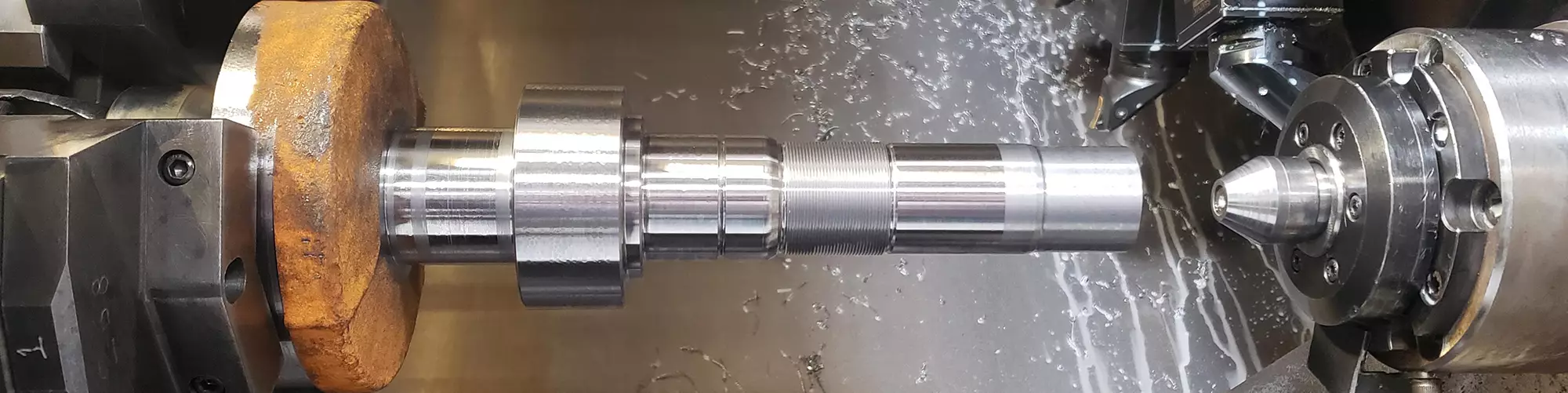


En la foto se aprecia la flecha en el centro de torneado, donde se hace el desbaste general del vástago. Luego del desbaste se realiza el acabado de la flecha con la herramienta Full Radius de Horn. La herramienta abre unos desahogos antes de hacer la cuerda. En este proceso se mejoró el rendimiento y la rapidez del proceso, de acuerdo con el ingeniero Alejandro Argüello. Para el maquinado del cuello de la flecha utilizan otra herramienta Horn de 5 mm. Anteriormente, tenían problemas de roturas de herramientas en el mecanizado de las costuras de la forja. El reemplazo de la herramienta les ayudó a tener más continuidad en el mecanizado de la pieza, además de trabajar a más velocidad con avances más rápidos.

El ingeniero Alejandro Argüello lidera la célula de manufactura donde se desarrolla y se hace el proyecto de la flecha. La célula trabaja con dos operadores por turno que realizan la producción de las flechas en dos tornos y un centro de mecanizado.

La revisión de cada flecha se realiza en este equipo Optoquick de Marposs, donde se inspeccionan las dimensiones de diámetro y run out para verificar que esté saliendo bien el mecanizado. Es un proceso que tarda menos de un minuto. El Optoquick es la última generación de herramientas flexibles de Marposs para realizar controles de elevada precisión en levas, manivelas, ejes de cambio y ejes de accionamiento. Este equipo les ayuda a los operadores a realizar controles de calidad rápidos y precisos, al tiempo que está situado directamente en el lado de las máquinas-herramienta, como en el caso de TREMEC.

En la foto se aprecia el cambio que sufre la flecha desde su llegada a la célula en forja hasta el producto final. TREMEC hace todo el diseño, el proceso de forja y la manufactura de cada flecha.

