



SIMAQ es una empresa de Querétaro que brinda servicios de mecanizado y afilado a la industria manufacturera, fundada por Francisco Olvera el 4 de noviembre de 1998. Su filosofía se basa en la satisfacción de los requerimientos de los clientes mediante un sistema de calidad certificado, procesos estandarizados, personal capacitado, tecnología y entregas justo a tiempo.
“Mi papa fundó la empresa y prácticamente comenzamos con una máquina afiladora. Él compró esa máquina y comenzó a hacer sus trabajos de modificación de herramientas de corte. Conforme pasaron los años, los propios clientes le empezaron a exigir mecanizados. Él hizo el cambio del afilado al mecanizado. La empresa creció: iniciamos con fresadoras y tornos convencionales. Actualmente, tenemos centros de mecanizado, laboratorio de control de calidad con CMM… Ha sido una larga historia”, afirma Diego Olvera, gerente de proyectos CNC de SIMAQ e hijo del fundador de la empresa.




SIMAQ brinda servicios de mecanizado y afilado a la industria manufacturera. Su filosofía se basa en la satisfacción de los requerimientos de los clientes mediante un sistema de calidad certificado, procesos estandarizados, personal capacitado, tecnología y entregas justo a tiempo.
En el taller de SIMAQ realizan procesos de fresado convencional, mecanizado, torneado convencional y CNC, afilado y rectificado plano y cilíndrico para terceros. Sus principales mercados son el sector metalmecánico en general, además de las industrias aeroespacial y electrónica. “Desde hace algún tiempo hemos incursionado en el mercado de los insertos de moldes. Y en el área de la industria electrónica, que actualmente es nuestro fuerte”, dice Diego Olvera.
Para la industria electrónica diseñan fixtures, pallets y equipos de prueba: todo lo relacionado con las tarjetas electrónicas, que es su mercado más fuerte. “Incursionamos en el mercado de insertos de moldes. Tenemos de antemano toda el área de mecanizados generales, pero estamos tratando de enforcarnos en la industria electrónica y de moldes”, explica el ingeniero Olvera.
Sistema de sujeción, un dolor de cabeza
En el taller de SMA (empresa hermana de SIMAQ), con centros de maquinado Doosan realizan mecanizado en duro para trabajar los insertos de los moldes. En este proceso es clave la sujeción de la herramienta; sin embargo, el mecanizado se les había convertido en un dolor de cabeza porque las herramientas se rompían con frecuencia y se desgastaban muy rápido.
“Usábamos unos holders mecánicos que no brindaban la rigidez necesaria. Teníamos desgastes en las herramientas y muchas veces llegábamos a dañar nuestras piezas, más que nada en los insertos de los moldes porque son materiales duros, mecanizados H13 y S2, y era muy complicado mecanizar con esos holders. Nos visitó la gente de Haimer y nos ofreció la tecnología térmica, que ya conocíamos. Nos dio la oportunidad de probar sus holders para ver cómo funcionaba y saber si era lo que necesitábamos para poder entregar la calidad requerida a los clientes”, explica Diego Olvera.
Luego de probar de manera satisfactoria los holders térmicos de Haimer, SIMAQ adquirió la máquina térmica y obtuvo entre 30 y 40 % en ahorros de herramienta de corte.
“Obviamente, a diferencia de las condiciones de corte con las que veníamos trabajando, en la máquina térmica encontramos una sujeción muy diferente a un holder mecánico”, explica el ingeniero Olvera.

