Estandarización hace que el mecanizado desatendido sea predecible y confiable
Los parámetros estandarizados para combinaciones específicas de material y herramienta de corte le ayudan a este especialista en fresado duro a manejar una carga de trabajo de gran variedad con mínima mano de obra.

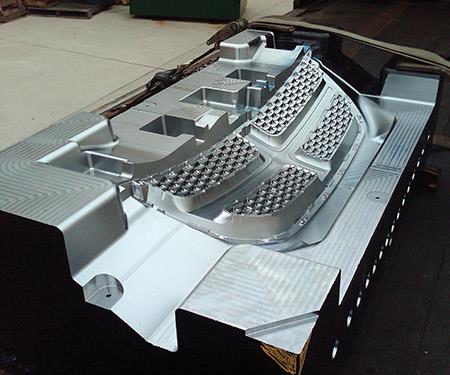
Para HMS, los parámetros estandarizados de herramientas de corte ayudan a facilitar un proceso estandarizado y confiable, esencial para la producción desatendida. La confiabilidad y predictibilidad son particularmente importantes para trabajos difíciles como este molde para una grilla de automóvil P20, la cual, dice Corey Greenwald de HMS, estaba entre las primeras partes de un cliente que serían fresadas completamente en lugar de ser mecanizadas por electroerosionado. En total, esta geometría requirió más de 300 horas de mecanizado desatendido e ininterrumpido.

El husillo de 20,000 rpm en el Makino V77 del taller entra a trabajar en un detalle para herramental en acero 4140 pre-endurecido (28-32 HRC), que crea espuma usada en un proceso de fundición con arena. Los alistamientos de HMS generalmente incluyen múltiples partes, todas con diferentes geometrías, durezas y especificaciones superficiales, en la misma mesa.

Corey Greenwald, presidente y fundador de Hard Milling Solutions, demuestra una plantilla. Él dice que el uso completo de la base de datos del software CAM del taller se ha pagado con mayor confiabilidad y predictibilidad, las dos siendo críticas para las operaciones desatendidas.

Es importante que los parámetros continúen mejorando, y las formas de punzón, como esta, brindan una oportunidad ideal para experimentar. Cuando estas partes se desgastan son enviadas a HMS para refrentar, pero generalmente no se especifica una longitud. Así se da un espacio para el error en el trabajo, que los programadores pueden aprovechar para presionar los límites del sistema con poco riesgo de dañar la parte.

Julian Becker, un técnico de alistamiento temporal, quien espera aprender pronto de programación, escoge las herramientas de la amplia selección de carburos de HMS. En lugar de usar la misma combinación de herramienta/portaherramienta para diferentes trabajos, los programadores de HMS usan el software CAM-Tool para determinar cuán corto puede dejarse un cortador sin que presente interferencias, y luego cargar la máquina acordemente para cada trabajo en la mesa.

Los programadores como Ryan Mihelcich confían en las realimentaciones por video y las alertas automáticas por email/texto de todas las máquinas, sea que ellos estén en el taller o no.

Otros recursos críticos para la operación sin luces y comunes a todas las máquinas en el taller incluyen sondas láser para herramientas como esta, sondas de indicación y capacidad de monitoreo de la carga del husillo.

La última máquina de HMS, la cual fue puesta en producción recientemente, también es la más grande: un VMC F-9 de Makino (aquí, el señor Greenwald habla con Jerry Hill de Prime Technical Services, quien estaba ahí para poner en servicio la sonda láser de herramientas Blum). En estos días la compañía en crecimiento no sólo busca partes más grandes sino también un espacio más grande. Greenwald dice que está en planeando mudarse a unas nuevas instalaciones.



