

Compartir
Lea a continuación



¿Cuándo es preferible una fresadora vertical de tres ejes, equipada con una mesa rotativa de dos ejes, a un verdadero centro de maquinado de cinco ejes? Pregúntele a Fischer USA.
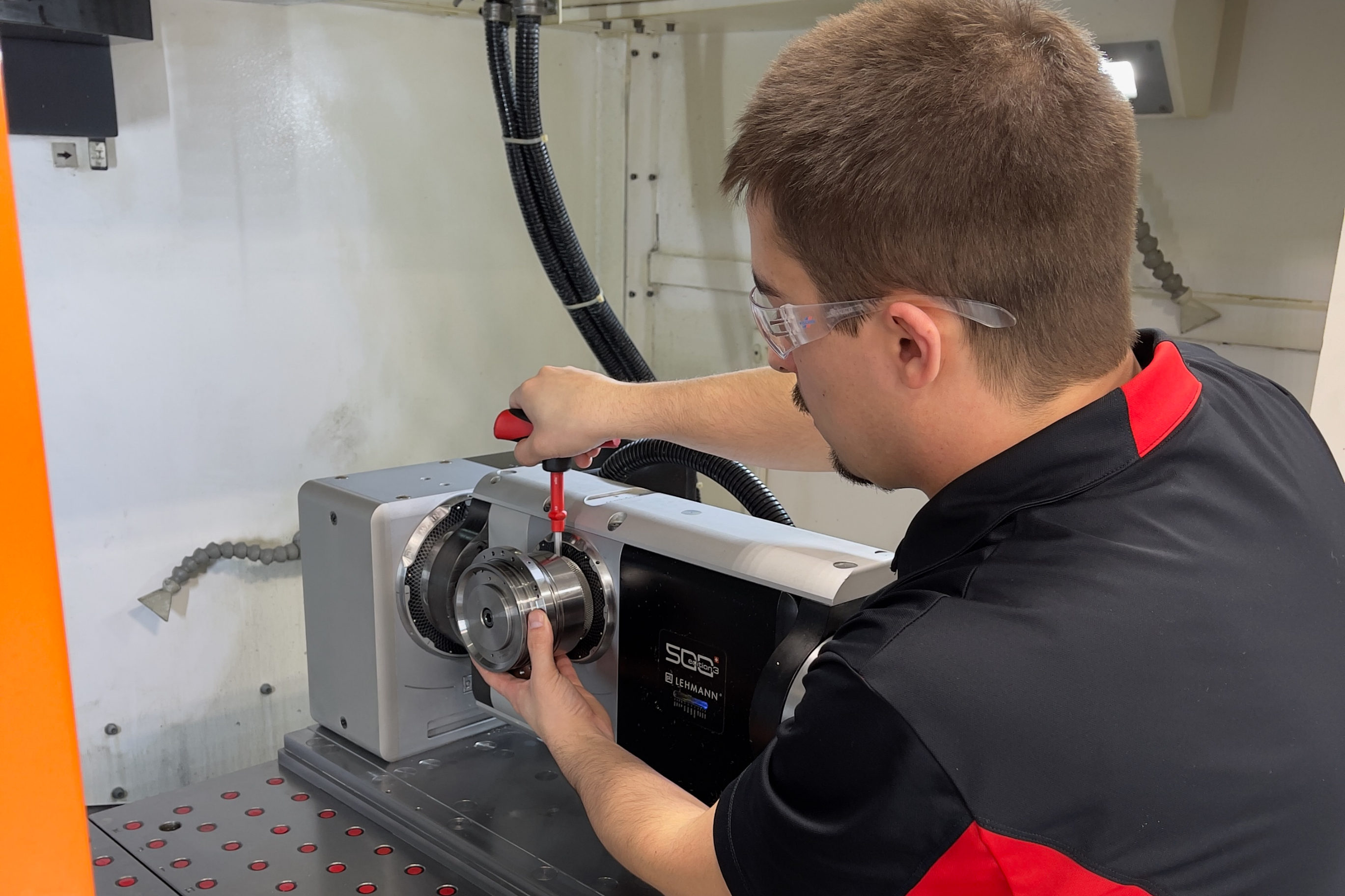
Michael Guzmán, ingeniero de manufactura III, crea accesorios con pasadores de localización que se pueden almacenar y reutilizar para el posicionamiento repetible de cualquier pieza dada. “La próxima vez que necesitemos correr esta pieza, porque cada accesorio tiene una cierta orientación respecto a la mesa Lehmann, será un cambio muy rápido. Probablemente menor de 30 segundos”, dice. Fotos: Brent Donaldson
En la sede de Fischer USA en Racine, Wisconsin, un Mazak VCN 530C equipado con una mesa rotativa Lehmann 5AX permite el mecanizado 3+2 (o “posicional”), en el que la mesa rotativa posiciona la pieza de trabajo para operaciones de tres ejes.



