Impacto del refrigerante en el fresado frontal de aluminio
Las pruebas muestran que entender la interacción entre la velocidad de corte, el desgaste de la herramienta y la potencia de corte puede llevar a una evaluación más sustentada de los fluidos metalmecánicos y a un mecanizado más predecible.


Un cortador de cartucho Tedimill de 6 pulgadas, de Ingersoll Cutting Tools, planea un múltiple de aluminio (imagen cortesía de Ingersoll Cutting Tools)

Los dos fluidos principales probados fueron el F1E (izquierda), una macro-emulsión con una apariencia blanca opaca, y el M70, una micro-emulsión con una apariencia traslúcida, debida a las gotas de menor diámetro de aceite suspendido. El último fluido superó al primero (imagen cortesía de Quaker Chemical Corp.)

La herramienta usada en la prueba fue una fresa de planear de 3 pulgadas de diámetro con ocho insertos de Kennametal (imagen cortesía de Kennametal).
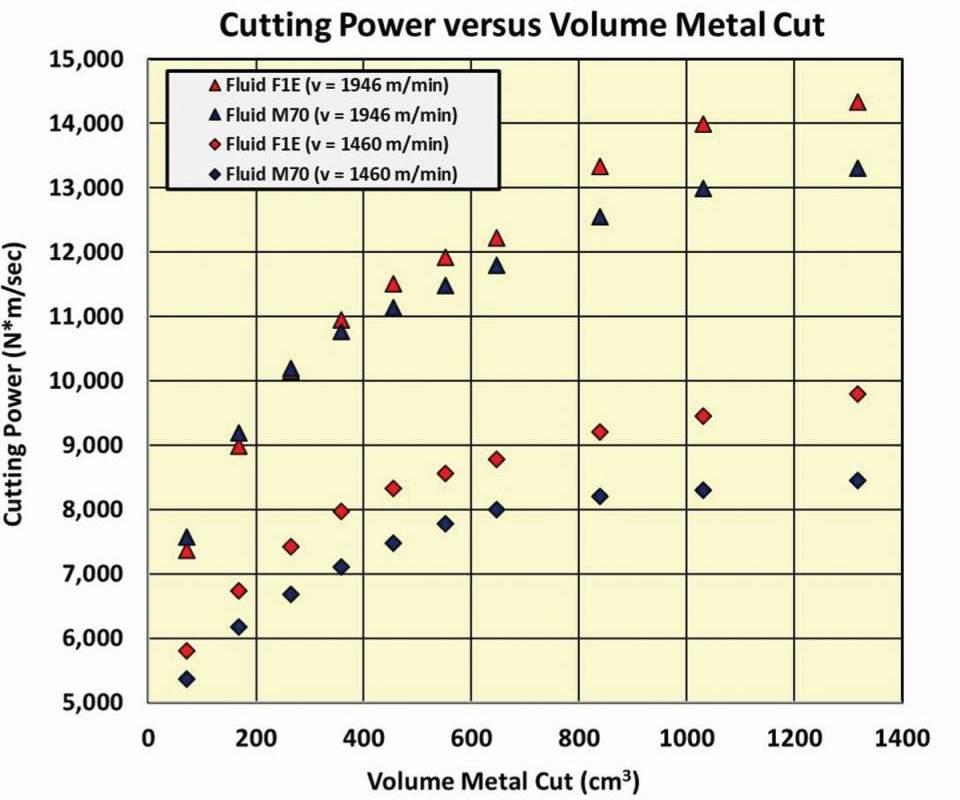
Figura 1. En cada velocidad de corte las diferencias en potencia entre los dos fluidos son mínimas. A medida que el corte continúa, las diferencias en la tasa de incremento de potencia se vuelven más claras (imagen cortesía de Quaker Chemical Corp.)
