
Un taller de garaje se convierte en especialista en rectificado CNC de herramientas
Este taller de rectificado de herramientas fue capaz de transformarse en un productor especializado en herramientas de corte con la adopción de algunas máquinas avanzadas para rectificado CNC.


Realizar el cambio hacia el rectificado CNC con la tecnología Walter Helitronic le ha permitido a AcuTwist ampliar su negocio en la producción de herramientas de corte especializado.

Marcus Young emplea el software de programación Tool Studio para producir geometrías de herramienta únicas que no podían producirse previamente.
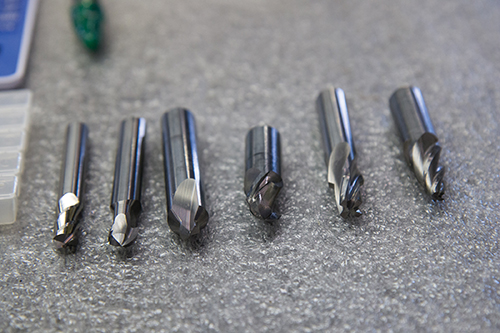
Muchos de los negocios actuales del taller tienen que ver con la producción de herramientas especiales a partir de elementos base de carburo, con diámetros en el rango entre 0.157 y 0.875 pulgadas y longitudes de hasta 6 pulgadas.

El eje C de gran tamaño de la rectificadora de herramientas Helitronic Power, bajo los cabezales de trabajo, permite un rectificado completo de geometrías completas con montajes simples.
Compartir
Lea a continuación



Cuando en 1989 Marcus Young tuvo la idea de empezar con su compañía de rectificado de herramientas AcuTwist, él administraba un taller metalmecánico para un contratista especializado que realizaba gran cantidad de trabajos en piezas producidas por pulvimetalurgia para aplicaciones automotrices y de equipo exterior. Desde entonces, AcuTwist ha florecido en un garaje con una sola rectificadora manual hasta convertirse en un próspero taller que trabaja con tres avanzadas rectificadoras CNC de herramientas para producir herramientas giratorias con geometrías complejas para componentes producidos por pulvimetalurgia.
En el taller donde Young trabajó previamente, los agujeros perforados en las piezas producidas por pulvimetalurgia generalmente tenían menos de 0.438 pulgadas de diámetro, con profundidades entre cinco y 10 veces el diámetro. Todos los días, el taller quemaba aproximadamente 100 brocas de carburo y acero rápido, principalmente debido al pobre desempeño de la herramienta. De acuerdo con Young, encontrar brocas que pudieran cortar el tamaño requerido y mantuvieran las tolerancias requeridas era difícil con estos materiales exigentes, de manera que el taller prefería reformar sus propias herramientas de acuerdo con el tamaño necesitado. Sin embargo, el proceso carecía de repetibilidad, lo cual hizo que Young propusiera comprar un mejor sistema de reformado. Sin embargo, los propietarios de la compañía no querían realizar la inversión.