Según Ryan Krause, ingeniero de manufactura sénior de Fischer USA, y Michael Guzmán, ingeniero de manufactura III, la configuración 3+2 proporciona la flexibilidad de mecanizado necesaria a un costo considerablemente menor que una máquina completa de cinco ejes (es decir, una que mueve todos los ejes sincrónicamente durante el corte).
La capacidad de acomodar piezas grandes y configuraciones de varias partes proporciona flexibilidad adicional. Recientemente, Fischer Spindle me invitó al taller para ver la máquina personalizada.
Pague por lo que necesita
Con sede en Herzogenbuchsee, Suiza, The Fischer Spindle Group se especializa en husillos de precisión, cabezales de fresado y compresores de aire para la tecnología de celdas de combustible. Aunque Fischer USA solo se estableció en 2006, los husillos y los cabezales de fresado Fischer han sido opciones populares para las máquinas-herramienta en Estados Unidos durante décadas.
Fischer USA se especializa tanto en la producción de husillos como en su reparación. El área de reparación del negocio comprende aproximadamente el 75 % del trabajo de mecanizado, y está en auge.
Ryan Brath, director general de Fischer USA, dice que los husillos de máquina-herramienta generalmente requieren una reconstrucción completa después de 10,000 horas de uso, un objetivo que se puede alcanzar con relativa rapidez en aplicaciones como el fresado de aluminio aeroespacial.
En el taller de Fischer, todo el trabajo de mecanizado se distribuye en varios tornos CNC y rectificadoras, así como en una fresadora-torno Mazak Integrex. En 2021, la compañía agregó la máquina 3+2, que se ensambló y probó con un husillo Fischer de 20,000 rpm y una mesa rotativa de dos ejes Lehmann antes de enviarse desde la sede norteamericana de Mazak en Florence, Kentucky.
Krause y Guzmán citan dos razones principales para elegir la configuración 3+2. Una era la necesidad. Acomodar de manera eficiente una variada combinación de trabajos de reparación y piezas nuevas no deja tiempo para los múltiples alistamientos de tres ejes que las piezas complejas, como las ruedas codificadoras, los componentes de cilindros, las bridas de rodamientos y las tuercas, requerirían de otro modo. Cinco ejes de movimiento ofrecen la flexibilidad de aprovechar conjuntos de herramientas más cortos y rígidos para acceder a más piezas de trabajo en un solo alistamiento.
La segunda (y predominante) consideración fue el costo. Por muy útil que pueda ser un centro de mecanizado de cinco ejes, el diferencial de costos con la máquina de tres ejes ascendía a una suma de seis cifras, incluso con la adición de la mesa rotativa. En general, Krause y Guzmán han descubierto que la mesa Lehmann permite un grado de flexibilidad más que suficiente en su enfoque para mecanizar estas piezas.
