Análisis de modo de falla y efectos (FMEA) en un taller de mecanizado
El nuevo estándar ISO 9001:2015 enfatiza en la evaluación de riesgo. Los talleres médicos como Protomatic, con certificación ISO 13485, ya lo están gestionando con el análisis de modo de falla y efectos (FMEA).


El taller usa sondas de ajuste de herramientas para acelerar los alistamientos y sondas de activación por contacto para ubicar partes fijadas en las máquinas y mover el sistema de coordenadas en el CNC acorde con la ubicación. Esta última capacidad es esencial para asegurar la repetibilidad cuando se mecanizan cubiertas plásticas delgadas, que generalmente se entregan al taller en una condición deformada.
Esta es solo una pequeña porción del documento de análisis de modo de falla de proceso y sus efectos (PFMEA) que desarrolló Protomatic. En él se identifican más de 300 modos de falla potenciales y se ofrecen procedimientos para mitigar esos riesgos.

Marvin Evans prueba esta placa de aluminio recién recibida usando el analizador de materiales XRF del taller, el cual identifica la aleación de material para asegurar que sea la aleación adecuada para un trabajo específico.

Una impresión con esta información se incluye en el pedido de compra del trabajo.

El empaque de partes está cubierto en el documento PFMEA de Protomatic. Aquí, una almohadilla de espuma grande asegura que el acabado superficial de estas partes no se dañe durante el envío. La calidad del acabado superficial es particularmente importante para los componentes médicos.



Los talleres dedicados a la manufactura de dispositivos médicos registrados con el estándar médico ISO 23485 tienen procedimientos implementados en el sistema de gestión de calidad (SGC) para analizar, gestionar y mitigar efectivamente los riesgos relacionados con la producción. Así como lo hacen los talleres aeroespaciales certificados con AS9000 y la mayoría de los que atienden la industria automotriz.
Talleres y estándares ISO
Al contrario, otros talleres registrados solo con ISO 2001:2008 (así como aquellos que no lo están) probablemente no tienen un SGC que atienda formalmente la gestión de riesgo. Sin embargo, después de septiembre de 2018 ya no serán válidos los certificados ISO 9001:2008; su reemplazo, ISO 9001:2015, requiere que el taller establezca procedimientos para una gestión de riesgos integral (la gestión de riesgos representa sólo uno de unos pocos cambios significativos en este estándar revisado que fue publicado hace un par de años).