Entonces, Young tomó la decisión de aprovechar su propio tiempo. Dio un salto de fe a su propio riesgo. Adquirió un préstamo y compró el equipo, que incluía una rectificadora manual de herramientas, y abrió su negocio AcuTwist en su garaje, ubicado en Kersey, Pennsylvania.
El pequeño taller fue exitoso casi de inmediato, consiguiendo varios clientes cuando salió a la luz la experiencia de Young en rectificado, produciendo brocas con una mayor vida útil que las herramientas estándar. “Me di cuenta de que al modificar solo un poco la geometría, podíamos tener una vida útil superior, cortes más redondos y agujeros más rectos, así como un tamaño menor de la viruta en las salidas de los agujeros pasantes”, explica.
A medida que el negocio aumentaba, AcuTwist contrató otro par de empleados y compró otra rectificadora manual. Young empezó a buscar en la tecnología de rectificado CNC de herramientas y cómo lo podría beneficiar potencialmente para ampliar la capacidad de rectificado de su compañía. En 1998, hizo otra apuesta significativa y compró su primera rectificadora CNC a través de United Grinding North America: un equipo Walter Helitronic Mini Power. Para afrontar la demanda, aún en crecimiento, adquirió una rectificadora adicional Walter Helitronic Power y, pronto, compró otra más. En ese momento, la compañía se mudó del garaje de Young a su actual (y más grande) ubicación en Ridgway, Pennsylvania.
Estas rectificadoras de herramientas Walter tenían pórticos en 3D que proporcionan rigidez y precisión. Los husillos de rectificado trabajan sobre grandes puestas transversales dentro de paredes posteriores cerradas, mientras que los grandes ejes C bajo los cabezales de trabajo permiten un rectificado completo de geometrías de herramientas complejas con montajes simples. Este diseño de eje C bajo los cabezales de trabajo elimina la necesidad de ejes de husillo giratorios.
AcuTwist ha seguido creciendo a medida que Young aprende cómo capitalizar la capacidad de sus rectificadoras CNC. El taller amplió sus ofertas más allá de solo reformar herramientas, para incluir también la generación de una amplia variedad de geometrías de herramienta, como brocas escalonadas, herramientas de combinación de broca y escariador, herramientas para formado y otras herramientas especiales.
Debido a que nunca había producido una herramienta en un rectificador CNC, Young confió ampliamente en el software de rectificado de herramientas de Walter cuando se trataba de generar geometrías de herramientas y desarrollar programas de máquina. Avanzó desde el software estándar hasta el CyberGrind y, más recientemente, al más avanzado Tool Studio.
Este software emplea un formato de asistente, paso a paso, para guiar al operario a lo largo de todo el proceso de programación de proyectos complejos como los de AcuTwist. La función de asistente llena los espacios desde su base de datos para acelerar la programación de las brocas, buriles, herramientas de paso, herramientas de formado y otras herramientas giratorias.
En un esfuerzo por migrar a un concepto libre de uso de papel, la compañía ha iniciado la compra de tablets para que los operarios las usen en el taller de planta, facilitando la carga de datos y el monitoreo con dichos sistemas. AcuTwist está haciendo énfasis en este sentido, especialmente después de la inundación de 2014, que dejó todo el taller a casi un metro debajo del agua. Gracias a la ayuda de United Grinding, de sus proveedores y clientes, la compañía pudo ponerse en operación tan solo tres semanas después de la inundación.
A medida que se acostumbraba al nuevo software, Young vio que era capaz de producir geometrías únicas que no podían fabricarse previamente con programas a base de sistemas PC. “Con el Tool Studio, pude poner dos puntos de perforación juntos en la misma herramienta y usar hasta seis ruedas para generarlos”, indica. Entre nuestras Heliotronics, ejecutamos programas para más de 80 herramientas especializadas y hasta 100 programas de herramientas estándar.
Esta flexibilidad le permite a Acutwist desarrollar múltiples geometrías de herramientas personalizadas para mecanizado de componentes fabricados por pulvimetalurgia –un trabajo duro, dada la calidad abrasiva del material y las tolerancias de las piezas, a menudo en el rango de las micras–. “En una aplicación desarrollamos una broca/escariador para un proveedor automotriz, nivel Tier 1, que produce piezas por pulvimetalurgia”, indica Young. “Ahora fabricamos esta herramienta en seis tamaños diferentes para procesamiento de engranajes temporizadores, engranajes de transmisión, cubiertas de engranajes y otros componentes del tren motriz de fabricación por pulvimetalurgia.
De hecho, una porción significativa del negocio actual del taller es la producción de herramientas especiales, principalmente a partir de elementos base de carburo con diámetros en el rango entre 0.157 y 0.875 pulgadas y longitudes de hasta 6 pulgadas. Por ejemplo, una orden de brocas escariadoras cónicas con una tolerancia angular de ±0.05 grados sobre una longitud de 1.5 pulgadas, ahora es parte del trabajo normal del pequeño taller.
Ha sido un largo camino desde que sólo se reformaban las herramientas.
Para incrementar la productividad y soportar operación desatendida, las rectificadoras CNC de AcuTwist usan el sistema ECO Loader Plus de Walter y software de compensación térmica, permitiéndole de esta manera al taller trabajar durante las noches, adicionalmente a las 10 y 12 horas que trabajan las máquinas durante el día. El software de compensación mide y se ajusta a las variaciones de tamaño de la máquina para garantizar una precisión de rectificado consistente, mientras que el ECO Loader Plus permite la carga de hasta 80 herramientas sobre los cabezales de trabajo.
De acuerdo con Young, el modelo de negocio de la compañía es un poco diferente al de muchas de las compañías de rectificado de mayor tamaño y su objetivo es mantenerse así. “Nuestro nicho es el procesamiento rápido de cantidades relativamente pequeñas de herramientas especiales: cualquier tamaño entre una y 200 piezas”, indica, agregando que algunos proyectos requieren tiempos de procesamiento tan cortos como un par de horas. “Nuestros Helitronic nos permiten enfrentar y continuar cumpliendo y excediendo las necesidades del cliente”.







Contenido relacionado

Siete factores clave en la elección de una rueda de rectificado
El mercado de las ruedas de rectificado es amplio, pero estos siete factores de aplicación pueden ayudar a los usuarios a delimitar el mercado a las ruedas que necesitan.
Leer Más
United Grinding nombra nuevo director para México
Alonso Acevedo aporta 27 años de experiencia en la industria de máquinas-herramienta, incluidos doce años como usuario final y quince años en diversos puestos de ventas.
Leer Más
Qué es y para qué sirve el rectificado
El rectificado es un proceso de mecanizado que usa medios abrasivos para darles acabados a partes metálicas usadas en diversas industrias. Este informe presenta algunos conceptos básicos sobre el rectificado, sus tipos y aplicaciones.
Leer Más
Cómo pasivar las partes de acero inoxidable
Descubra cómo la pasivación maximiza la resistencia a la corrosión en aceros inoxidables y evita la falla prematura de piezas y componentes mecanizados.
Leer MásLea a continuación

La tecnología: recurso primordial para ser proveedor de la industria aeroespacial en México
Indumet Aerospace es una de las empresas pioneras en México como Tier 1 de la industria aeroespacial. La inversión en la última tecnología para el mecanizado en 5 ejes ha sido una de las claves del éxito que la ha llevado a ser proveedora de reconocidos OEM.
Leer Más
Sistemas innovadores de sujeción para electroerosión y mecanizado de tres ejes
Con el propósito de aumentar el índice de ocupación de máquinas en el taller, este fabricante de moldes adaptó un dispositivo de sujeción en sus máquinas de tres ejes y su electroerosionadora de penetración para aumentar la flexibilidad de sus equipos y ser más competitivo.
Leer Más
Sistema de sujeción permite a un taller alcanzar las tolerancias requeridas
Este taller de Monterrey, dedicado a la manufactura de ejes para motorreductores, no conseguía alcanzar las tolerancias exigidas por su cliente. El uso de un collet chuck le permitió lograr las dimensiones requeridas y reducir los tiempos del proceso en 54 %.
Leer Más