Cuando Corey Greenwald llega al trabajo cualquier mañana hay buenas probabilidades de que todas las ocho máquinas de fresado en el taller hayan operado, por lo menos, un turno completo. De hecho, no es poco común en Hard Milling Solutions (HMS), la compañía que él fundó en 2004, que una máquina opere sin interrupción durante días. Más aún, HMS no es de ninguna forma una operación de producción. De hecho, gran parte de los trabajos en este taller de 4,100 metros cuadrados en el área de Detroit es de trabajos únicos. “Nuestra meta es asegurarnos de que el único tiempo que las máquinas no estén operando es cuando las estamos alistando o añadiendo programas”, dice el señor Greenwald.
Mantener los husillos girando sin supervisión tiene tanto que ver con la mentalidad como con el proceso o la tecnología, indica él. Más específicamente, el factor diferenciador de HMS ha sido la voluntad de subordinar los instintos individuales a las mejores prácticas del taller basadas en desempeños históricos y probados del mecanizado.



Estas mejores prácticas están codificadas en una base de datos del software CAM para las velocidades, avances, pasos y reducciones más efectivos para mecanizar materiales específicos con herramientas de corte específicas e inventariadas. La estandarización de estos parámetros no sólo reduce el trabajo de los programadores sino que asegura que ellos saquen total ventaja de la experiencia ganada en incontables trabajos en el pasado –experiencia que ahora pertenece a la organización como un todo, incluido el personal recientemente contratado, en lugar de estar encerrada en las cabezas de individuos específicos–.
Entre más trabajos toma el taller, más refina estos parámetros, asegurando así que las lecciones aprendidas proporcionen una base potencial para aún mayores eficiencias en el futuro. Más recientemente, el taller ha combinado múltiples entradas de bases de datos en plantillas que estandarizan y automatizan hasta el 80 por ciento de la programación para ciertas partes. “Las bases de datos y las plantillas dicen bastante sobre quiénes somos como compañía”, dice Greenwald.
“Nuestra meta principal con este sistema es asegurar que todos los programadores corten de la misma forma, y obtengan los mismos resultados. Queremos que las necesidades del cliente dicten lo que sale de esta compañía, no la experiencia y la habilidad de cualquier individuo”.
Caos controlado en la mezcla de trabajos del taller
Greenwald dice que él ha tenido este sistema siempre en mente desde que fundó HMS hace 12 años con una sola máquina herramienta: una Makino V56 que él dice que aún es tan confiable como siempre. Entre otras características, la rigidez de esta máquina, su precisión volumétrica, y un husillo enfriado internamente de 20,000 rpm habrían demostrado ser esenciales para satisfacer el nicho escogido por la compañía: el fresado de precisión de materiales que oscilan alrededor de los 60 en la escala de dureza Rockwell.
De igual forma, los patrones de herramientas del software CAM que mantienen la carga de viruta constante serían críticos para satisfacer las necesidades del fresado duro. Sin embargo, Greenwald también escogió el sistema CAM-Tool de CGS North America por otra razón: el soporte del software para una biblioteca de herramientas digital. Aunque él dice que esta característica no era tan común entre las ofertas CAM en ese tiempo, él sabía que sería esencial para popularizar rápidamente partes de programas con ensambles de herramienta de corte-portaherramienta, definidos geométricamente y con sus parámetros asociados.
Esa capacidad, en cambio, ayudaría a controlar el caos de la mezcla de trabajos que provenía generalmente de los fabricantes de herramental, particularmente fabricantes de moldes para inyección de plásticos que buscan capacidad para limitar el pulido y el centrado que son tan intensos en mano de obra. A medida que esa capacidad se amplió, lo hizo también la base de clientes del taller, haciendo cada vez mayor el reto y cada vez más importante encontrar el “tesoro” de los parámetros de mejores prácticas, dice Greenwald.
Hoy, HMS es la casa de siete VMC Makino (cuatro modelos serie V, incluido el original V56, y tres modelos serie F), así como un VMC YCM NTV158B. En un momento dado, la mesa de cualquiera de estas máquinas probablemente se llenará con partes vastamente diferentes, programadas para operar en secuencia durante la noche, cada una con su propio juego de patrones de herramienta y sus propias especificaciones de precisión y acabado superficial. Además de los componentes para moldes, este alistamiento probablemente incluye varias matrices, punzones y partes discretas, quizás incluyendo trabajo en metales más suaves como aluminio o latón.
