
Compartir
Lea a continuación




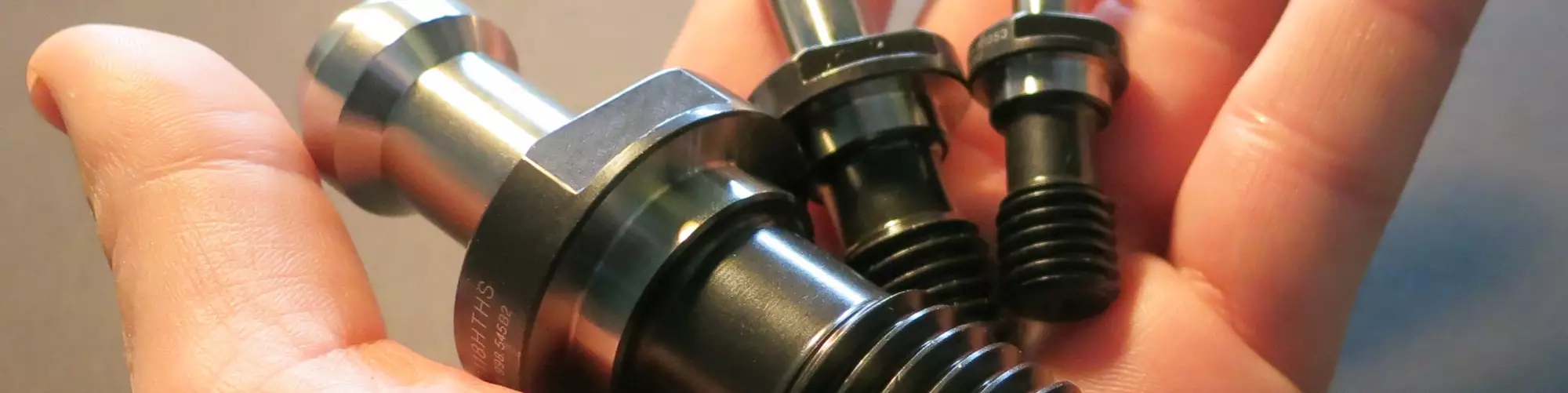
El elemento clave de diseño en la perilla de retención de alto torque de JM Performance Product consiste en que es más larga en el lado de la rosca que las perillas estándar. Esto le permite llegar más profundamente a la sección transversal del agujero roscado del portaherramientas.
La falta de contacto entre el husillo y el portaherramientas de una máquina CNC, la carencia de equilibrio/concentricidad de un portaherramientas, y un soporte inadecuado dentro del husillo pueden aumentar los tiempos de ciclo y reducir las tasas de eliminación de material, lo que conduce a un mayor tiempo para la finalización de la pieza.
El desafío con altas rpm
Como fabricante de piezas y ensamblajes aeroespaciales desde 1981, L.H. Thomson se centra en componentes monolíticos de aeronaves comerciales que utilizan aluminio, titanio, aleaciones de elevada temperatura, de alto contenido de níquel, acero inoxidable, cobre, plásticos y materiales compuestos. La fabricación con estos materiales exóticos crea un conjunto único de desafíos de mecanizado de producción porque a menudo se requieren altas velocidades, que normalmente superan las 20,000 rpm.



Como L.H. Thomson experimentaba un crecimiento constante a finales de la década del 2000, la producción aeroespacial a estas velocidades de husillo comenzaba a causar daños críticos a las costosas piezas de trabajo en varias marcas de centros de mecanizado. La causa rara vez era clara, excepto en el caso notorio de una perilla de retención que falló durante una operación de fresado pesado en un centro de mecanizado horizontal, haciendo que el portaherramientas saliera del husillo de la máquina a 12,000 rpm. Esto dio lugar a daños mayores en el husillo, el portaherramientas, la herramienta de corte, la pieza de trabajo y la máquina.
La perilla de retención fue enviada a un metalúrgico, que analizó la falla de microestructura del material e identificó que tuvo un tratamiento térmico incorrecto, que causó la falla en el diámetro menor de la rosca, en el diámetro exterior y en el agujero para flujo de refrigerante a través de la herramienta, debido a la fragilidad causada por el hidrógeno.
Con el fin de avanzar hacia un proceso de mecanizado desatendido y evitar mayores costos por pieza, L.H. Thomson necesitaba una perilla de retención que pudiera mejorar el contacto con el portaherramientas, reducir las cargas del husillo y aumentar las velocidades y los avances, todo mientras incrementaba la capacidad de eliminar más pulgadas cúbicas de metal por minuto.
Aumento de la superficie de contacto del husillo