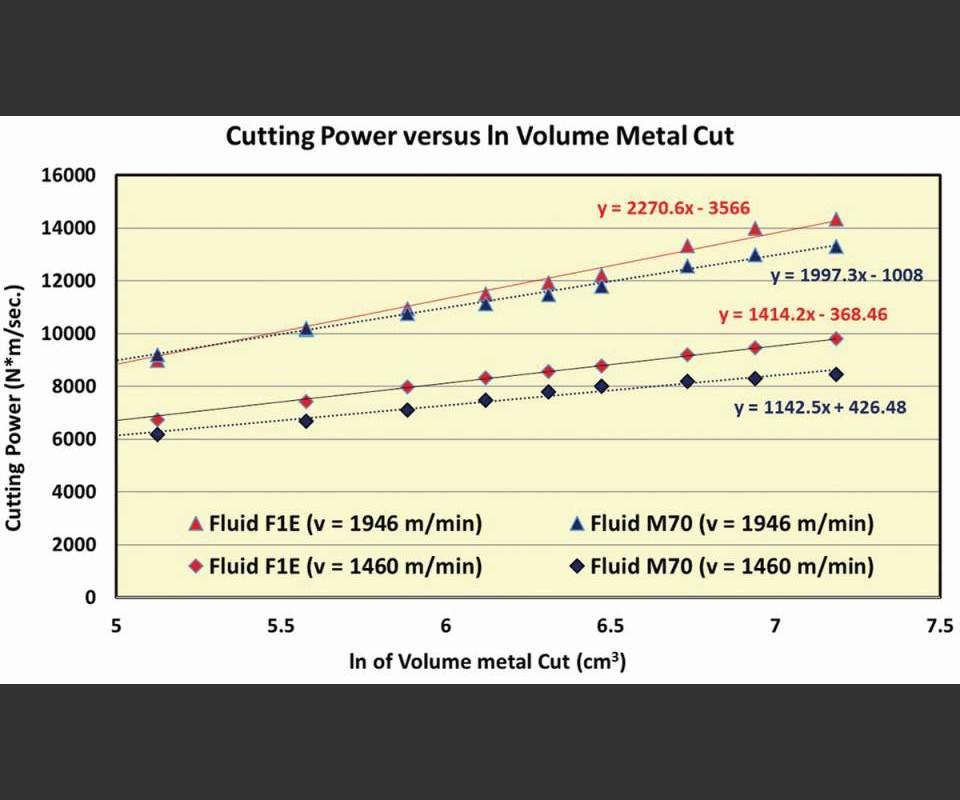
Figura 2. Al graficar la potencia de corte contra el logaritmo natural del volumen de metal cortado se obtiene una imagen clara – y una medida cuantitativa – de la tasa a la cual se incrementa la potencia con un desgaste continuado del inserto. La relación lineal entre estas variables abre potencialmente la puerta para predecir el desgaste del inserto y los requerimientos de potencia en cualquier punto en una rutina de fresado (imagen cortesía de Quaker Chemical Corp.)
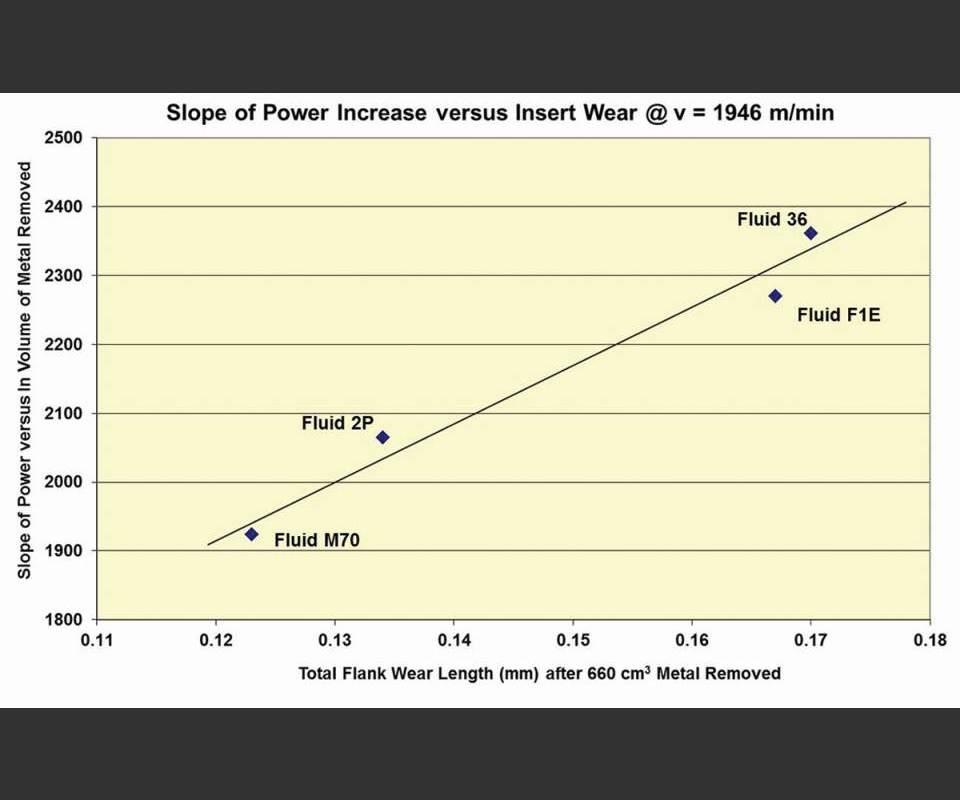
Figura 3. Al adicionar dos fluidos más y mediciones directas de la longitud del desgaste lateral a estas pruebas, se confirmó que los niveles de desgaste del filo de corte más altos corresponden a niveles más altos de potencia de corte requerida (imagen cortesía de Quaker Chemical Corp.)