Si cada programador escoge e introduce manualmente los parámetros para el alistamiento completo, se tomaría demasiado tiempo e invitaría a niveles inaceptables de variación, comenta Greenwald. En los cambios, los programadores enfocan su atención en seleccionar los cortadores correctos y la estrategia de patrón de herramientas para el trabajo.
La mayoría de herramientas están asociadas con múltiples entradas de bases de datos, donde cada una cuenta para una longitud saliente específica de un portaherramientas específico, explica él. Cada entrada, en cambio, contiene parámetros de corte de las mejores prácticas para lograr “clases” de acabado superficial (“fino”, “súper fino”) en cada material que el taller haya mecanizado con ese ensamble de herramientas en particular. Al seleccionar el ensamble de herramienta y la clase de acabado se carga automáticamente el programa con los datos de corte asociados.
Con los trabajos que se prestan para una plantilla, los programadores pueden ahorrar aún más tiempo importando múltiples herramientas al tiempo. Generalmente, las plantillas no pueden automatizar la programación de un trabajo completo, pero ciertamente ofrecen un buen comienzo, dice Greenwald.
Para explicarlo, él cita el ejemplo de dos insertos de núcleo diferentes para un molde P20. Mientras que los núcleos sean lo suficientemente similares en tamaño, buenas porciones de sus respectivas rutinas de mecanizado y de la selección de la herramienta de corte probablemente serán idénticas, aún si sus geometrías difieren marcadamente. En este caso, ambos programas probablemente involucren mecanizado remanente en el nivel Z con una serie de fresas escariadoras de nariz esférica cada vez más pequeñas. Mientras que la base de datos automatiza la selección de los parámetros de cada herramienta individualmente, una plantilla hace lo mismo para el lote completo. Más aún, el programador no tiene que preocuparse por escoger las herramientas correctas en primer lugar.
Lo mejor de todo es que esta estrategia no requirió de una nueva tecnología que rompa esquemas (o lleve a la bancarrota), dice Greenwald. Aunque cualquiera que espere instituir un sistema similar probablemente no llevaría a cabo la misma estrategia de HMS paso a paso, sin embargo, algunas de las lecciones que aprendió el taller probablemente sean universales. Primero, esta estrategia necesita un compromiso significativo de tiempo.
Segundo, debería haber un proceso en sitio – un sistema – para reducir la selección de parámetros. Tercero, no todos los datos se crean igual; es decir, unos parámetros específicos pueden diferir según las capacidades y prioridades del taller. Finalmente, es importante asegurarse de que los parámetros escogidos continúen mejorándose en lugar de convertirse en una camisa de fuerza que limite la productividad. A continuación se muestra brevemente cada una de estas lecciones.
Estandarizar parámetros de corte
Para HMS el proceso comenzó con la definición geométrica de todas las herramientas de corte y los portaherramientas que tenían en inventario, iniciando por aquellas que se usaban más a menudo. Hoy, la amplia disponibilidad de datos geométricos de los proveedores hace esta tarea mucho más fácil, dice Greenwald. Sin embargo, poblar la biblioteca fue sólo el primer paso. Luego de asegurarse de que todos los ensambles de herramienta estuvieran representados con precisión en los programas de parte, el taller alistó el registro de avances, velocidades, pasos y reducciones para todas y cada una de las operaciones en todas y cada una de las máquinas.
Esto puede parecer tedioso, pero Greenwald dice que probablemente es la única forma de determinar qué funciona y qué no –es decir, establecer una línea base para determinar las cifras más efectivas para una combinación dada de cortador / sujetador / material–.
Para HMS, establecer esa línea base fue una simple cuestión de comparar el desempeño de un ensamble de herramienta específico en dos trabajos diferentes que involucraran el mismo material, luego estandarizar el conjunto de parámetros más efectivo hasta que pudiera encontrarse un mejor “punto ideal”.
“La meta principal es tenerlos a todos cortando de la misma forma, y usted tiene que comenzar en algún punto”, afirma Greenwald. “La estandarización expondrá sus debilidades, pero luego usted puede ajustarse de acuerdo con las circunstancias”.
Fórmula para determinar la tasa de avance de la herramienta