Las perillas de retención de alto torque de JMPP están diseñadas para mejorar la conexión entre las herramientas de corte y el husillo de la máquina, en comparación con las perillas de retención estándar.
El ahora retirado gerente de ingeniería de I+D, Daniel Nietzold, se encargó de encontrar perillas de retención que pudieran superar cualquier posible falla y expulsión del portaherramientas, relacionada con el fresado de materiales exóticos con altas tasas de eliminación de metales. Durante su investigación encontró que el fresado CNC, al utilizar herramientas de brida en V podría ser la causa potencial de que una perilla de retención estándar expandiera el extremo pequeño del portaherramientas si se instala con tan solo 20 libras-pie de torque. Con un portaherramientas CAT 40, la expansión podría comenzar en solo 15 libras-pie. Cabe destacar que la extensión de esta expansión es variable, según el soporte, la perilla de retención y la práctica de instalación.
Mientras asistía a la Exposición Internacional de Tecnología de Manufactura (IMTS), Nietzold se reunió con John Stoneback, presidente de JM Performance Products (JMPP), quien exhibía las perillas de retención de alto par de su compañía. Estas perillas fueron diseñadas para resolver el asentamiento incorrecto del portaherramientas en el husillo. Lo anterior se logra al alargar la perilla en el lado de la rosca para permitir que llegue más profundamente a la sección transversal del agujero roscado del soporte. Toda la conexión de rosca se produce en una región del portaherramientas donde la sección transversal es más gruesa para resistir la deformación. Además, un piloto de precisión también aumenta la rigidez, lo que aumenta la rigidez del portaherramientas a velocidades más altas, y así la perilla puede aumentar la vida útil de la herramienta.
Según Stoneback, “al aumentar el contacto con más de un 70 % de la superficie del husillo se supera una amplia gama de problemas de fresado CNC, incluidos la vibración y el castañeo, las tolerancias deficientes, la falta de repetibilidad, los acabados defectuosos, el acortamiento de la vida útil de la herramienta, el desgaste excesivo del husillo, el descentrado y las profundidades bajas de corte”.
Pruebas internas
Después de la IMTS, Nietzold comparó la nueva perilla con la perilla estándar. En primer lugar, torcó la perilla estándar, limpió el husillo, marcó el portaherramientas y lo adosó de nuevo en el husillo. A continuación retiró el portaherramientas del husillo para ver la huella de contacto. Después de eso, limpió el portaherramientas y repitió el proceso con la perilla de retención de alto par JM. Los resultados mostraron que los portaherramientas con las perillas de retención de alto par JM hacían mucho más contacto con el husillo que las antiguas perillas de retención, lo que llevó a Nietzold a seguir adelante con extensas pruebas internas.
Probó la eficacia de la perilla de retención JM mediante el corte con una fresa de alto avance, de 3 pulgadas de diámetro, en una operación de fresado de desbaste con un gran componente de titanio aeroespacial, que ya se estaba produciendo con un proceso validado. Inmediatamente vio una reducción de la carga del husillo del 30 %. Esto le permitió aumentar las velocidades de avance y la profundidad de corte, con lo que la carga del husillo volvió a ser del 100 %. El resultado final fue un importante ahorro de costos debido al aumento de las tasas de extracción de metal, además de mejoras inesperadas en la vida útil de la herramienta por una mejor conexión en el husillo.
“En este punto habíamos invertido bastante en nuestras máquinas y herramientas de alta calidad, pero perdíamos la conexión en el husillo. Fundamentalmente, el defecto comenzaba en la perilla de retención, pero las perillas de retención de alto torque resolvieron los problemas”, dice Nietzold.
Nietzold procedió a implementar la conversión para utilizar únicamente las perillas de retención de alto torque de JMPP.
Solicitud de procesos de valor
Para asegurarse de que el rompecabezas estaba completamente resuelto y para garantizar la sostenibilidad de la producción, L.H. Thomson solicitó a JMPP procesos adicionales de valor agregado, que incluían pruebas de inspección de partículas magnéticas y serialización de números de pieza.
Las viejas perillas de retención de la compañía habían experimentado continuas fallas de fragilidad del hidrógeno en el diámetro menor de la rosca y el orificio de refrigerante, lo que producía grietas que podían resultar en la expulsión del portaherramientas y daños a los portaherramientas y máquinas. El agrietamiento inducido por hidrógeno (HIC) se refiere a las grietas internas provocadas por el material atrapado en átomos de hidrógeno encapsulados. Para asegurarse de que no hubiera defectos HIC en las nuevas perillas de alto torque, L.H. Thomson le pidió a JMPP que llevara a cabo una prueba de inspección de partículas magnéticas en todas las perillas compradas para detectar grietas en la superficie de minutos y cerca de la superficie hasta una profundidad aproximada de 0.100 pulgadas. Esencialmente, un campo magnético se induce en la muestra de prueba, que luego se “espolvorea” con partículas de hierro, secas o en una suspensión líquida. Las partículas se acumularán a lo largo de los bordes de cualquier microgrieta u otras discontinuidades en la estructura del material para proporcionar una indicación fácilmente visible del defecto. Las pruebas demostraron que las perillas de alto torque de JMPP no mostraron signos de HIC.
L.H. Thomson también solicitó la serialización del número de pieza. Las perillas de retención no están destinadas a durar para siempre y son sometidas a un estrés más repetitivo que cualquier otra parte de una fresa. Por lo tanto, deben ser inspeccionadas periódicamente. El láser personalizado de JMPP marca los números de serie y de pieza de todas las perillas de retención para ayudar al seguimiento de su tiempo en servicio para un uso óptimo. Se efectúa así un seguimiento rutinario de la vida útil de las perillas en comparación con la falla por esfuerzo por tensión del material.
Desde la pronta adopción y conversión de L.H. Thomson a las perillas de retención de alto par hasta la actualidad, la empresa ha ampliado sus capacidades de centro de mecanizado y ha instalado más de 1,000 perillas.
| EMPRESA: L.H. Thomson Co. Inc. PROBLEMA: La falla de la perilla de retención causaba daños significativos en el husillo, el portaherramientas, la herramienta de corte, la pieza de trabajo y la máquina. SOLUCIÓN: Perillas de alta retención de JM Performance Products Inc. RESULTADOS: Superó los desafíos de vibración y castañeo, las tolerancias deficientes, la falta de repetibilidad, los acabados defectuosos y la vida útil de la herramienta reducida, entre otras. |






