Compartir
Lea a continuación



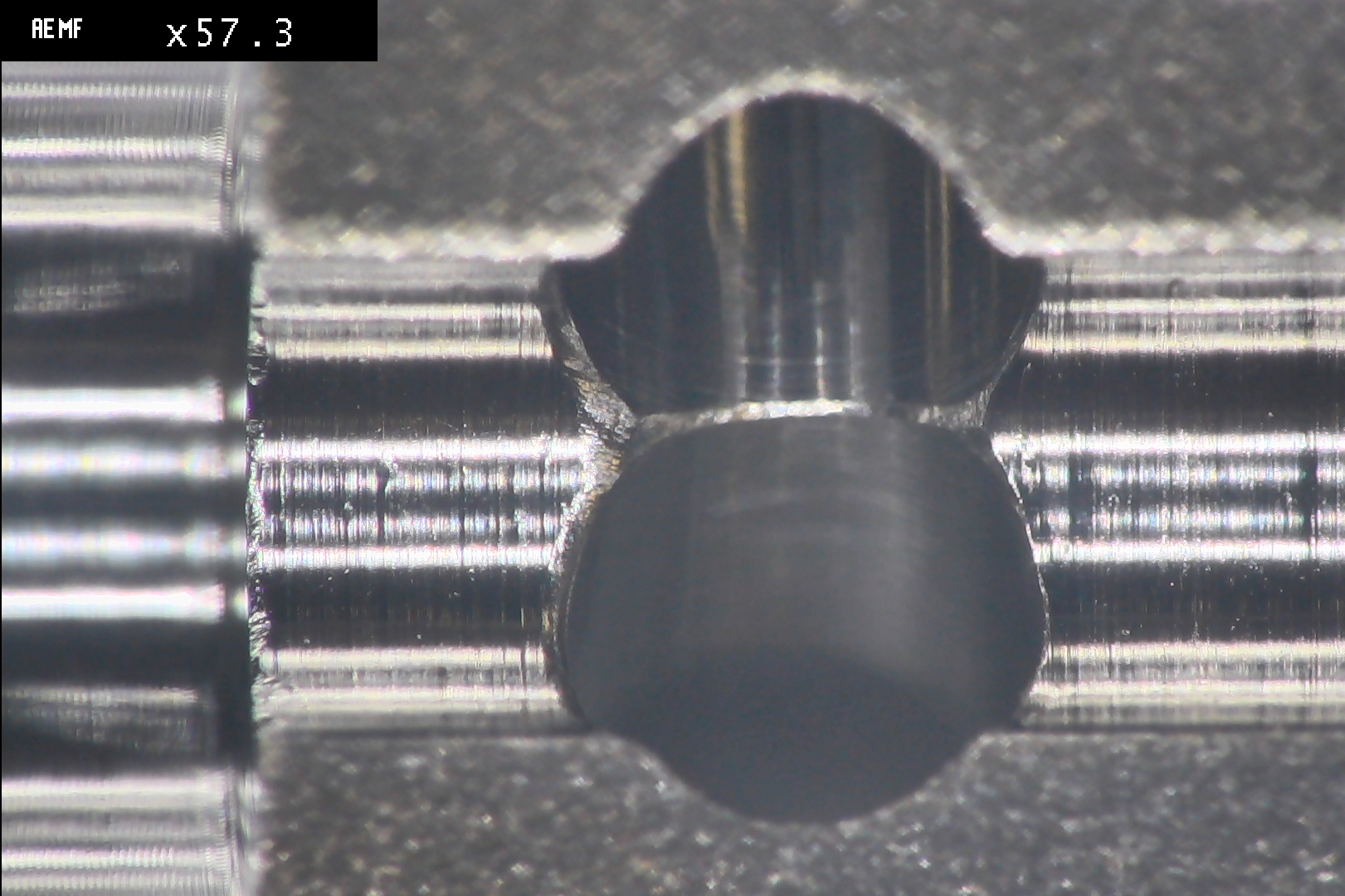
La Orbitool, de J.W. Done, que utiliza un disco para proteger las partes correctamente acabadas de los agujeros de perforación, se desprende de la pared en la intersección entre los agujeros para permitir que la cortadora proceda al desbarbado selectivo.
Los agujeros transversales han sido, durante mucho tiempo, el talón de Aquiles de los fabricantes de productos sustractivos. Como escribió una vez el editor emérito Chris Koepfer, de Production Machining, “a pesar de los mejores esfuerzos de los operadores y programadores, las rebabas son prácticamente imposibles de eliminar cuando los agujeros cruzados se intersectan”. En muchos casos, los talleres deben adoptar un enfoque “tan bueno como sea posible” con las piezas que presentan agujeros cruzados para evitar tiempos de ciclo demasiado largos que pongan en riesgo la confianza del cliente.
Beneficios de Paramount
Paramount Machine, un taller de Salt Lake City, Utah, está familiarizado con este dilema. Durante un trabajo con 2,000 piezas que incluían agujeros perforados en cruz para una aplicación aeroespacial comercial, descubrieron que la producción de las piezas requería 185 horas de tiempo de máquina, con 120 horas adicionales en la sala de residuos de objetos extraños (FOD) para desbarbar las piezas.