El taller tiene un sistema para encontrar los mejores parámetros, uno originado en décadas de prácticas de mecanizado ampliamente aceptadas en la industria. “Nosotros no tomamos los parámetros de un sombrero simplemente y partimos de ahí”, dice Greenwald. “Hay cierta ciencia para conseguirlo”.
En el taller, las máquinas y las personas tienden a comunicar información en el lenguaje de tasas de avance y velocidades de husillo. Sin embargo, estas cifras por sí mismas no expresan mucho sobre lo que está pasando realmente en el filo de corte, explica. Así, llegar a un número específico de rotaciones por minuto o pulgadas por minuto nunca es una meta de por sí. En cambio, los programadores de HMS se enfocan en la velocidad superficial y la carga de viruta.
Expresada normalmente en pies superficiales por minuto (sfm), la velocidad superficial es una medida de cuán rápido se mueve un filo de corte individual a través del material. Demasiado rápido y el filo se desgasta rápidamente y se vuelve romo. La carga de viruta es una medida de la fuerza en ese filo de corte –es decir, cuánto “muerde” ese filo en cada pasada–. Demasiada fuerza y el filo comienza a escamarse y romperse.
Los proveedores de la industria han documentado ampliamente las velocidades de superficie mínima y máxima para tipos particulares de herramientas de corte en materiales particulares (generalmente, entre más duro el material, menor la velocidad superficial recomendada). Estas cifras extensamente disponibles han dado históricamente un buen punto de inicio para los programadores de HMS, sea que la meta sea rediseñar estrategias existentes o identificar parámetros para combinaciones completamente nuevas de cortador/material, dice Greenwald.
Como se demuestra con la fórmula sfm = diámetro de corte efectivo x [rpm/3.82], la velocidad superficial depende tanto de la velocidad del husillo (rpm) como del diámetro del cortador, teniendo en cuenta que con un cortador más pequeño se requieren más rotaciones por minuto para lograr la misma velocidad superficial que en uno más grande. Determinar la velocidad de husillo requerida para lograr una velocidad superficial específica es una simple cuestión de ingresar el número objetivo y el diámetro del cortador en la fórmula.
El taller emplea un método similar para determinar la carga de viruta. Es decir, los programadores usan una fórmula para determinar la tasa de avance (ipm) requerida para lograr una carga de viruta inicial objetivo a una velocidad superficial específica (carga de viruta = ipm/[rpm x número de flautas]). Así, la carga de viruta puede ajustarse a la necesidad hasta que se alcance un balance aceptable entre eficiencia y confiabilidad. Teniendo las velocidades y avances, todo lo que resta es determinar los pasos y reducciones requeridas para lograr varios niveles de acabado superficial.
Los datos reflejan el taller
El señor Greenwald es entendiblemente renuente a compartir los parámetros que reflejan años de experiencia y cuidado en experimentación y recolección de datos. Dicho esto, ellos reflejan años de experiencia en un taller particular, con un conjunto de equipos particular. Así, aun cuando puede ganarse mucho al examinar las cifras del taller, no cualquiera podría hacer una copia fiel de HMS. Inherentes a los datos de mejores prácticas del taller está cierto conjunto de asunciones, como el uso de husillos de alta velocidad, enfriados internamente, de acción directa; patrones de herramienta con carga de viruta constante; ciertas geometrías y revestimientos de las herramientas; y personal de alistamiento competente. Si HMS tuviera unos ajustes diferentes, sus parámetros de mejores prácticas podrían también ser diferentes.
Los parámetros escogidos por el taller también reflejan sus prioridades. Por ejemplo, el fuerte enfoque en el mecanizado desatendido hace que la confiabilidad y predictibilidad general del proceso sea más importante que la eficiencia en bruto de cualquier rutina individual de mecanizado. Como resultado, la mayoría de cifras tienden a ser conservadoras. “Si una máquina termina simplemente haciendo nada en algún punto durante la noche porque una herramienta se rompió, ¿quién cuida lo rápido que corta?”, pregunta Greenwald. “Nuestra primera meta es mantenerla operando, para asegurarnos de que no parará hasta que el trabajo esté hecho”.
La necesidad de predictibilidad y confiabilidad también explica por qué el taller ha estandarizado en gran medida en los Makino serie F y serie V, a pesar del hecho que algunos trabajos no requieren toda la capacidad de estas máquinas. Esta incongruencia puede parecer menos que óptima, pero tiene sentido para HMS. En la mayoría de casos, cualquier trabajo que pasa a través de la puerta, desde un inserto para molde CPM-M4 de 65HRC hasta una fundición para matriz de aluminio, puede ser dirigido a cualquiera de estas máquinas con resultados predecibles idénticos, explica Greenwald. Si la fundición de matriz de aluminio no requiere la misma rigidez y precisión que el inserto de molde, unos parámetros más agresivos pueden asegurar que la parte se termine más rápido de lo que se tendría en una máquina de menor capacidad.
