Cómo elegir el indicador de dial correcto
Las alternativas digitales están reemplazando los indicadores de dial, pero los indicadores de dial aún pueden ser útiles. A continuación le indicamos cómo seleccionar el correcto para una aplicación determinada.




Cara del indicador de dial.
Crédito: Mahr Inc.
Los indicadores de dial han existido desde principios del siglo XX. Aunque pueden estar a punto de desaparecer —sustituidos por alternativas digitales—, los indicadores de dial siguen teniendo sentido en muchas aplicaciones. Su popularidad a largo plazo está bien ganada, ya que los indicadores de dial ofrecen valor, incluido el hecho de proporcionar una buena resolución a bajo costo, pero esa no es la razón principal por la que la gente sigue utilizándolos.
Más allá de proporcionar mediciones cuantitativas fáciles de leer con desviaciones medidas reales, los indicadores de dial brindan a los usuarios una idea comparativa instantánea de si una pieza es buena o, si no lo es, qué tan mala puede ser.



Cuando se emplean bandas de tolerancia o marcas de dial, los usuarios pueden simplemente ver si la aguja del indicador está dentro de las bandas de tolerancia o de las secciones rojas resaltadas en el dial. No hay necesidad de interpretación. Es posible que todo resultado no se lea como “bueno”, pero incluso cuando es “malo”, puede obtener una indicación de “qué tan malo es”. Además, con un poco de monitoreo mental, un usuario observador comenzará a ver si las partes buenas tienden hacia los límites de tolerancia.
Los indicadores de dial están disponibles en una amplia variedad de tipos, tamaños y rangos. El principio básico es que todos los indicadores mecánicos traducen las variaciones de movimiento de un émbolo y lo amplifican a través del engranaje en una lectura de dial.
Dado que algunos indicadores proporcionan variaciones dimensionales tan pequeñas como 0.00005’/1 μm, estos mecanismos sensibles deben manejarse con el mismo cuidado dedicado que se le da a cualquier otra pieza de un equipo de precisión.
La fabricación actual está diseñada para una gama muy amplia de tolerancias que tienden a ser más pequeñas todo el tiempo. Elegir un indicador de dial puede parecer difícil, especialmente porque el número de indicadores disponibles es muy grande. Pero pensar en la aplicación y el uso del indicador puede hacer que la selección sea muy básica. Tenga en cuenta las siguientes directrices para seleccionar el modelo adecuado para su aplicación.
Para mí, facilitar al operador la clasificación visual de la zona de tolerancia en el indicador es el primer punto por considerar. Esto significa observar la especificación de rango por revolución del indicador, que representa la distancia que recorre el husillo con una revolución completa de la manecilla del dial. De los rangos disponibles, seleccione uno que permita que el diferencial de tolerancia ocupe de 1/10 a 1/4 del dial. Las tolerancias que se encuentran en las posiciones de las 10 en punto y las 2 en punto parecen ser ideales para la mayoría de los usuarios.
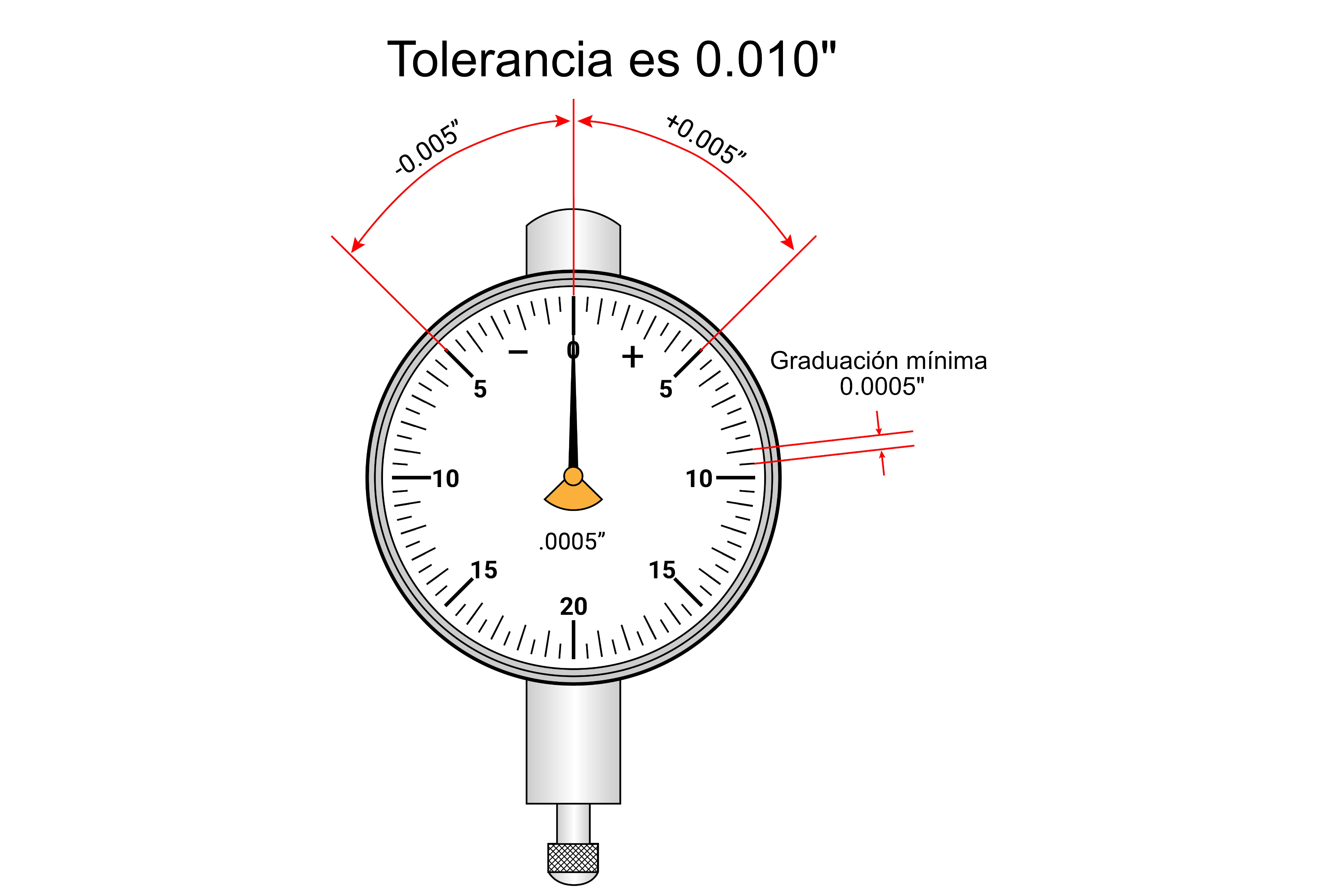
La siguiente consideración es el valor mínimo de graduación, o el valor de las graduaciones más pequeñas marcadas en el dial. Hay varios valores diferentes disponibles con indicadores estándar; seleccione el que esté más cerca del 10 %-20 % de la extensión de tolerancia del trabajo que está midiendo. Esto asegura que la tolerancia abarcará alrededor de 10 a 20 divisiones del dial. Le permite al usuario interpolar valores a una parte de un grado si es necesario, pero al mismo tiempo, no proporciona tantos grados que se pierda el ancho de la mano.
Por ejemplo, si la tolerancia total para la pieza es de 0.010” o ± 0.005”, el indicador debe tener un rango por revolución de 0.040” y los valores de graduación de 0.0005” son ideales. Esta opción utiliza el 25 % del dial para la zona de tolerancia, mientras que el espaciado del grado permite fácilmente la lectura a más de la mitad de un grado, o más si es necesario.
Otra opción importante se reduce al tamaño del diámetro del bisel indicador. Esta selección se basa en el espacio disponible para el indicador y la distancia desde la que se verá. El hecho de que el indicador se utilice en un medidor de banco o en un medidor portátil también puede influir en esta decisión. Cuando se usa en un medidor de banco, donde el operador puede estar parado a cierta distancia, un indicador más grande suele ser la mejor opción, generalmente un AGD grupo 2 o 3 con diámetros de bisel de 2.25” a 2.75”.
Sin embargo, un medidor portátil como un medidor de presión se puede leer dentro de la distancia de un brazo. En ese caso, un indicador AGD grupo 1, con un diámetro aproximado de 1.5” y un peso más ligero es el indicador para elegir.
Una consideración final es el rango total del indicador que representa la distancia máxima a través de la cual puede viajar el husillo indicador. Por lo general, esto es 2-1/2 revoluciones de la mano, adecuado para la mayoría de las necesidades de medición de banco mecánico o portátil. A veces, especialmente cuando se usa el indicador en un banco como un indicador de lectura directa, en lugar de un indicador comparativo, una opción con un rango de 1” o más sería la acertada.
Algún día, en un futuro no muy lejano, estas consideraciones pueden ser discutibles, ya que un indicador digital puede proporcionar la mayoría de estas opciones (rango, resolución, tamaño) con solo un puñado de modelos. Pero hasta que llegue ese día, un indicador de dial puede ofrecer la solución más simple en un mundo complejo.