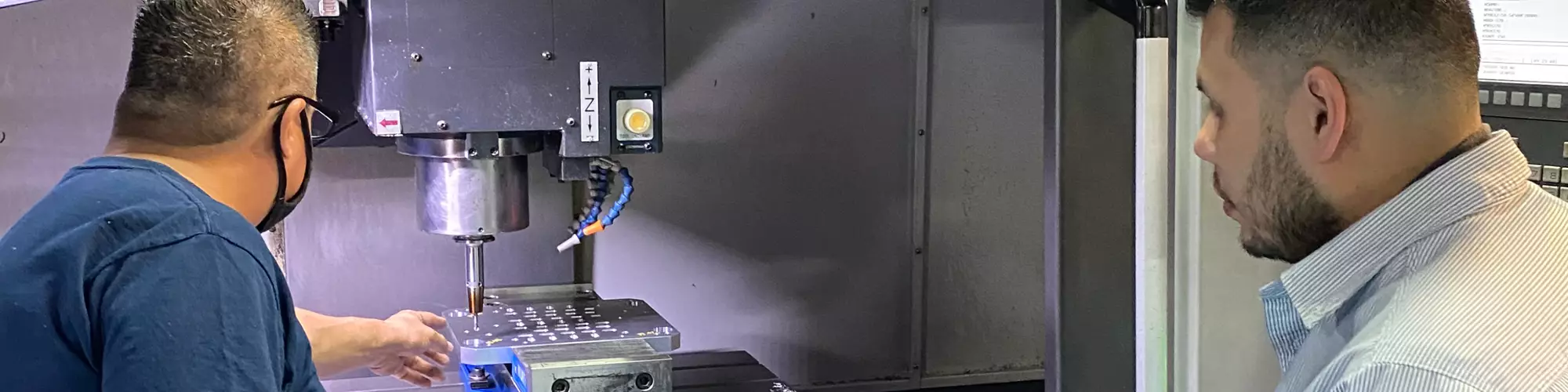
El ingeniero Diego Olvera (derecha) revisa uno de los setups antes de realizar el mecanizado para un inserto de molde. Se trata de una placa que lleva muchos ajustes y que trabajan en las máquinas Doosan DNM 5700. Para obtener esos ajustes con el sistema de sujeción anterior, realizaban alrededor de 4 o 5 setups para un diámetro de 45 mm. Ahora que utilizan el sistema de los holders térmicos, de Haimer, lo consiguen en un solo setup.
Un caso en el que pudieron ver la diferencia del funcionamiento del holder térmico fue en la fabricación de un troquel para la industria electrónica, de 450 por 300 mm, con un espesor de 30 mm. El primer proceso que lleva esa pieza es el escuadrado, para posteriormente mecanizar los barrenos de ajuste, cajas y algunas ventanas para desahogo de peso. Se trata de placas tanto de aluminio, como material 9840. Para realizar esos mecanizados utilizan end mills de ¼, ⅜ y media pulgada.
“Es una placa que lleva muchos ajustes. Hicimos la prueba con los anteriores holders y con los holders térmicos de Haimer. Trabajamos en las máquinas Doosan DNM 5700 en dos placas exactamente iguales, una con Haimer y otra con el holder que usábamos. Para obtener esos ajustes con el sistema de sujeción anterior nos llevamos alrededor de 4 o 5 setups para un diámetro de 45 mm. Con un ajuste R6 nos llevamos alrededor de 2 a 3 setups para que nos pudiera dar el ajuste. Prácticamente, con Haimer es un setup, es decir, al primer montaje nos respeta la medida que le indicamos a la máquina: nos da inmediatamente el ajuste que le ingresamos al software. Así, la rigidez que tiene el cortador o la herramienta de corte nos permite que nos dé el ajuste”, explica el ingeniero Diego Olvera.
El mejoramiento del proceso también se vio reflejado en el uso de las herramientas de corte. Con el anterior holder hacían un escuadrado, una medida crítica del proceso, para una escuadra de 0.02 milímetros. Para ese mecanizado tenían que utilizar dos cortadores ½”, uno para desbastar y otro para dar el acabado. Con el holder de Haimer requieren un solo cortador para hacer la escuadra: ese mismo desbasta y da el acabado.
“El mismo cortador nos respeta la tolerancia que le indicamos. Para poder desbastar los barrenos y las cajas, igualmente ocupamos cortadores de media, ¼” y de ⅜”. Con el anterior holder ocupábamos dos cortadores de cada uno y con Haimer solo ocupamos uno de cada medida”, dice Olvera.