Análisis de modo de falla y efectos (FMEA)
El análisis de modo de falla y efectos (FMEA) es un método común de identificación y mitigación de riesgos, aunque algunas veces se le conoce de forma distinta de compañía a compañía. Protomatic, una planta ubicada en Dexter, Michigan, para mecanizado de prototipos y producción de corrida corta personalizada que atiende las industrias médica, automotriz, militar y aeroespacial, se refiere a éste como el PFMEA – análisis de modo de falla de proceso y sus efectos.
Protomatic estableció sus métodos PFMEA hace años como parte del cumplimiento de los requerimientos para su certificación ISO 13485. Doug Wetzel, vicepresidente de la compañía, dice que los procedimientos para gestión de riesgos que el taller ha implementado sirven como un buen modelo para otros talleres que no son médicos que estén trabajando para el registro de la versión actualizada ISO 9001:2015, razón por la cual me han invitado a visitar y conocer más de este tema.
Identificar y luego mitigar los riesgos con PFMEA
El señor Wetzel dice que el sistema PFMEA de Protomatic es común para otros talleres médicos; una pequeña porción del documento genérico PFMEA que él y su equipo desarrollaron se muestra en las imágenes de este artículo. El desarrollo de este documento comenzó con una sesión de lluvia de ideas de la administración para identificar todos los aspectos de la operación del taller (y aquellos de sus proveedores externos) que presentaban riesgos potenciales de producción, conocidos como modos de falla, que podrían resultar en partes o ensambles no conformes. Luego, para cada uno de estos modos de falla, el equipo determinó cuán severo era el riesgo, su frecuencia de ocurrencia potencial y cuán difícil sería detectarlo.
En el caso de Protomatic, se ordenó cada uno de estos tres factores según la seriedad en una escala de cinco puntos, siendo 1 la mínima y 5 la máxima. (Wetzel dice que otros sistemas FMEA usan una escala de 10 puntos, pero indica que la mayoría de compañías médicas están más familiarizadas con la escala de cinco puntos).
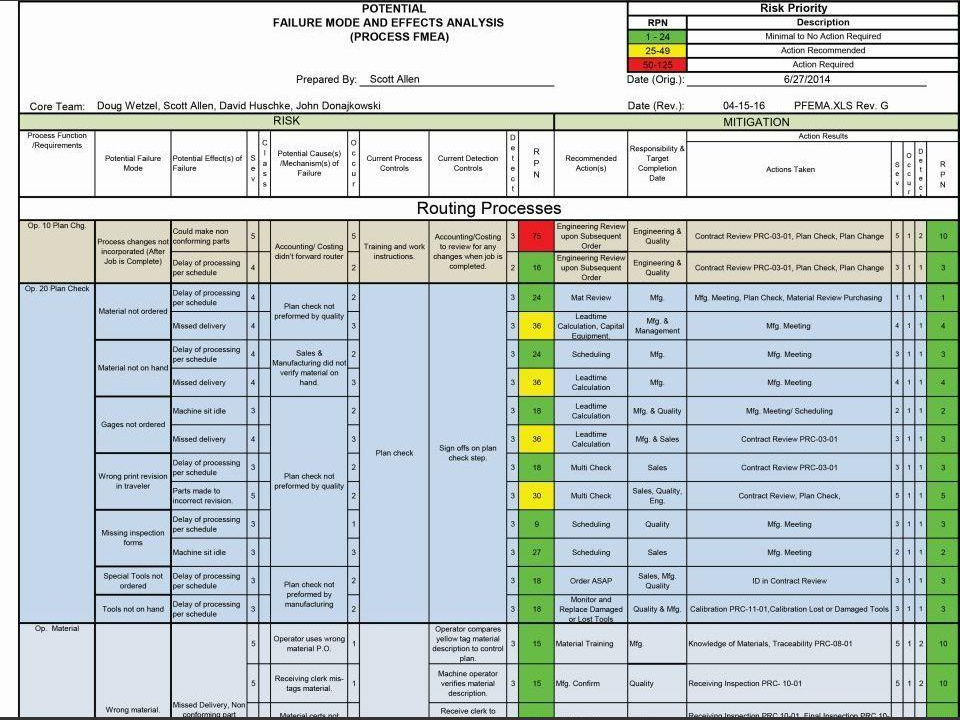
Para cada modo de falla, estos tres valores se multiplican para establecer un número de prioridad del riesgo (RPN). El taller estableció que un RPN en el rango de 1 a 24 significa que el riesgo potencial es tal que no se requiere acción alguna. Un RPN en el rango de 25 a 49 significa que se recomienda tomar acción, y un RPN en el rango de 50 a 125 significa que se requiere acción. Estos valores RPN están resaltados en el documento PFMEA en verde, amarillo y rojo, respectivamente.
El documento genérico PFMEA de Protomatic actualmente incluye más de 300 modos de falla potenciales. Estos están divididos en secciones relacionadas con los procesos de mecanizado internos como fresado, torneado, desbarbado y aserrado de blancos; así como con procedimientos como el movimiento de trabajos, inspección, empaque y envío. También incluye secciones relacionadas con procesos tercerizados, tales como pasivación, plateado y tratamiento térmico.
Este documento genérico PFMEA se ajusta luego a cada trabajo específico de un cliente, porque algunos trabajos no requieren desarrollar todas las operaciones. También es un documento vivo. Por ejemplo, si el taller trajera un nuevo proceso de manufactura, tal como el torneado tipo suizo, entonces tendría que añadir una sección a su PFMEA listando todos los modos de falla potenciales relacionados con ese proceso.
La evaluación del riesgo es sólo una parte del método PFMEA. Como se muestra en el lado derecho del documento genérico PFMEA, Protomatic ha identificado formas de mitigar todos los modos de falla de proceso potenciales con la mayor atención puesta en aquellos que tienen valores RPN de 50 o superiores. Wetzel dice que, al respecto, el método PFMEA le permite al taller establecer soluciones que son procedimentales o basadas en instrucciones antes de que un problema emerja, en lugar de llegar con soluciones en el camino después de que ha surgido el inconveniente.
Por ejemplo, en la sección del documento genérico PFMEA de Protomatic, que se muestra al comienzo de este artículo, se ven los modos de falla potenciales en el proceso de movimiento de trabajos del taller. El modo de falla inicial listado se relaciona con cambios de proceso no incorporados después de completar un trabajo. Un efecto potencial es la producción de partes no conformes cuando el trabajo se corre de nuevo. La severidad de este modo de falla se califica con un valor de riesgo de 5. La causa potencial identificada para este modo de falla es que el departamento de contabilidad no dirija el trabajo a ingeniería después de terminado. Esta ocurrencia también se califica con un valor de riesgo de 5.
El entrenamiento de los empleados y las instrucciones de trabajo existentes representan los medios iniciales de la compañía para el control de proceso de este asunto, y el método de detección inicial sería que el departamento de contabilidad revise cualquier cambio identificado cuando se complete un trabajo. El valor para la detección con respecto a este modo de falla es 3, que resulta en un RPN total de 75 y significa que se requiere acción inmediata.
Las acciones requeridas que el taller formuló piden una revisión por parte del departamento de ingeniería de cada pedido subsecuente para cada trabajo. Aunque la severidad de este modo de falla potencial permanece calificada en 5, porque podría resultar en la producción de partes no conformes, las acciones implementadas para mitigar el problema redujeron el valor de ocurrencia a 1 y el valor de detección a 2, reduciendo el valor RPN para este modo de falla a 10.
La porción de ejemplo del documento PFMEA también muestra que el taller no sólo trabaja para reducir los valores RPN de los modos de falla en la zona roja que requieren acción inmediata. También atiende modos de falla potenciales que están en los rangos verde (no requiere acción) y amarillo (acción recomendada).
Impacto de PFMEA en las decisiones de compra de equipos
En algunos casos, el proceso de determinar cómo mitigar riesgos ha impactado en las decisiones de Protomatic sobre cuáles equipos comprar. Por ejemplo, los cuatro VMC (centros de mecanizado vertical) que compró recientemente a Haas Automation incluyen sistemas de sonda para prealistamiento de herramientas y activación por contacto. Scott Allen, gerente de ingeniería de Protomatic, dice que todas las compras futuras de VMCs también incluirán esos sistemas.
La sonda para prealistamiento de herramientas es útil para medir automáticamente las herramientas y así acelerar los alistamientos y aumentar la productividad. Sin embargo, la sonda de activación por contacto montada en el husillo es la que ha ayudado a mitigar riesgos. Allen señala un trabajo en el que se mecaniza una cubierta plástica muy delgada para un dispositivo médico que requiere fresado para retirar un defecto del moldeado. Según se empaquen y manejen esas partes después del moldeado pueden deformarse ligeramente, lo que significa que la ubicación real de la superficie de una parte dada es desconocida una vez se fija en una máquina. Esto conllevó problemas de repetibilidad del mecanizado que causaban un alto valor RPN. Para mitigar esto, el taller programa la sonda de activación por contacto para ubicar unos pocos puntos en la superficie de una parte fijada y usa los datos para ajustar en concordancia el sistema de coordenadas de la máquina antes del mecanizado, ayudando a asegurar la repetibilidad del proceso.
Protomatic también ha introducido nueva tecnología para mitigar los riesgos involucrados con el rastreo del material recibido para trabajos específicos. “Aunque ocurre rara vez, es posible que se refunda la documentación para el material recibido, sea en papel o vía e-mail”, explica Wetzel. “En circunstancias extremas, esto podría causar que nuestros clientes deban recoger productos si el material usado no es de la aleación adecuada”.
Para mitigar este riesgo potencial, el taller invirtió en un analizador de material por fluorescencia de rayos X (XRF), de mano, marca Delta de Olympus. En menos de un minuto, el analizador puede detectar la aleación de material así como los elementos que la componen. La impresión de esta información se incluye con el pedido de compra. Al requerir análisis XRF para todo el material recibido, el valor RPN de recibir potencialmente el material errado para un trabajo se reduce de 62 a 5.
Protomatic: Ganador de ‘Top Shops’
Los esfuerzos por establecer su completo método PFMEA son sólo un ejemplo de por qué Protomatic fue ganador del “Programa Honores 2015” en la categoría de prácticas de taller en la encuesta de benchmarking ‘Top Shops’ de nuestra revista Modern Machine Shop.
Wetzel dice que el taller analiza los datos compilados en la encuesta anual y los compara contra sus datos específicos. “Aun cuando la mayoría de compañías conoce sus debilidades, y probablemente tienen un plan implementado para enfrentarlas, la encuesta ayuda a soportar la visión de un taller y confirma la dirección del negocio”, dice él.