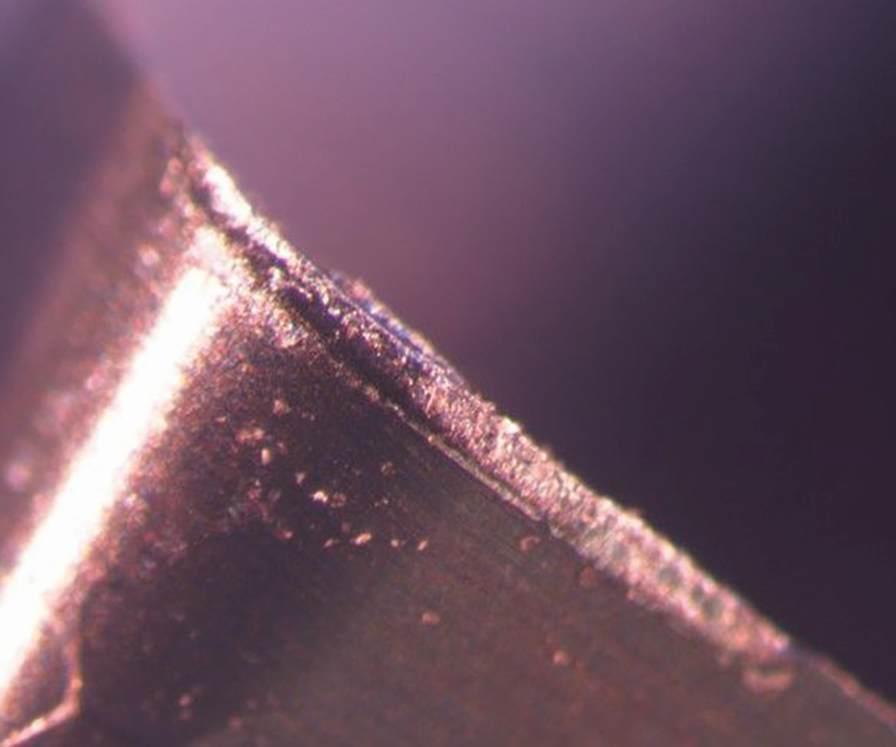
La medición de este inserto reveló una longitud de desgaste lateral de 0.123 mm. Aunque este inserto particular no experimentó adhesión de metal, otros sí lo hicieron (imagen cortesía de Quaker Chemical Corp.)



Los fabricantes de partes como bloques de motores y cabezas de cilindros para automóviles fresan una gran cantidad de aluminio. Normalmente, estas operaciones involucran pasadas ligeras a las velocidades y avances más agresivos posibles.
La meta es incrementar las velocidades de corte lo suficiente para aumentar la productividad, sin exceder la fuerza y los límites de potencia de la máquina y las Guía para el correcto uso de refrigerantes en rectificado. Entre mejor sea el entendimiento de la interacción de la velocidad de corte, el desgaste del filo de la herramienta y la potencia de corte requerida, y de cómo la formulación del fluido escogido afecta todos estos factores, es más probable que este esfuerzo sea más exitoso.



Pruebas de fresado frontal de aluminio
Para ese fin, Quaker Chemical Corp. condujo una serie de pruebas de fresado frontal de aluminio para evaluar el impacto de diferentes refrigerantes en la potencia de corte y el desgaste del filo de la herramienta de corte.
Con una herramienta de corte fresca, los refrigerantes probados, así como las velocidades de corte, hicieron una pequeña diferencia en las fuerzas de mecanizado generadas a la misma velocidad de corte. Sin embargo, entre más avance la herramienta en la operación de fresado, son mayores las diferencias en la potencia requerida para un mecanizado efectivo con las diferentes formulaciones de fluido.