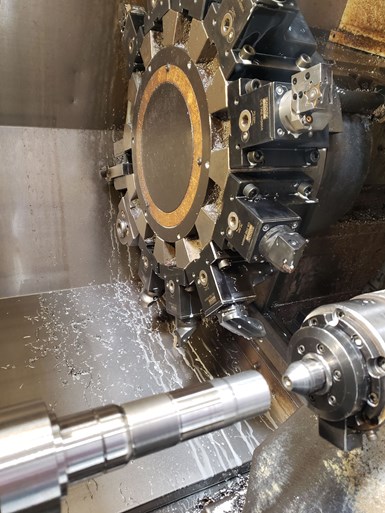
Este es el sistema de ranurado externo de 6 filos de corte útil con cartucho de Horn, utilizado en el proceso de mecanizado de las flechas de TREMEC. Con este nuevo inserto pudieron trabajar a mayores velocidades, además de que les ayudó mucho a controlar la rebaba, el desgaste de la herramienta y a tener más activa la máquina.
Compartir
Lea a continuación



TREMEC se reconoce porque utiliza un sistema de producción altamente automatizado en todas sus plantas de manufactura y ensamble, donde herramientas y técnicas de fabricación eficientes, combinadas con un entorno de producción flexible, transforman las materias primas en productos altamente sofisticados. La empresa produce transmisiones manuales, componentes especializados y otras tecnologías de transmisión.
Precisamente, la búsqueda constante por mejorar sus procesos de manufactura los llevó a buscar herramientas más eficientes y personalizadas para la producción de una de las flechas que fabrican en la planta 1 de Querétaro, donde se desarrollan los nuevos productos que TREMEC produce para los OEM de la industria automotriz.