Contenido relacionado

Inspección de ranuras: elección del calibre correcto
Descubra cómo elegir el calibre adecuado para la medición de ranuras internas y externas. Conozca los aspectos a tener en cuenta en función de sus necesidades de inspección.
Leer Más
Metrología: aprenda a leer lo que dice el indicador de dial
Descubra cómo leer correctamente un indicador de dial y aproveche al máximo sus características para mediciones precisas.
Leer Más
Medidores de agujeros ajustables: funciones y configuración
Descubra cómo funcionan los medidores de agujeros ajustables y los componentes clave para obtener mediciones precisas.
Leer Más
Cómo realizar con éxito la transición de indicadores de dial a digital
Descubra las ventajas de los indicadores digitales electrónicos y cómo elegir el adecuado para sus necesidades de medición.
Leer MásLea a continuación

Evolución de los indicadores digitales y amplificadores de banco
La electrónica actual permite combinar el rendimiento del transformador diferencial variable lineal y el tamaño del indicador digital en un nuevo comparador digital que ofrece, incluso, más valor que los amplificadores de banco tradicionales.
Leer Más
Consideraciones para comprar un torno CNC
Los tornos CNC son una de las tecnologías de mecanizado más antiguas; sin embargo, sigue siendo útil recordar los aspectos básicos a la hora de considerar comprar una máquina de este tipo.
Leer Más
¿Por qué usar torno-fresado?
Los fabricantes de máquinas-herramienta se dieron cuenta de que las piezas torneadas a menudo requerían también, al menos, algún trabajo de fresado o taladrado. Por ello aumentaron las capacidades de los tornos mediante husillos adicionales para el trabajo con herramientas giratorias. De esa manera surgieron las máquinas de torno-fresado.
Leer Más