



Hasta hace poco, los talleres tenían dos opciones para mecanizar ranuras circulares en la cara de una pieza. Una es hacer girar una pieza en un centro de torneado y alimentar una herramienta estática de ranurado frontal.
La otra es usar una máquina-herramienta para interpolar en círculo usando una fresa escariadora. Los talleres suelen optar por la última opción cuando la pieza no se puede montar en un centro de torneado, tiene una geometría que incluye protuberancias o características que impiden el acceso a la herramienta, o crea una condición de desequilibrio cuando se hace girar. Sin embargo, la rotura de la herramienta y los largos tiempos de ciclo pueden ser un problema, especialmente cuando se utilizan fresas de diámetro pequeño. Además, esas herramientas crean solo perfiles de ranura simétricos.



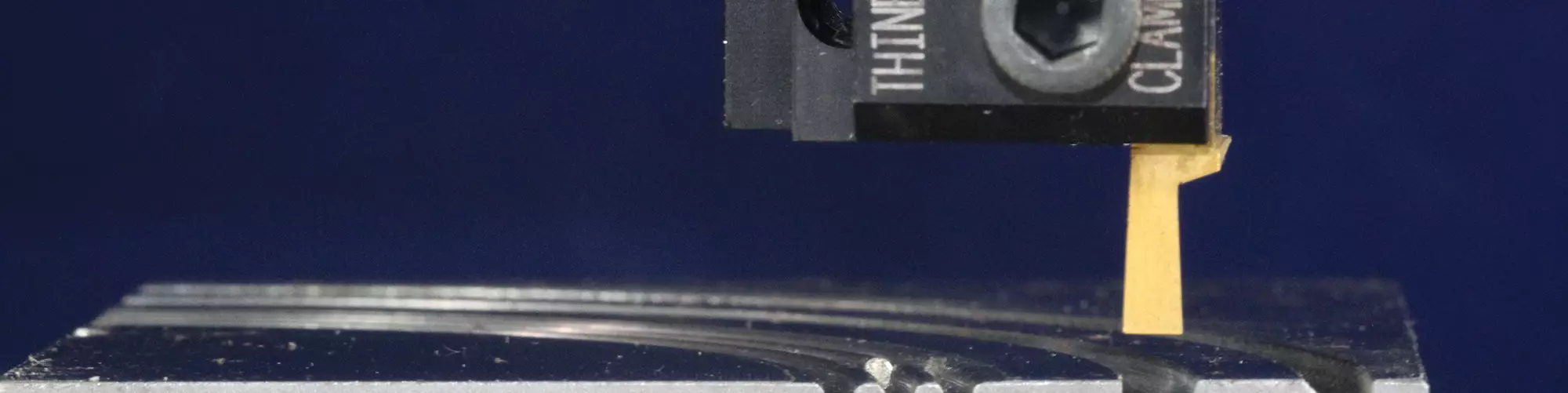
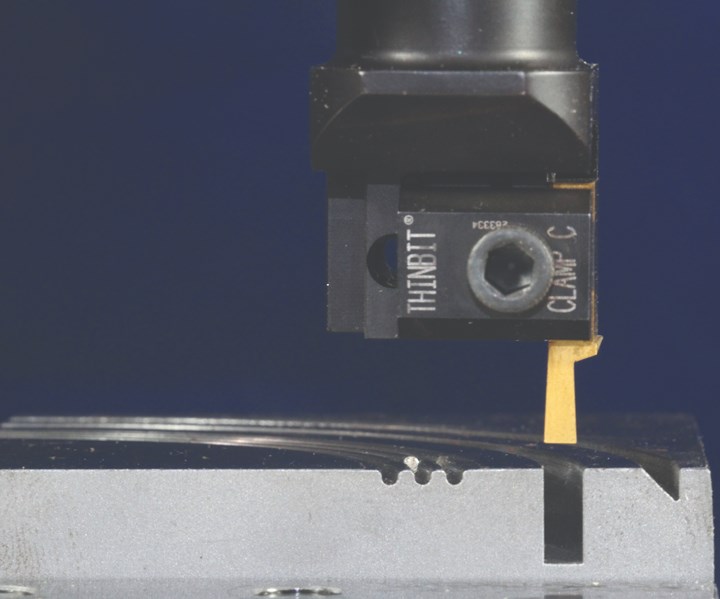
Recientemente, Thinbit/Kaiser Tool Co. ha desarrollado una herramienta de tipo trepanado basada en los insertos estáticos, de torno y ranurado frontal que ha ofrecido durante muchos años, para permitir el corte de ranuras en un solo punto en un centro de mecanizado.
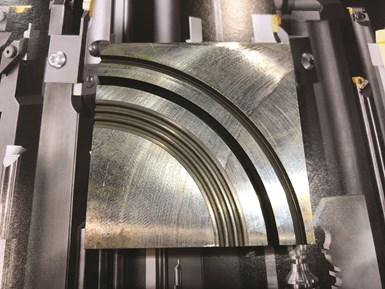
Como alternativa a los end mill, esta herramienta de trepanado también puede producir ranuras frontales simétricas y asimétricas, y realizar cortes de pasada.
Como alternativa a los end mill, esta herramienta de trepanado también puede producir ranuras frontales simétricas y asimétricas, y realizar cortes de pasada. Los diámetros de ranura son concéntricos a la rotación del husillo y no están sujetos a errores debido al movimiento de la mesa.
Llamada Mill A Groove, esta línea de herramientas se instala en el cabezal de mandrinado del usuario para permitir la creación de una gama de diámetros de ranura, con un perfil simétrico o asimétrico.
“Hemos notado un número creciente de aplicaciones en las que los end mills se utilizan en los centros de mecanizado para crear ranuras frontales, principalmente para sellos o donde las piezas se acoplan juntas en un ensamblaje”, dice el gerente de operaciones de la compañía, Ken King.
“Con las Mill A Groove, estamos utilizando nuestros insertos de ranurado frontal de torno, que varían en anchos de 0.004 a 0.150 pulgadas, en un portaherramientas de nuevo diseño, para permitir operaciones de trepanado en una fresadora”.
King dice que, en comparación con los end mill, esta herramienta ofrece ventajas, como una mejor concentricidad de ranura y acabado superficial. También puede eliminar la necesidad de llevar una pieza fresada a un torno para una operación secundaria de ranurado frontal.
Se pueden crear perfiles de inserto personalizados según los requisitos de la aplicación.
Además, las pruebas han demostrado que la herramienta puede producir ranuras hasta 90% más rápido que el mecanizado con un end mill. Las fresas Mill A Groove producen una ranura frontal de 0.125 pulgadas de ancho en acero en 18 segundos, versus tres minutos con un end mill. Los datos de corte para las Mill A Groove se determinan simplemente convirtiendo las velocidades y los avances utilizados en una operación de ranurado frontal de torno en una operación de fresado de un solo punto.
Las Mill A Groove también se pueden utilizar para realizar el fresado frontal como una operación de corte de pasada de un solo punto. Esto puede ser ventajoso para aplicaciones en las que son deseables marcas de testigo de mecanizado mínimas.
Por ejemplo, el uso de un end mill de 1 pulgada para enfrentar una superficie más ancha va dejando varias filas de marcas testigo de 1 pulgada. La instalación de una herramienta de fresado en un cabezal de mandrinado con un diámetro mayor que el ancho de la pieza y la realización de una operación de fresado de pasada deja un acabado superficial más uniforme.
Los vástagos Mill A Groove están disponibles en siete tamaños: 0.5, 0.625, 0.75 y 1 pulgada y 16, 20 y 25 mm, para acomodarse a una amplia variedad de modelos de cabezales de mandrinado. Se pueden crear perfiles de inserción personalizados, según los requisitos de la aplicación.