Un técnico de SIMAQ ajusta uno de los holders en la máquina térmica de Haimer. De acuerdo con Diego Olvera, gerente de proyectos CNC de la empresa, es un equipo sencillo de operar y muy amigable. De acuerdo con Alonso Acevedo, director general de Haimer México, “el sistema de sujeción térmica de Haimer elimina cualquier variación entre cambios de herramienta, lo que significa que se obtienen preparación de herramientas y resultados igualmente consistentes en relación con acabados superficiales y precisión”.
En tiempos de producción el proceso ha disminuido media hora. “Trabajando esta placa con el anterior sistema mecanizamos a unas velocidades de 4,500 milímetros por minuto con una profundidad de 1 milímetro. Y para hacer la escuadra se lleva alrededor de 5 o 6 minutos. Con los holders térmicos y los end mills de Haimer lo hacemos casi a la mitad del tiempo. Nos estamos yendo al doble del avance. Eso se debe a la rigidez que nos da el holder, que nos permite aumentar los avances. También con los end mills de Haimer se puede mecanizar cualquier tipo de material: acero, aluminio, bronce, cobre, titanio, pues son multipropósito. Entonces, con otras herramientas, si quiero mecanizar acero le tengo que meter un tipo de recubrimiento especial para acero; si quiero mecanizar aluminio tengo que utilizar un tipo de recubrimiento especial para aluminio, y así sucesivamente para cada tipo de material. Ahora no tengo que pedir o comprar un cortador especial para aluminio o para acero, si es que no lo tengo”, explica Diego Olvera.
IMTS fue el punto de contacto
Diego Olvera conoció al equipo técnico de Haimer en Chicago durante la IMTS 2016, donde tuvo la oportunidad de apreciar los productos que Haimer ofrecía en su estand.
“Desde ese tiempo ya estábamos tratando de cambiar la sujeción y, por una o por otra razón, no se había podido hacer la inversión de comprar la máquina térmica, pero ya la buscábamos. En el año 2016 los pudimos conocer y, en 2017, compramos los sensores. Se trata de unos sensores 3D para medir en centros de mecanizado, hacer setups de manera correcta, sacar los orígenes y revisar altura y distancias. Fue el primer producto que tuvimos de Haimer”.
“En cuanto a los end mills de Haimer, en un artículo de Modern Machine Shop México leí sobre ellos y me interesaron. Ahora que ya los tengo y que trabajamos con ellos veo la realidad de lo que explicaban ahí”, cuenta el ingeniero Olvera.
Finalmente, en noviembre de 2020 adquirieron la máquina térmica con el fin de mejorar el proceso de mecanizado de las piezas que producen para la industria electrónica, en especial. De acuerdo con Diego Olvera, el equipo es sencillo y fácil de manejar.

