Sandvik Coromant CoroBore 825 utiliza tecnología de amortiguación especial
Sandvik Coromant actualizó su herramienta de perforación fina CoroBore con la tecnología Silent Tools que incluye amortiguadores dimensionados específicamente para ajustarse a cada tamaño de adaptador.



La herramienta de perforación fina CoroBore 825 actualizada, de Sandvik Coromant, aplica la tecnología Silent Tools de la compañía, con amortiguadores dimensionados específicamente para ajustarse a cada tamaño de adaptador.
Se dice que esto eleva la seguridad del proceso donde se encuentran con



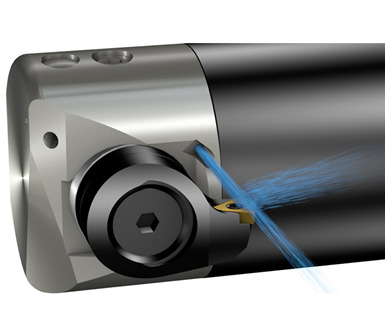
CoroBore 825, de Sandvik Coromant.
frecuencia problemas de vibración, como cuando se mecaniza con voladizos largos, y también para mejorar la productividad, ya que se pueden aumentar los datos de corte.
Entre las principales actualizaciones de la herramienta de última generación se encuentra el cambio del material del cabezal de mandrinado de acero a aluminio. Además, el cabezal se ha acortado para que el amortiguador se acerque al filo, lo que es beneficioso para la estabilidad del proceso.
“Los canales internos se utilizan para entregar refrigerante directamente al filo de corte, que es otro factor que contribuye a mejorar el acabado de la superficie, mayores tasas de penetración y una mayor seguridad del proceso”, dice Jenny Nilsson, gerente global de productos.
“La nueva generación de herramientas proporcionará un rendimiento y una estabilidad óptimos con un elemento de adaptación estándar en el lado de la máquina-herramienta, para unir la herramienta a un husillo cónico, HSK o Coromant Capto. Las extensiones adicionales reducirían la estabilidad y el rendimiento”.
Los soportes para insertos CoroTurn para las nuevas herramientas tienen ángulos de entrada de 92 a 95 grados. Este diseño aumenta la estabilidad debido a la reducción de la deflexión del ensamble de la herramienta, lo que permite acercarse al fondo de un agujero sin involucrar una mayor parte del filo, indica la compañía.
La línea CoroBore 825 está diseñada para todas las aplicaciones de mandrinado fino, cubriendo diámetros que varían entre 19 y 167 mm (0.748" y 6.575"), mientras que una nueva variedad de cartuchos se puede utilizar para aplicaciones de mandrinado posterior. Durante el mandrinado posterior, se ofrece el mismo flujo de refrigerante interno sobre filo de corte que en el mandrinado convencional.
Contenido relacionado
-
Recubrimientos PVD Primus Coating, de OSG Royco
Meximold: Primus Coating, de OSG Royco, provee servicios de recubrimiento PVD así como preparación de filo para herramientas de fresado, barrenado, machueleado, rimado y torneado.
-
¿Qué son las herramientas de fresado?: conceptos básicos y aplicaciones
El dominio de las herramientas de fresado y su uso en condiciones óptimas es crucial hoy en día debido al constante desarrollo de estas herramientas, los crecientes requerimientos de los clientes, los materiales avanzados empleados y la necesidad de incrementar la productividad y disminuir costos.
-
Consejos para optimizar el mecanizado del acero inoxidable
Explore técnicas avanzadas y estrategias de mecanizado para el acero inoxidable, incluyendo la selección de herramientas y el ajuste de los parámetros de corte.