El camino de la flexibilidad
El equipo de Fischer USA considera que el centro de mecanizado vertical (VMC) Mazak y la mesa Lehmann son un paso entre las rutinas de mecanizado anteriores del taller y una solución completa de cinco ejes, un intermedio feliz que permite ejecutar primero las operaciones de torneado y luego entregar piezas al VMC Mazak para múltiples operaciones de fresado en un solo alistamiento.

En el VMC Mazak, el setup suele incluir una prensa Chick o Lang que sujeta las piezas en el lado izquierdo de la mesa de trabajo, y la mesa rotativa de dos ejes Lehmann que sujeta una pieza en el derecho. Una solución de sujeción inteligente ideada por el equipo de Fischer USA permite que las piezas colocadas en la mesa Lehmann puedan ser volteadas y mecanizadas radial y axialmente en ambos lados, con la capacidad de la mesa para voltear la pieza 180 grados.
En el VMC Mazak, la mesa rotativa Lehmann se coloca al lado derecho de la mesa de trabajo, mientras que orientar la unidad con la caja de engranajes en la parte posterior maximiza aún más el espacio de la mesa. El equipo de Fischer, a menudo, alista dos partes a la vez: una en prensa y otra en la mesa rotativa.
La capacidad de mecanizar piezas radial y axialmente en un alistamiento es una ventaja principal de la mesa Lehmann. Por ejemplo, el mecanizado de ejes de husillo una vez requirió quitar la pieza para un segundo alistamiento y utilizar los orificios ciegos mecanizados en la primera operación para colocarla. Pero ahora las mandíbulas blandas mecanizadas a medida sujetan el OD del eje del husillo en una prensa Lang. Con la mesa rotativa, la pieza ahora se puede mecanizar radialmente en un lado, voltear 180 grados por la mesa y luego mecanizar axialmente en el otro lado en un solo alistamiento.
Del mismo modo, las cubiertas posteriores de los husillos Fischer se produjeron originalmente a partir de piezas fundidas, pero eso resultó en altos costos de herramientas para una pieza de bajo volumen. Fischer ahora mecaniza las piezas de lingotes en bruto. Después de las operaciones de torneado, la fresadora vertical y la mesa rotativa pueden manejar todo el fresado en un solo alistamiento.
En unidades ‘ripas’
La fabricación de husillos de alta precisión requiere un mecanizado de alta precisión, especialmente en el caso de las ruedas codificadoras. Estas ruedas dentadas contienen cientos de dientes que, a través de un sensor eléctrico colocado en el interior del husillo, codifican la posición de rotación del eje del husillo así como su velocidad. La precisión radial y axial de la unidad Lehmann, al igual que su rigidez, son primordiales para fresar con precisión estos dientes de engranajes en el VMC Mazak, dice Krause.
“Podemos mecanizar la rueda, realizar una verificación y tendremos menos de cinco micras de desgaste radial, lo cual es excelente”.
Esta rueda codificadora cuenta con cientos de dientes que, a través de un sensor eléctrico colocado dentro de un husillo Fischer, codifican la posición de rotación del eje del husillo, así como su velocidad. Al mecanizar estas piezas, la precisión radial y axial de la mesa Lehmann, así como su rigidez, son primordiales para fresar con precisión estos dientes de engranaje en el VMC, de Mazak.