Para hacer las escuadras de las placas se tardaban alrededor de 5 o 6 minutos. Con los holders térmicos y los end mills, de Haimer, ahora lo consiguen en casi la mitad del tiempo, porque logran el doble del avance.
“Yo creo que la capacitación no llevó más de una hora, porque realmente no es algo complicado, es muy amigable y cualquiera puede utilizar la máquina. Cualquiera la puede ocupar, cualquiera puede poner y quitar herramienta de corte. Cualquier duda que surja para poner alguna herramienta de corte o algo así, los técnicos de Haimer están atentos a ayudarnos. O sea, levantamos el teléfono e inmediatamente nos dan la respuesta. Te puedo decir que eso solo ha sido ha sido una vez, el segundo día, cuando nos dieron la capacitación. Se nos olvidó algo y no encontrábamos cómo hacerlo. Al momento de prenderla había que picar un botón y no lo hicimos, y por eso no nos dejaba trabajar. Pero de ahí al día que nos la instalaron, prácticamente no hemos necesitado ayuda de ellos, porque la máquina es muy amigable.
En la actualidad, el fuerte de SIMAQ y el sector en el que se quiere consolidar es el de insertos de moldes. “Buscamos hacernos especialistas en el tema. Incursionamos y ya trabajamos con algunos clientes, con moldes pequeños. Estamos aprendiendo y nos capacitamos. Igualmente, con la tecnología, en este caso con Haimer, nos preparamos para poder llegar a ese mercado y ofrecer toda la calidad.
Durante 2021 SIMAQ planea contar con dos clientes fuertes del sector. De igual forma, se vinculó a la Asociación Mexicana de Manufactura de Moldes y Troqueles, y trabaja de la mano con ellos para poder abrir nuevos mercados.
“De antemano, es un mercado muy exigente, en este caso por los clientes japoneses que están aquí en el Bajío, llámese Celaya, Silao. Lo que viene siendo Mazda y Toyota, que requieren una gran exigencia para los insertos de sus moldes. Por eso nos estamos preparando con toda la tecnología que podamos adquirir”, puntualiza Diego Olvera.
El taller de SIMAQ se prepara para atender el mercado de fabricación de moldes, que viene en constante crecimiento, de manera especial desde que se inició la pandemia. Para ello cuenta con seis centros de mecanizado Doosan DNM 5700, un torno Lynx 220 con herramientas vivas, además de fresadoras, tornos convencionales y rectificadoras plana y cilíndrica convencionales. Para la inspección final de las piezas de los insertos de los moldes recientemente adquirió una máquina CMM Contura, de Carl Zeiss.
“En la actualidad, nuestras instalaciones están totalmente saturadas y ya no tenemos espacio. En dos años vamos a migrar a unas nuevas instalaciones que nos van a permitir tener más centros de mecanizado, esa es mi idea. Nos proponemos comprar otros cuatro o cinco centros de mecanizado para poder ofrecerle al cliente tiempo y calidad. Este año esperamos cerrar la compra de las electroerosionadoras, tanto de penetración como de hilo.






Contenido relacionado

Medición de forma: especificación de redondez en piezas
Explore técnicas avanzadas de medición para evaluar redondez y geometría en piezas industriales.
Leer Más
El acero P-20: especificaciones y aplicaciones en moldes
Explore la relevancia del acero P-20 y cómo su mecanizado afecta la producción, costos y vida útil de los moldes.
Leer Más
Componentes para moldes y troqueles
Meximold: En el stand 609, ACAT ofrecerá un variado catálogo de componentes para troquel y moldes.
Leer Más
Makino coloca la primera piedra de su Centro Tecnológico de Innovación en Querétaro
Innovación, tecnología y sostenibilidad impulsan el crecimiento de Makino en México: la empresa japonesa refuerza su compromiso con el nearshoring y la industria manufacturera de alta precisión.
Leer MásLea a continuación

La sujeción térmica se adapta a los nuevos tiempos
Las máquinas de inducción térmica, que ahora vienen con touchscreen y lector de códigos QR, son algunos de los cambios de los equipos de Haimer que hacen más amigable su uso y están en concordancia con la Industria 4.0.
Leer Más
Grupo Simaq: en la ruta hacia la manufactura de moldes
Grupo Simaq se convirtió de un taller prestador de servicios a un taller fabricante de moldes viendo la oportunidad de crecimiento de este nicho en México y cambiando su concepto de manufactura. Para convertirse en proveedor de porta-insertos y herramentales tuvo que adaptar sus procesos a un maquinado CNC con máquinas que le ofrecieran mayor precisión y calidad en los acabados.
Leer Más
10 tendencias que se están tomando los talleres metalmecánicos mexicanos
Modern Machine Shop México resume las tendencias y tecnologías a observar por parte de los talleres de mecanizados en México.
Leer Más