Los resultados indican lo siguiente:
- La influencia del fluido en la potencia de corte es mínima con insertos frescos y sin desgaste. Así, la diferencia entre el impacto de dos refrigerantes en la potencia de corte puede no ser notoria hasta cuando los filos de la herramienta comienzan a desgastarse.
- La influencia de la velocidad de corte en la potencia de corte también es mínima con un filo de corte fresco y sin desgaste.
- El incremento de potencia durante el fresado de aluminio es un resultado directo del desgaste del filo de corte. La tasa de ese desgaste está influida directamente tanto por la velocidad de corte como por el fluido empleado.
- Las relaciones entre estas variables son lineales (se incrementan al tiempo la velocidad de corte, el desgaste del filo de corte y la potencia de corte). Con este conocimiento, los fabricantes pueden predecir potencialmente la condición del filo de corte en cualquier punto de la rutina de fresado, así como la potencia requerida a otras velocidades de corte no probadas.
Aprovechar el laboratorio
Las pruebas se enfocaron principalmente en dos fluidos, una micro-emulsión y una macro-emulsión, cada una diluida a una concentración del 5 por ciento en agua con dureza de 100 partes por millón. La principal diferencia entre las dos es el tamaño de las gotas de aceite suspendido. Estas miden más de 0.4 micras en diámetro en la macro-emulsión, lo cual imparte una apariencia opaca y blanca, y más pequeñas en diámetro para la micro-emulsión traslúcida.
La máquina fue un VMC de tres ejes Bridgeport GX-710. La pieza de trabajo era un bloque de 203.2 por 228.6 por 38.1 mm de aluminio 319-TG, una aleación fundida con tratamiento térmico que contiene cobre (Cu), magnesio (Mg), zinc (Zn) y silicio (Si).
El cortador era una fresa de planear de 3 pulgadas de diámetro con ocho insertos que ofrecían ángulos de alivio de 15 grados y radio de nariz de 1.2 mm. Éste corría a una profundidad axial de 2 mm y una profundidad radial de 50.8 mm.
Cada formulación de refrigerante fue aplicada a través de 28 pasadas de fresado a contramarcha, a dos velocidades de corte diferentes, 6.096 rpm (1.460 m/min) y 8.128 rpm (1.946 m/min), para un volumen de remoción total de material de 1.321,6 cm3 por prueba. Las tasas de avance a ambas velocidades fueron 0.5 mm por revolución (0.0625 mm por inserto por revolución).
Velocidad, desgaste y potencia de la herramienta de corte
Para esta investigación, las mediciones de potencia durante el corte fueron obtenidas con un sistema de control adaptativo y monitoreo de máquinas. Los resultados de las pruebas se ilustran en los cuadros de la presentación al principio de este artículo.
Como se esperaba, velocidades de corte más rápidas llevan a fuerzas de mecanizado más altas. Sin embargo, como se describió antes, las diferencias en la potencia de corte entre los dos fluidos fueron mínimas con un inserto fresco y uno desgastado al comienzo de la operación de fresado.
Al comienzo del proceso, las propiedades del material de la pieza de trabajo y la geometría del filo de corte fueron factores dominantes que impactaron la potencia de corte.
Las diferencias en el desempeño del fluido emergieron sólo después de que el desgaste del inserto comenzó a cambiar la geometría del filo de corte. La elección del fluido impactó directamente la tasa a la cual ocurría este desgaste y, por lo tanto, la potencia requerida en cualquier punto de la operación de fresado.
Una implicación de esta investigación es que una prueba rápida puede no ser suficiente para entender el impacto total de cambiar a un nuevo tipo de refrigerante. Asumiendo cierto nivel de desempeño como línea base para los dos fluidos en comparación, las pruebas deben correrse hasta que los insertos se desgasten para determinar cuál formulación permite sostener velocidades de corte más agresivas durante periodos de tiempo más largos.
Otra implicación es la inteligencia operacional que puede ganarse al calcular la tasa precisa a la cual se incrementa la potencia con una combinación particular de herramienta de corte, refrigerante y material (las pendientes de las líneas en la Figura 2).
Por ejemplo, la tasa de incremento de potencia puede usarse para predecir la condición del inserto en un punto dado en la operación de fresado. De manera similar, las mediciones de potencia tomadas a múltiples velocidades de corte pueden usarse para calcular la potencia requerida a otras velocidades de corte no probadas.
Probarlo
Mientras que el eje X de la Figura 1 consiste en datos brutos del volumen de remoción de material, la Figura 2 usa el logaritmo natural de esta variable. Al graficar de esta forma el volumen de material retirado se obtiene una pendiente que representa la tasa precisa a la cual se incrementa la potencia con un mecanizado continuo.