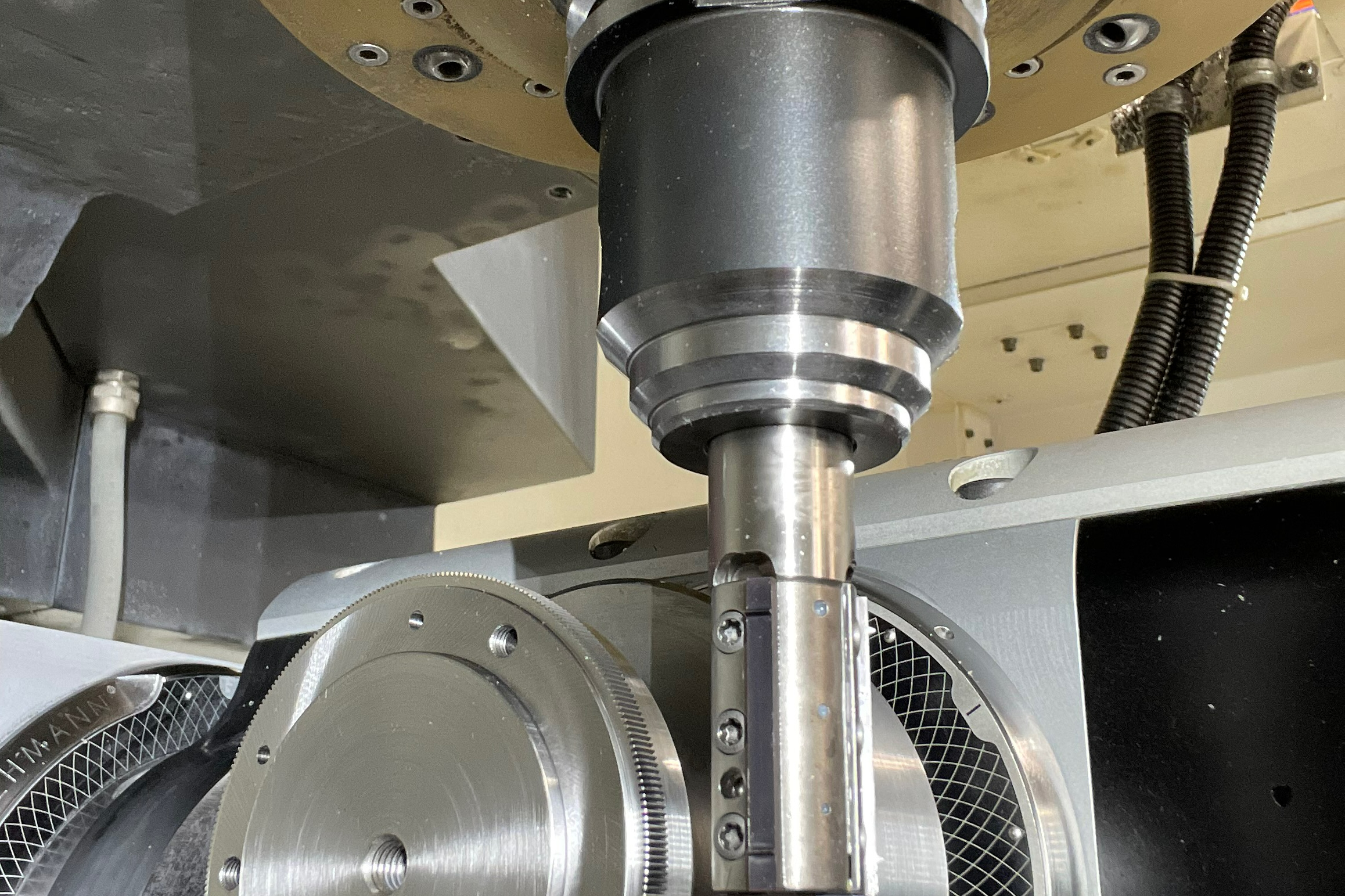
Krause dice que la interfaz de husillo HSK “ripas” de la unidad es fundamental para el éxito. “HSK” es una abreviatura alemana de “vástago cónico hueco”. Este estilo de interfaz, conocido por Lehmann como “ripas”, difiere de los vástagos más comunes (al menos en Estados Unidos) de varias maneras. Los mecanismos de sujeción de los vástagos HSK son internos y contienen barras de extracción separadas que bloquean el vástago de forma segura en el receptor. Los estudios han demostrado que la fuerza de sujeción adicional proporciona hasta cinco veces la rigidez radial de un vástago estándar de contracción pronunciada.