Los vástagos están disponibles en siete tamaños para adaptarse a una amplia variedad de modelos de cabezal de mandrinado.






Contenido relacionado

Sistema de mandrinado fino de Tungaloy aumenta la utilización de la máquina
Los módulos de cartuchos KKH para el sistema digital de herramientas de mandrinado fino SwissBore están diseñados para que todas las operaciones de mandrinado fino.
Leer Más
Mandrinadora horizontal diseñada para facilitar su uso
Las mandrinadoras de la serie HB de Fryer Machine Systems están diseñadas para una configuración rápida y una programación simplificada.
Leer Más
Herramienta de refrentado y avellanado Heule Spot proporciona un mecanizado flexible
La herramienta Solo L que presenta Heule Precision Tools funciona para proyectos de refrentado por puntos y avellanado de más de 25 mm.
Leer Más
Big Daishowa amplía su gama de productos integrados con Smart Damper
Big Daishowa mejora las herramientas de mandrinado con amortiguación de vibraciones.
Leer MásLea a continuación

10 tendencias que se están tomando los talleres metalmecánicos mexicanos
Modern Machine Shop México resume las tendencias y tecnologías a observar por parte de los talleres de mecanizados en México.
Leer Más
Mesas magnéticas optimizan la electroerosión en producción de piezas complejas
Evolución en Moldes venía asumiendo varios retos para el mejoramiento de sus procesos de manufactura de componentes complejos para sus moldes. La aplicación de mesas magnéticas optimizó el mecanizado por electroerosión y mejoró sus tiempos de entrega.
Leer Más
Consideraciones para comprar un torno CNC
Los tornos CNC son una de las tecnologías de mecanizado más antiguas; sin embargo, sigue siendo útil recordar los aspectos básicos a la hora de considerar comprar una máquina de este tipo.
Leer Más