Contenido relacionado

Husillos auxiliares de alta velocidad: innovación y eficiencia
Explore cómo los husillos de alta velocidad optimizan el mecanizado, ofreciendo flexibilidad y ahorro energético. Conozca sus ventajas y aplicaciones.
Leer Más
Heimatec ofrece un adaptador de cambio rápido para herramientas en vivo
El sistema U-Tec de Heimatec permite fijar varias herramientas en una sola base, utilizando adaptadores y una tuerca de collet.
Leer Más
Reduzca costos de operación en el maquinado con luces apagadas
Estrategias efectivas para gestionar costos fijos y variables en las herramientas y asegurar la eficiencia y rentabilidad del maquinado con luces apagadas.
Leer Más
Sujeción de piezas pequeñas mejora el trabajo con husillos secundarios
Un proceso de rectificado patentado y la aplicación de la fuerza de sujeción exactamente donde se necesita aseguran una sujeción segura y concéntrica con un sistema de pinza que puede ajustarse a todos los tornos de un taller.
Leer MásLea a continuación

Con perillas de retención, este taller se enfoca en el mecanizado aeroespacial
Mitch y Brian Olson no sabían mucho sobre el mecanizado CNC cuando crearon su taller metalmecánico, pero aprendieron que, si querían realizar trabajos aeroespaciales de alta precisión, tendrían que superar una falla inherente a las herramientas de brida en V.
Leer Más
La paletización recorta el setup de barras en taller de autos de carreras
Mientras que su predecesor había dejado los palets Unilock de Big Kaiser de lado, Charlie Mitchell, de Andretti Autosport, vio que éstos podían ayudarlo a reducir el tiempo de preparación de sus fresadoras en un entorno en el que un cambio rápido es esencial.
Leer Más
Sistema de sujeción se adapta al mecanizado de cinco ejes
La separación es un beneficio adicional del sistema de cambio rápido, que facilita potencialmente la operación en cinco ejes como una herramienta de automatización.
Leer Más