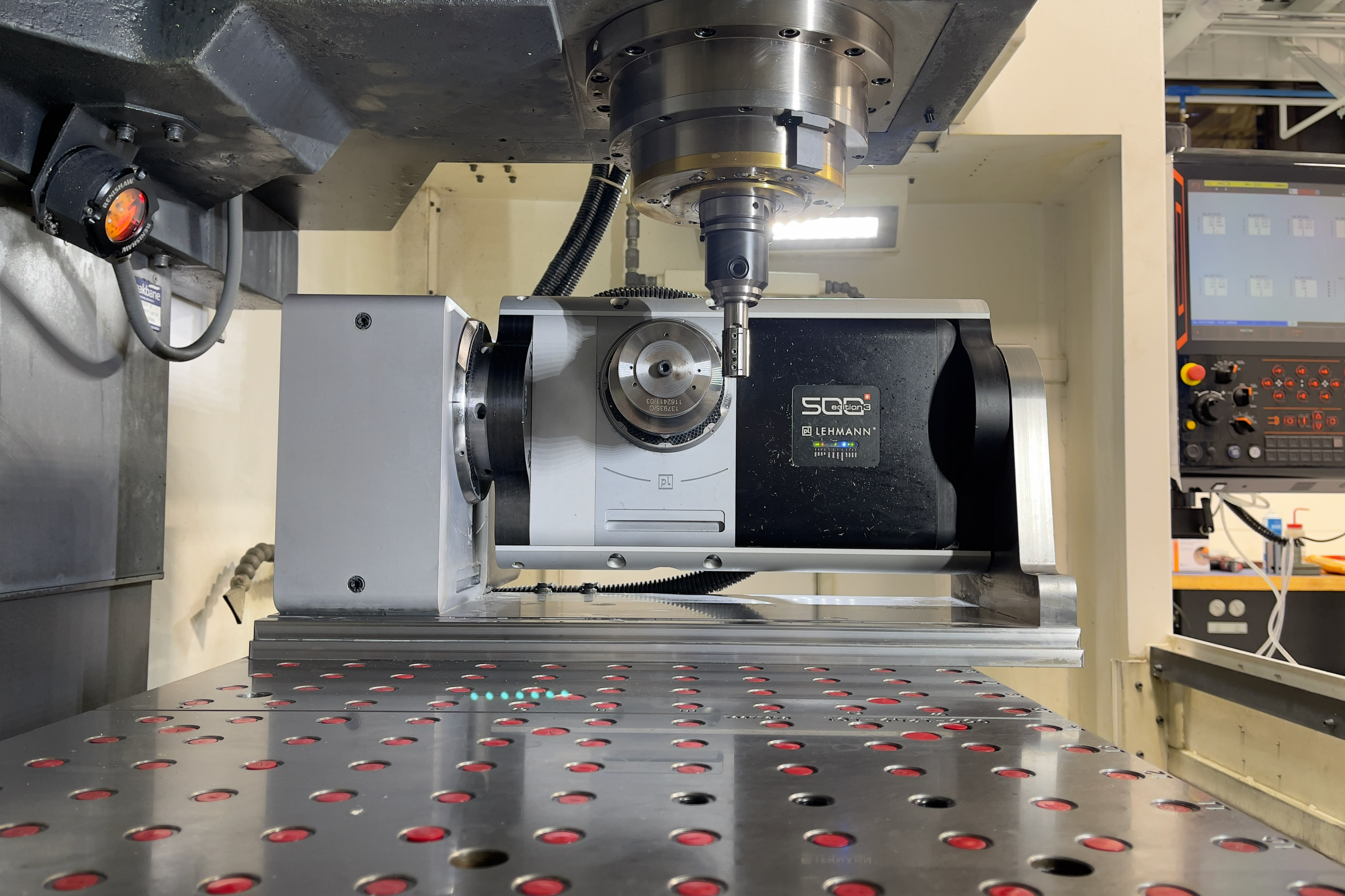
Dentro del VMC, de Mazak, la mesa Lehmann está situada en el extremo derecho de la mesa de trabajo, lo que permite ubicar prensas adicionales para realizar operaciones de mecanizado a la izquierda.