El tiempo del proceso de desbarbado puso en peligro la capacidad de Paramount para cumplir sus plazos de entrega con el cliente y, lo que es peor, la dificultad de desbarbar con éxito estas piezas con perforaciones cruzadas provocó rechazos por parte del cliente debido a las rebabas restantes o al desbarbado desigual. Si bien Paramount mejoró su proceso con respecto a los primeros trabajos, el taller quería mejorar su proceso.
El uso de Orbitool aumentó los tiempos de ciclo en la máquina en 45 segundos por pieza, pero redujo el tiempo requerido en la sala de FOD en unos tres minutos por pieza. El taller se ahorró unas 75 horas de trabajo en una tirada de 2,000 piezas.
En un giro de ironía, los operarios de Paramount Machine Eric van Orden y Luis Rivas encontraron un anuncio de Orbitool, de J.W. Done, en Modern Machine Shop. La pareja investigó sobre Orbitool y decidió ponerse en contacto con J.W. Done.
Después de explicar que la pieza que Paramount estaba produciendo tenía cuatro agujeros transversales con diámetros de 0.120 pulgadas que intersectaban un agujero pasante con un diámetro de 0.125 pulgadas en aleación de níquel cobalto L605, con una tolerancia total de 0.0004 pulgadas, Orbitool hizo una recomendación de herramental: el cortador hemisférico doble P/N 14000D Orbitool 3/32 y el cortador hemisférico simple P/N 14000 Orbitool 3/32.
Quitando solo la rebaba
J.W. Done dice que Orbitool funciona como una herramienta de corte convencional, montada en el portaherramientas de un torno o centro de mecanizado. Lo que hace única a Orbitool es su capacidad de realizar el desbarbado en proceso de los agujeros perforados en cruz utilizando el cortador de forma semiesférica en el extremo de un eje flexible.