Manufactura con luces apagadas
HMS no tiene lo que usualmente se llaman operadores de máquina. De hecho, el taller puede ser un lugar solitario incluso durante el único turno con personal, cuando los programadores que no están alistando partes confían en la realimentación por video y en las alertas automáticas para mantenerse al tanto de lo que está pasando en sus estaciones de trabajo.
Una lección de este enfoque es que una operación realmente comprometida “sin luces” – es decir, una que realmente pueda eliminar la necesidad de ajustes durante el corte– genera ahorros no solamente en mano de obra sino que es un catalizador inherente para la mejora continua.
“La operación sin luces real regresa el lazo de realimentación al programador”, dice Greenwald, explicando que toda la información crítica de la máquina va directamente al programador, quien puede asegurar cualquier cambio necesario en el proceso.
La lección aquí no es solo que las bases de datos pueden ayudar a sacar ventaja de esta realimentación. HMS también prioriza asegurar que el lazo no se detenga después de decidir unos parámetros estandarizados para una combinación dada de herramienta/material. La última cosa que Greenwald dice querer es una operación estática que se contente con fijar un conjunto de parámetros en la base de datos sin volver a mirarlos, sin considerar siquiera cómo una herramienta de corte completamente diferente, o pequeños ajustes a la velocidad superficial o carga de viruta, pueden afectar el mecanizado de un material en particular.
De hecho, los programadores de HMS son motivados activamente a hacer ajustes por su cuenta durante sus turnos e incluso a hacerlo así, de forma agresiva, particularmente en trabajos de bajo riesgo. “Si usted está en un ambiente donde es inaceptable estar demasiado cerca al filo y fallar de vez en cuando, usted nunca va a mejorar”, dice él. Un sistema de bonos basado en los resultados individuales provee un incentivo extra para buscar nuevas eficiencias, añade él. Cualquier ajuste nuevo se discute en un grupo que les permite a todos plantear preguntas y dar sus aportes antes de que Greenwald decida estandarizar el cambio.
Un equipo con caballos de potencia
Greenwald dice que cualquier taller con un software CAM adecuado puede potencialmente instituir un sistema similar, y él asume que muchos ya lo han hecho. Sin embargo, él también cree que HMS tiene una ventaja que es difícil de copiar, particularmente cuando se trata de asegurar parámetros para la mejora continua: un equipo serio y dedicado. “Hay mulas y también hay sementales, y mi gente son todos sementales”, dice él. “Ellos no sólo esperan el reloj para pasar la jornada. Ellos siempre están empujando, siempre tratando de aprender más y hacer mejor la compañía”.
Esta clase de actitud no es la única prioridad de Greenwald cuando se trata de contratar nuevos empleados. Él también valora una mente abierta, prefiriendo mecánicos neófitos con talento en bruto a veteranos con experiencia, quienes pueden ser demasiado firmes en sus formas de pensar. En gran medida, gracias a una alianza con el Centro de Ingeniería y Tecnología Romeo, una escuela superior local dedicada a la educación técnica, ha encontrado justo ese tipo de personas en muchas ocasiones. De hecho, siete de los nueve empleados del taller tienen menos de 30 años.
Habiendo llegado a HMS relativamente libres de ideas preconcebidas, estos empleados entienden la importancia de la consistencia operacional, de dejar que las prácticas adoptadas por el taller guíen sus acciones para eliminar la variación que naturalmente resulta cuando los individuos hacen las cosas a su manera. Sin este entendimiento, estandarizar los parámetros de corte de mejores prácticas sería mucho más difícil, dice Greenwald.
Nada de esto es para sugerir que la experiencia en el mecanizado no sea valiosa. Por el contrario, es esencial, indica él. Y ahí yace otro beneficio del sistema de parámetros: ayuda a acelerar el aprendizaje.
“Es mucho más fácil transferir conocimiento cuando gran parte de los conceptos de los que usted está hablando están incorporados en una plantilla de fácil acceso”, explica él. “Y cuando usted está ocupado, esa plantilla puede ayudarle a cualquiera a ser productivo, sin importar su experiencia”.