La unidad ripas de la mesa Lehmann consiste en la interfaz HSK, el adaptador ripas (la unidad de agarre que conecta el HSK al accesorio o sujeción de trabajo) y las chavetas que colocan el adaptador rotacionalmente en su lugar. Guzmán dice que estas chavetas también son una característica diferenciadora en términos de mantener tolerancias posicionales ajustadas, que reducen la necesidad de verificaciones de desviación.
Este grado de precisión también le permite a Guzmán crear accesorios con pasadores de localización que se pueden almacenar y reutilizar para el posicionamiento repetible de cualquier pieza dada.
“La próxima vez que necesitemos correr esta pieza, porque cada accesorio tiene una cierta orientación respecto a la mesa Lehmann, será un cambio muy rápido. Probablemente menor de 30 segundos”, dice Guzmán.

Ryan Brath, director general; Michael Guzmán, ingeniero de manufactura III, y Ryan Krause, ingeniero de manufactura sénior de Fischer USA.
Para Krause, la elección de una configuración 3+2 con el VMC Mazak y la mesa Lehmann vuelve al costo y la necesidad. “Realmente queríamos entrar en esto y personalizar una máquina que se ajustara a nuestras necesidades comerciales desde el principio ‒dice‒. Se podría mirar gran parte de nuestro trabajo y decir que sería bueno tener una máquina de cinco ejes, pero necesitamos tener la flexibilidad de piezas muy grandes sobre la mesa mientras utilizamos la Lehmann para cosas como el trabajo axial, el trabajo radial y los agujeros en ángulo. En última instancia, eso significó desarrollar la mayor flexibilidad que pudimos para el futuro”.







Contenido relacionado

Tecnología MTConnect aplicada en un taller de Torreón
B&S Industrial de México ha implementado la tecnología MTConnect en sus máquinas y ha logrado aumentar su producción en más de 40 % gracias al monitoreo constante y la optimización de procesos en su taller de fabricación de piezas complejas.
Leer Más
Soluciones avanzadas de manufactura para componentes de precisión
Con cuatro nuevos centros de mecanizado de 5 ejes y dos células PH Cell Twin de DMG MORI, esta compañía refuerza su compromiso con la excelencia en la manufactura para sectores exigentes como el automotriz, médico y aeroespacial.
Leer Más
De moldes de inyección de aluminio a la industria aeroespacial
En el mundo de la fabricación de moldes de inyección de metal, donde la precisión y la calidad son cruciales, cada paso del proceso es definitivo para garantizar el éxito del producto final. Este es el caso de MFP Moldes, que ha reorganizado sus procesos de mecanizado para expandir sus mercados y convertirse en proveedor de la industria aeroespacial.
Leer Más
5 errores críticos en el uso de máquinas CNC que debe evitar
Descubra los cinco errores más comunes en la operación de máquinas CNC, desde la elección de herramientas incorrectas hasta la manipulación inadecuada de funciones críticas.
Leer MásLea a continuación

Centro de maquinado vertical para trabajos con tolerancias estrechas
Los centros de mecanizado vertical de YDC Precision Machine necesitaban mayor capacidad, de manera que la compañía invirtió en un centro de mecanizado vertical PS95 de Makino que redujo los tiempos de producción a la mitad.
Leer Más
¿Qué son los centros de mecanizado o centros de maquinado?
Los centros de mecanizado o maquinado ofrecen una amplia gama de operaciones, pero esa adaptabilidad viene acompañada de la necesidad de mantenerse flexibles y realizar mediciones satisfactorias en todo momento.
Leer Más
Reducción de 30% en tiempos de ciclo con centro de mecanizado vertical
Las máquinas de conicidad 50 más grandes de Journeyman Machine eran demasiado lentas para fresar piezas más pequeñas con agujeros roscados, pero un centro de mecanizado vertical KVR 4020A de conicidad 40 de Kent USA redujo el tiempo de ciclo en 30%.
Leer Más