejemplo, al examinar la rugosidad de la superficie, el usuario conserva los datos de longitud de onda más corta para el análisis, mientras descarta los datos relacionados con la forma porque la información no es necesaria. Por el contrario, al medir la forma, el usuario descarta los datos de longitud de onda corta para medir los de longitud de onda larga que representan la forma.
Los filtros de medición de forma pueden resultar confusos. Por ejemplo, cuando se habla de la medición de la rugosidad de la superficie, la configuración del filtro se refiere a milímetros o pulgadas. Cuando el filtro se ajusta a 0.8 mm, generalmente se entiende que las desviaciones de la superficie de menos de 0.8 mm se consideran rugosidad de la superficie, mientras que los elementos mayores de 0.8 mm se consideran defectos de la superficie.
Sin embargo, los filtros de forma para las mediciones de redondez se especifican principalmente como un tamaño de ángulo y no como de longitud o distancia. Para hacer las cosas aún más confusas, las especificaciones no se dan directamente en grados, sino en una unidad llamada “ondas por revolución”, W/U u ondulaciones por revolución. Muchos usuarios eligen 50 UPR como valor estándar típico. Esto significa que la longitud del filtro es 1/50 de un círculo: 7.2 grados.
Considere el diámetro de la pieza de trabajo para la selección del filtro
Una longitud de arco de 50 UPR, que corresponde a 7.2 grados en la superficie de un objeto redondo, cambia con el diámetro (d) del objeto. Una fórmula simple para la circunferencia de un cilindro es π * d. Entonces, un cilindro de 4 mm de diámetro tendría una circunferencia de 12.57 mm y un valor de filtro de 7.2 grados recortaría una longitud de arco que mide 0.25 mm a lo largo de la superficie. Por otro lado, un cilindro de 20 mm de diámetro tendría una circunferencia de 62.83 mm y el valor de filtro de 7.2 grados correspondería a una longitud de arco de 1.26 mm.
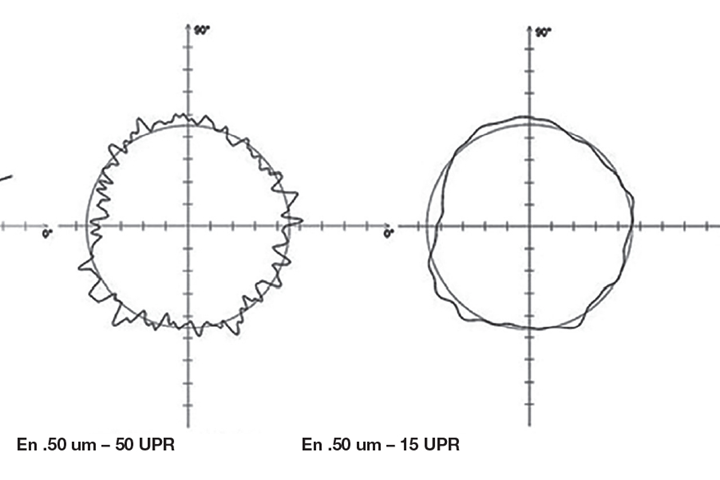
Figura 1. La selección del filtro tiene una influencia significativa en la calidad de los resultados de la medición.
Crédito: Mahr Inc.
Si el usuario mantiene la misma configuración de filtro 50-UPR en el dispositivo de medición para ambos cilindros, entonces la parte más grande calificará las desviaciones de la superficie cinco veces más grandes que los ejemplos de rugosidad de la superficie, en lugar de defectos.
A veces también ocurre lo contrario: si los técnicos de medición no comprenden que la configuración del filtro tiene una influencia significativa en lo que se descarta de los datos o se retiene para el análisis, pueden verse tentados a elegir una configuración diferente. Un valor diferente cambiará los resultados y dará lugar a uno que “se ve mejor”, pero no es necesariamente correcto para el tamaño del elemento de prueba. La conclusión señala que los usuarios deben configurar filtros correctamente para objetivos particulares.






Contenido relacionado

Medición de geometría: errores de baja frecuencia y más
Descubra cómo evitar errores comunes en medición de geometría. Conozca los factores que influyen en la falta de redondez y cómo abordarlos.
Leer Más
Fuente de los errores de alistamiento en la medición de forma
Explore los errores comunes en medición de forma, incluyendo errores de montaje y malentendidos sobre parámetros. Ideal para ingenieros en busca de datos precisos.
Leer Más
Medición precisa de la cuadratura con calibradores neumáticos
La inspección de la cuadratura afecta directamente el rendimiento en el ensamblaje de componentes, especialmente en rodamientos. Este artículo explora cómo se controlan estas medidas en entornos de manufactura.
Leer Más
Medidores de espesor: micrómetros y herramientas manuales
Descubra los pros y contras de los tipos de medidores para reconocer espesores, incluyendo micrómetros y herramientas manuales.
Leer MásLea a continuación

Cómo calibrar su calibrador o vernier digital
Si está interesado en calibrar sus propios medidores digitales, de dial o Vernier, aquí hay algunos pasos que debe seguir para asegurarse de que funcione sin problemas.
Leer Más
Cómo medir la rugosidad superficial en partes grandes
Conozca las técnicas avanzadas y herramientas diseñadas para medir la rugosidad en grandes partes, enfocándose en la repetibilidad y la precisión.
Leer Más
Medición: inteligencia artificial de un amplificador inteligente
Con amplificadores inteligentes que brindan capacidades de medición y configuraciones más sencillas, es más fácil que nunca comprender lo que está sucediendo en el proceso de manufactura en tiempo real.
Leer Más