Contenido relacionado

El desafío de mecanizar titanio: factores claves
Explore las complejidades del mecanizado de titanio, desde la conductividad térmica hasta la relevancia del torque y velocidad del husillo.
Leer Más
De moldes de inyección de aluminio a la industria aeroespacial
En el mundo de la fabricación de moldes de inyección de metal, donde la precisión y la calidad son cruciales, cada paso del proceso es definitivo para garantizar el éxito del producto final. Este es el caso de MFP Moldes, que ha reorganizado sus procesos de mecanizado para expandir sus mercados y convertirse en proveedor de la industria aeroespacial.
Leer Más
Sistema de recubrimiento de cilindros CBC: innovación en alta producción
Conozca el sistema CBC, una solución integrada para recubrimiento, mecanizado e inspección de cilindros. Innovación para aplicaciones de alta producción.
Leer Más
Industria 4.0 en el mecanizado de implantes médicos
Conozca cómo LINK, fabricante de implantes médicos, utiliza soluciones de mecanizado y automatización de DMG MORI para una producción desatendida, eficiente y de calidad.
Leer MásLea a continuación

Cinco artículos sobre operaciones desatendidas o con “luces apagadas”
Con decenas de talleres forzados a reducir operaciones o trabajar por turnos, resulta oportuno releer estos artículos sobre cómo pasar a un modelo operativo automatizado y desatendido.
Leer Más
Cuando el mecanizado desatendido no deja cabos sueltos
Este taller se esfuerza por garantizar que cada parte cruce su patrón con un robot, cobot o cambiador de pallets.
Leer Más
Los efectos desatendidos de la automatización en un taller de mecanizado CNC
El mecanizado automatizado y la recolección de datos han ayudado a Custom Tool no solo a hacer crecer su negocio mediante más producción desatendida, sino también a establecer un pensamiento de mejora continua que le ha permitido ser más eficiente en numerosas áreas.
Leer Más