Alejandro Argüello Macías, Ingeniero de Manufactura de una de las células de manufactura de la planta 1, estaba experimentando inconvenientes con las herramientas de corte para mecanizar una nueva flecha de acero especial con uno de sus clientes más importantes. Para el proyecto de manufactura de esa flecha, empezaron a utilizar herramientas estándares que ellos ya conocían.
“En su momento nos empezaron a dar problemas porque se rompían a cada rato. Entonces, empezamos a tener un alto consumo de herramientas en el desarrollo del producto. En una visita que hicimos a una exposición en León, Guanajuato, conocimos a Horn. Ahí vimos que vendían alta gama de insertos para ranurado y tronzado. Nos interesó mucho hacer pruebas con ellos. Nuestros productos normalmente siempre vienen de forja, entonces cuando llegaba la herramienta anterior teníamos una ruptura de la herramienta en lo que es la costura de la forja, y esto nos impedía tener un proceso continuo. Estábamos parando el proceso frecuentemente y teniendo un alto costo”, explica el ingeniero Alejandro Argüello.
Daniel Martínez, Ingeniero de Aplicaciones de Horn Herramientas México, les empezó a ayudar con el proceso mostrándoles y probándoles algunos insertos para ranurado que podían trabajar a alta velocidad con un menor desgaste de la herramienta.
“Además de que pudimos trabajar a mayores velocidades, nos ayudó mucho a controlar la rebaba, el desgaste de la herramienta, tener más activa la máquina y con eso logramos sacar adelante el proyecto y esto hizo que desplazáramos las herramientas que usábamos anteriormente”, afirma el ingeniero Argüello.
Anteriormente, utilizaban un inserto de 2 filos y ahora utilizan el inserto Full Radius de Horn, que cuenta con 6 puntas. “Este producto fue bastante exitoso con nosotros, ya que para el trabajo de esta parte el anterior inserto costaba prácticamente lo mismo y fue obvio que con el rendimiento que nos brindó el inserto de Horn la producción se fue hacia arriba, además de que la reducción del costo del maquinado de la pieza bajó y nos ayudó a mantener más activa la máquina”, refiere Alejandro Argüello.
El mecanizado de estas flechas lleva un desbaste y luego pasan al proceso con las herramientas de acabado. En esta zona de la flecha, donde hay cuerdas, ellos hacen los cuellos para la entrada y la salida. “En esta parte de los mecanizados de los cuellos es muy difícil poder encontrar algún producto que nos ayude a dar el desbaste y el acabado al mismo tiempo. Con los productos de Horn pudimos alcanzar ese punto de dar el desbaste y el acabado al mismo tiempo, teniendo contacto con las rebabas de la forja, principalmente en el mecanizado de este tipo de piezas”, explica Argüello.
Con el uso del inserto Full Radius de Horn se pudo bajar considerablemente el tiempo ciclo para el maquinado de la caja en la cara del engrane de la flecha: antes hacían el mismo proceso en 7 minutos y ahora lo hacen en 4 minutos, lo que significa una reducción de casi el 50% en el tiempo ciclo.
Flechas para autos de alta gama
Las flechas del proyecto en mención son producidas para autos de alta gama. Las forjas de las flechas son producidas en TREMEC, que son recibidas en bruto en la célula de manufactura a cargo del ingeniero Alejandro Argüello, como se aprecia en la foto. En la célula de manufactura conformada por dos tornos y un centro de mecanizado se le hace el proceso de careado, barrenado (en el medio de la flecha) y, finalmente, la parte del torneado. El proceso de careado la realizan en un centro de maquinado, que tarda 3 minutos y medio, y luego pasa al proceso de torneado en un torno Mori Seiki TNL 2000. Después viene la parte del trabajo de la caja, que es el desbaste y acabado que se realiza en otro torno.
Para el trabajo de la caja frontal, la caja interior y el interior del diámetro también utilizan insertos Horn, procesos que son realizados en un torno DMG MORI NLX 2500/700. Este último proceso lo realizan en 5 minutos. Prácticamente, el 50% de herramientas con que está herramentado el torno son Horn.
Todas estas herramientas con las que hacen estos procesos del trabajo de la cara, cuatro en total, son de Horn. Aquí se usa una herramienta especial de 2 filos de corte para poder llegar a mecanizar lo que es la caja interior. “Todas nuestras piezas son especiales para cada marca de vehículos. Hay herramientas que tienen que ser especiales también para salvaguardar la integridad del diseño de la parte. Entonces, se mandan a hacer herramientas especiales, en este caso hechas por Horn. Esta herramienta nos ayudó bastante porque también teníamos problemas con la rebaba y el tiempo ciclo, y con este tipo de herramientas logramos bajar bastante el tiempo”, afirma Argüello.
Una vez terminado el maquinado de la cara en el centro de torneado, continúa el rectificado, el marcado de la pieza y el empaque. También se hace revisión de cada pieza: dimensiones de diámetro y run out para ver que esté saliendo bien el maquinado, en un proceso que tarda menos de un minuto.
“Principalmente, yo me cambié con ellos porque con los otros proveedores nunca tuve una respuesta inmediata, rápida y eficaz. Antes de cambiarme a Horn, toqué el tema con otros proveedores y les pregunté: ¿cómo me puedes ayudar a resolver este problema?, y nunca me dieron una respuesta asertiva. En algunas ocasiones me dijeron: nosotros no podemos. Entonces, empezamos a buscar quién nos pudiera ayudar”, concluye el ingeniero Alejandro Argüello.
Herramientas usadas en el maquinado de las flechas
Para mejorar el tiempo de ciclo de las flechas, el control de viruta (que era el problema principal) y la vida útil de la herramienta (mejorando el costo por pieza), Horn asesoró a TREMEC para que usara estas herramientas:
Sistema de ranurado 229. Cuenta con dos filos de corte útiles, especial para ranuras internas, externas, frontales, de gran estabilidad en el corte por su diseño. Anchos de 2.5 mm a 10 mm, variedad de geometrías y grados para los diferentes materiales.
- R220.00C5.K1.IK – Portaherramientas. Estándar Capto 5, derecho, refrigeración interna, material acero.
- RAK220.3128.16.IK – Cartucho. Estándar derecho con refrigeración interna para ranurado externo, material acero
- S229.0600.L6 AS66 – Inserto. De carburo estándar de ranurado, geometría “L” con buen control de viruta en ranurado y torneado, ancho de 6 mm, radios de 0.4 mm; recubrimiento AlTiNi, velocidades de corte 140 – 220 m/min, avance 0.1 – 0.22 mm/rev.
Sistema de ranurado externo 64T – Sistema de ranurado externo de 6 filos de corte útiles con cartucho
- R220.00C5.K1.IK – Portaherramientas. Estándar Capto 5, derecho, refrigeración interna, material acero.
- RNK64T.0220.01.IK – Cartucho intercambiable estándar derecho con refrigeración interna para inserto 64T, acero.
- S64T.0160.08 EG55 – Inserto de carburo estándar para ranurado externo, 6 filos de corte efectivos, Full Radius 1.6mm; Tmax= 5 mm, Vc= 140-220 m/min; avance 0.02 – 0.12mm/rev.
Sistema de ranurado frontal especial 224 – Sistema de ranurado 224, hermano menor del sistema 229. Para ranurado externo, interno y frontal, gran estabilidad por su diseño, anchos desde 2 mm hasta 6 mm, diferentes geometrías y grados para los diferentes materiales.
- S224.0500.L4 AS66 – Inserto de carburo estándar de ranurado, geometría “L” con buen control de viruta en ranurado y torneado, ancho de 5 mm, radios de 0.2 mm, recubrimiento AlTiNi, y velocidades de corte 140 – 220 m/min, avance 0.1 – 0.22 mm/rev.