Esta medida cuantificable es esencial para predecir el desgaste del filo de la herramienta y la potencia de corte a varias velocidades de corte. Sin embargo, estos datos sólo prueban que la potencia de corte y el volumen de remoción de material crecen juntos. Confirmar que el desgaste del inserto específicamente es la fuerza motora detrás del incremento de potencia requirió pruebas adicionales (específicamente, para correlacionar las pendientes de las líneas en la Figura 2 directamente con el desgaste del inserto que ocurre durante el mecanizado).
Estas pruebas añadieron dos fluidos adicionales: otra macro-emulsión y otra micro-emulsión. Cada uno de los cuatro fluidos se aplicó a una velocidad de corte de 1.946 m/min hasta que se retiraron 660 cm3 de material. Esto dio un tiempo suficiente para que el desgaste abrasivo, y en algunos casos la adhesión del metal, progresara en las superficies de la cara lateral de los insertos.
Las mediciones de desgaste lateral para los cuatro fluidos se graficaron entonces contra un parámetro que relaciona la potencia de corte con el volumen de metal cortado (específicamente, la pendiente de la potencia versus el logaritmo natural del volumen de metal retirado). Como se demostró en la Figura 3, esto confirmó la relación lineal entre el desgaste del inserto y la potencia de corte incrementada durante el mecanizado.
Otras conclusiones
Aunque los resultados de las pruebas no pueden necesariamente extrapolarse más allá del fresado de aluminio, la investigación indica que una micro-emulsión se desempeña mejor – si la meta es mecanizar a las velocidades más altas posibles.
Esto es porque una micro-emulsión más estrecha, con gotas de aceite de menor diámetro, tiende a retirar el calor más eficientemente que una macro-emulsión y sus gotas relativamente más grandes. Sin embargo, las operaciones que involucren velocidades de corte más bajas pueden favorecer una macro-emulsión y su comparativamente mayor lubricidad.
Sea cual sea la aplicación, la mejor forma de encontrar el refrigerante correcto es probar diferentes formulaciones en acción. Entender las relaciones entre velocidad de corte, desgaste de la herramienta y potencia de corte, así como la forma en que los fluidos metalmecánicos pueden impactar estos factores, es crítico para escoger la opción correcta.
Basado en un artículo de Robert Evans, Ed Platt y Andreas Wierschen, Quaker Chemical Corp., Laboratorio de Investigación-División Metalmecánica.






Contenido relacionado

Rectificado en cinco ejes para herramientas de corte
Descubra cómo un cambiador automático de ruedas y un sistema de sonda a bordo ofrecen ventajas competitivas en un taller de mecanizado. Estas características les permiten cambios rápidos para trabajos de corridas cortas u operación desatendida.
Leer Más
Cinco artículos de formación básica para talleres de mecanizado
Esta selección de artículos sirve tanto de introducción a los procesos más comunes del sector metalmecánico, como de actualización en mecanizado de engranajes, corte por chorro de agua, CAD/CAM, escariado e insertos.
Leer Más
¿Qué es el mandrinado?: herramienta clave para el acabado de agujeros
El mandrinado es una técnica de mecanizado que se utiliza para crear agujeros de gran tamaño en piezas de metal. En este artículo, explicamos qué es el mandrinado y cómo funciona, así como las herramientas especializadas para el proceso.
Leer Más
Consejos para optimizar el mecanizado del acero inoxidable
Explore técnicas avanzadas y estrategias de mecanizado para el acero inoxidable, incluyendo la selección de herramientas y el ajuste de los parámetros de corte.
Leer MásLea a continuación

Manejo del refrigerante en maquinado con skimmers y refractómetros
El refrigerante infectado con bacterias daña las máquinas y enferma a los operarios. Las tecnologías de manejo de refrigerante, como los skimmers y los sistemas automatizados, contrarrestan esta tendencia.
Leer Más
Guía para el correcto uso de refrigerantes en rectificado
Siguiendo los consejos que contiene la guía de United Grinding, el proveedor indica que sus usuarios pueden superar los desafíos físicos de enfriar una rectificadora que opera a altas velocidades de corte.
Leer Más
Para qué sirve el fresado en duro
El fresado en duro se utiliza para mecanizar aceros endurecidos con filos cortantes definidos. El fresado de estos materiales requiere centros de mecanizado de alta velocidad configurados para el fresado en duro, junto con un CAD/CAM programado en concordancia.
Leer Más