Luis Rivas fue uno de los operadores de Paramount que descubrió Orbitool en un ejemplar de la revista Modern Machine Shop. Creó la rutina de trayectorias de herramientas de Orbitool, lo que supuso un ahorro neto de 75 horas para un trabajo aeroespacial de 2,000 piezas.
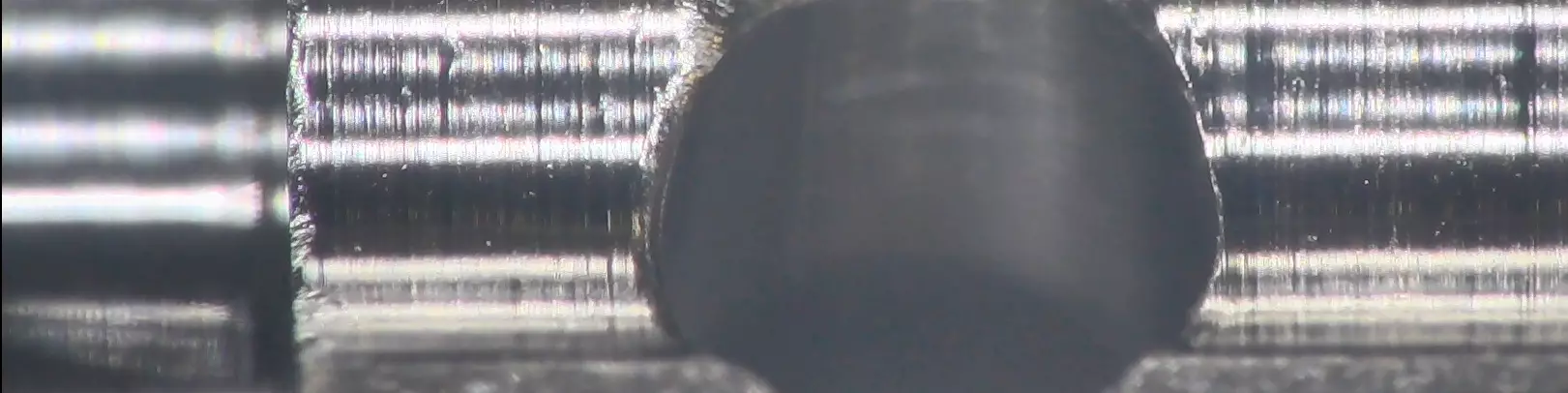
Tras insertar la herramienta de desbarbado Orbitool en un orificio transversal, el usuario mueve la herramienta hasta que el disco entra en contacto con la pared del orificio. Una vez que el disco ha hecho contacto y el usuario ha inclinado el eje lo suficiente como para que el eje de la herramienta alcance el diámetro de interpolación, el usuario gira la herramienta y la introduce más en el agujero mediante una rutina de interpolación helicoidal. El disco acoplado es ligeramente más grande que la fresa para evitar que la superficie abrasiva de la fresa entre en contacto con las paredes del agujero hasta que la herramienta llegue a la rebaba.
Cuando la herramienta llega a la intersección entre los agujeros, el disco se aleja de la pared y da a la fresa acceso a la rebaba. Como el disco traza el contorno de la intersección entre agujeros, la fresa solo afecta las zonas con rebabas. Paramount añade que el eje flexible permite que la herramienta de desbarbado permanezca en contacto con características de forma irregular.
Beneficios del corte limpio
Con las estrategias de Orbitool recomendadas por J.W. Done, Luis Rivas creó una rutina de trayectoria de herramientas. Utilizó un visor de 40 aumentos para realizar pequeños retoques y ajustes en la trayectoria de la herramienta, hasta que el proceso de producción inicial produjo una reducción significativa de las rebabas. Le llevó las piezas a Martín Loera, experto en desbarbado del taller, quien estuvo de acuerdo en que el uso de la Orbitool y la trayectoria de la herramienta de Rivas simplificarían el desbarbado. En lugar de realizar un desbarbado completo como proceso secundario, Loera solo tendría que confirmar las roturas de los bordes y realizar una pequeña cantidad de desbarbado externo.
Los cambios aumentaron los tiempos de ciclo en la máquina en 45 segundos por pieza, pero redujeron el tiempo necesario en la sala de FOD en unos tres minutos por pieza. En toda la tirada de 2,000 piezas, esta reducción de 2.25 minutos ahorró unas 75 horas de tiempo de proceso total.






Contenido relacionado

Transición hacia el mecanizado CNC tipo suizo
La implementación de máquinas CNC tipo suizo, en Deking Screw Products, trajo un método de producción nuevo y altamente eficiente para el negocio. Pero también requirió aprender las diferencias inherentes al mecanizado tipo suizo y un cambio de mentalidad para los líderes de la empresa.
Leer Más
Castle Metals abre nuevas instalaciones en Querétaro
Con una extensión de 60,000 pies cuadrados, la nueva ubicación de Castle Metals en Querétaro tiene el objetivo de atender mejor a sus clientes.
Leer Más
Makino coloca la primera piedra de su Centro Tecnológico de Innovación en Querétaro
Innovación, tecnología y sostenibilidad impulsan el crecimiento de Makino en México: la empresa japonesa refuerza su compromiso con el nearshoring y la industria manufacturera de alta precisión.
Leer Más
10 consejos para el fresado de titanio
Unas consideraciones simples de proceso pueden incrementar su productividad en el fresado de aleaciones de titanio.
Leer MásLea a continuación

La tecnología: recurso primordial para ser proveedor de la industria aeroespacial en México
Indumet Aerospace es una de las empresas pioneras en México como Tier 1 de la industria aeroespacial. La inversión en la última tecnología para el mecanizado en 5 ejes ha sido una de las claves del éxito que la ha llevado a ser proveedora de reconocidos OEM.
Leer Más
10 tendencias que se están tomando los talleres metalmecánicos mexicanos
Modern Machine Shop México resume las tendencias y tecnologías a observar por parte de los talleres de mecanizados en México.
Leer Más
Sistema de sujeción permite a un taller alcanzar las tolerancias requeridas
Este taller de Monterrey, dedicado a la manufactura de ejes para motorreductores, no conseguía alcanzar las tolerancias exigidas por su cliente. El uso de un collet chuck le permitió lograr las dimensiones requeridas y reducir los tiempos del proceso en 54 %.
Leer Más