Contenido relacionado

Transformando desafíos del mecanizado aeroespacial en oportunidades
Este fabricante aeroespacial duplicó un subconjunto de trabajo y su habilidad para convertir la resolución de problemas en el taller en nuevos productos comercializables.
Leer Más
Los beneficios de las máquinas-herramienta multitarea
La tecnología de máquinas-herramienta multitarea ha revolucionado la manufactura y sigue desempeñando un papel fundamental en talleres de mecanizado que han adoptado esta tecnología.
Leer Más
Soluciones avanzadas de manufactura para componentes de precisión
Con cuatro nuevos centros de mecanizado de 5 ejes y dos células PH Cell Twin de DMG MORI, esta compañía refuerza su compromiso con la excelencia en la manufactura para sectores exigentes como el automotriz, médico y aeroespacial.
Leer Más
Cómo pasivar las partes de acero inoxidable
Descubra cómo la pasivación maximiza la resistencia a la corrosión en aceros inoxidables y evita la falla prematura de piezas y componentes mecanizados.
Leer MásLea a continuación

Para qué sirve el fresado en duro
El fresado en duro se utiliza para mecanizar aceros endurecidos con filos cortantes definidos. El fresado de estos materiales requiere centros de mecanizado de alta velocidad configurados para el fresado en duro, junto con un CAD/CAM programado en concordancia.
Leer Más
Perspectivas para el sector de maquinaria en México en 2022
Este informe presenta las proyecciones del comportamiento de consumo de maquinaria y equipo para 2022 de acuerdo con los estudios de asociaciones del sector, SIAVI y el Banco de México.
Leer Más
Por qué los talleres en México usan tornos tipo suizo
En México, el uso de tornos tipo suizo ha venido en crecimiento. Si bien empezó con aplicaciones dedicadas a la industria de la joyería y médica, ahora se utilizan para diversas aplicaciones en las industrias automotriz, electrónica, aeroespacial y de petróleo y gas.
Leer Más