Contenido relacionado

Industria automotriz inicia 2023 con crecimiento en sus exportaciones
En enero de 2023 la exportación de vehículos ligeros aumentó 9.9 %, comparada con enero de 2022. Además, la producción creció 2.38 % en el mismo periodo.
Leer Más
Soluciones avanzadas de manufactura para componentes de precisión
Con cuatro nuevos centros de mecanizado de 5 ejes y dos células PH Cell Twin de DMG MORI, esta compañía refuerza su compromiso con la excelencia en la manufactura para sectores exigentes como el automotriz, médico y aeroespacial.
Leer Más
Kostal Electro Mobility abre su tercera planta en Querétaro
En la tercera planta de Kostal Electro Mobility en Querétaro se producirán componentes para atender el mercado de vehículos eléctricos.
Leer Más
Sungwoo Hitech invertirá 300 millones de dólares en Nuevo León
Sungwoo Hitech, empresa coreana del sector de autopartes, duplicará su inversión para expandir su planta en Nuevo León.
Leer MásLea a continuación

Por qué los talleres en México usan tornos tipo suizo
En México, el uso de tornos tipo suizo ha venido en crecimiento. Si bien empezó con aplicaciones dedicadas a la industria de la joyería y médica, ahora se utilizan para diversas aplicaciones en las industrias automotriz, electrónica, aeroespacial y de petróleo y gas.
Leer Más
Sistema de sujeción permite a un taller alcanzar las tolerancias requeridas
Este taller de Monterrey, dedicado a la manufactura de ejes para motorreductores, no conseguía alcanzar las tolerancias exigidas por su cliente. El uso de un collet chuck le permitió lograr las dimensiones requeridas y reducir los tiempos del proceso en 54 %.
Leer Más
La tecnología: recurso primordial para ser proveedor de la industria aeroespacial en México
Indumet Aerospace es una de las empresas pioneras en México como Tier 1 de la industria aeroespacial. La inversión en la última tecnología para el mecanizado en 5 ejes ha sido una de las claves del éxito que la ha llevado a ser proveedora de reconocidos OEM.
Leer Más