Cómo eliminar el desprendimiento de la herramienta en el fresado de titanio
El portaherramientas emplea un sistema de bloqueo secundario para contrarrestar las altas fuerzas de corte axiales que se encuentran en el desarrollo de una herramienta para altas tasas de remoción de material de titanio.


La herramienta de Technicut para alta tasa de remoción de material en fresado de titanio y el portaherramientas de Nikken son vendidos como un sistema combinado.
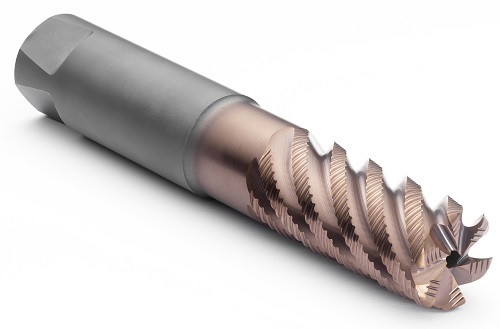
El mecanismo, que mantiene la posición del eje Z de la herramienta durante fresado agresivo, incluye caras anguladas sobre el vástago de la herramienta.

Tornillos prisioneros aprietan las caras para acuñar la herramienta contra el tope.

El video, que puede ver en mms-mexico.com, muestra el fresado de estas ranuras sobre titanio. Nikken lo grabó durante la prueba para demostrar lo silencioso del corte con la combinación del herramental.
Compartir
Lea a continuación



Por lo general, los portaherramientas para centros de mecanizado trabajan por compresión de un cilindro alrededor del vástago de la herramienta. Este es el caso de las pinzas de sujeción o de los sistemas de apriete por encogimiento. En ambos casos, la debilidad de estos mecanismos para sujetar la herramienta está en su dirección axial.
En esta dirección, lo cual es en el eje Z para una máquina de tres ejes, lo único que restringe a la herramienta es la fricción con la pinza de sujeción o con la perforación del sujetador. Si la fuerza de corte en la dirección Z alcanza un valor suficientemente alto, la herramienta puede deslizarse dentro del sujetador.



Technicut, proveedor de herramientas de corte ubicado en Reino Unido, ha obtenido una alta fuerza de corte en su desarrollo de una fresa escariadora diseñada para corte agresivo sobre titanio. Las fuerzas de corte de tracción en el eje Z podrían causar que su nueva herramienta se deslice paulatinamente dentro del sujetador, cambiando la longitud del corte medio de la herramienta.
El proveedor de portaherramientas Nikken fue involucrado para ayudar a resolver el problema y las dos compañías trabajaron juntas en el Centro de Investigación de Manufactura Avanzada de Sheffield, Inglaterra. Stephen Eckersall, responsable del grupo de ingeniería en Nikken, indica que el resultado de este trabajo, el mandril para fresado de bloqueo múltiple X-Treme, es el primer producto de la compañía que ha sido investigado, desarrollado y probado en Europa antes de su diseño final y producción en Japón.
Un sujetador existente fue el punto de inicio del trabajo de desarrollo. El Multi-Lock de Nikken emplea un anillo de apriete con rodillos de precisión para comprimir la perforación del portaherramientas. El resultado es un apriete concéntrico y fuerte con características favorables de amortiguamiento, que se mantiene sujeto a la misma limitación de deslizamiento de la herramienta, como otros portaherramientas cuando la fuerza de corte es extrema.
Para dichos cortes extremos, el grupo del Reino Unido agregó un sistema secundario de bloqueo complementario que se basa en modificaciones al vástago de la fresa escariadora. Dos tornillos prisioneros aprietan las caras anguladas sobre el vástago de la herramienta para acuñar la herramienta contra un tope.
La palanca mecánica de este sistema, el apriete “X-Treme”, ahora patentado, ha comprobado prevenir de forma adecuada el cambio de posición en el portaherramientas, incluso bajo las condiciones más agresivas de corte que Technicut ha implementado con su nueva herramienta “TiTan Rippa”.
Cuando la nueva herramienta y el nuevo portaherramientas se usan juntos, según indica Eckersall, la diferencia en el desempeño es audible. La estabilidad del apriete del portaherramientas en fresas escariadoras para corte sobre titanio es tal que los cortes sobre titanio son silenciosos, incluso ante altas tasas de remoción de metal.
La diferencia es también medible, indica. Un fabricante de la industria de aeronaves ha adoptado la nueva combinación de herramental para fresado de ranuras en diferentes tamaños de discos de ventilación de motores en titanio. La mejora en la tasa de remoción de metal de esta herramienta ha reducido el tiempo de ciclo para una de estas piezas de 36 a 11 horas.
Entre tanto, la estabilidad del sistema contribuye a generar ahorros al mejorar la vida útil de la herramienta, con lo cual se ha reducido el número de recambios, de manera que ahora sólo seis fresas realizan la cantidad de mecanizado para esta pieza que anteriormente necesitaba 30 herramientas.
Hasta ahora, el nuevo portaherramientas X-Treme de Nikken está disponible solo para titanio. Está siendo vendido con la fresa escariadora de Technicut como un sistema para fresado de titanio. Eckersall indica que el siguiente paso es hacerlo de forma similar para Inconel. Actualmente, el portaherramientas está siendo usado como corte de prueba para evaluar una nueva herramienta de alta tasa de remoción de material para la aleación a base de níquel.






Contenido relacionado

Sujeción de piezas pequeñas mejora el trabajo con husillos secundarios
Un proceso de rectificado patentado y la aplicación de la fuerza de sujeción exactamente donde se necesita aseguran una sujeción segura y concéntrica con un sistema de pinza que puede ajustarse a todos los tornos de un taller.
Leer Más
Heimatec ofrece un adaptador de cambio rápido para herramientas en vivo
El sistema U-Tec de Heimatec permite fijar varias herramientas en una sola base, utilizando adaptadores y una tuerca de collet.
Leer Más
Calidad en portaherramientas: cuatro factores por considerar
Los portaherramientas son un vínculo fundamental entre la máquina-herramienta y la pieza de trabajo. En este artículo analizamos cuatro parámetros fundamentales de la manufactura de portaherramientas que los talleres de mecanizado de precisión deben tener en cuenta a la hora de fabricar herramientas para un trabajo.
Leer Más
Lyndex-Nikken nombra nuevos representantes de ventas en México y EE.UU.
Luis Mejía es el nuevo representante regional de ventas en México, mientras que Russ Reinhart es el nuevo gerente nacional de ventas de la empresa en Estados Unidos.
Leer MásLea a continuación

Sistemas innovadores de sujeción para electroerosión y mecanizado de tres ejes
Con el propósito de aumentar el índice de ocupación de máquinas en el taller, este fabricante de moldes adaptó un dispositivo de sujeción en sus máquinas de tres ejes y su electroerosionadora de penetración para aumentar la flexibilidad de sus equipos y ser más competitivo.
Leer Más
La tecnología: recurso primordial para ser proveedor de la industria aeroespacial en México
Indumet Aerospace es una de las empresas pioneras en México como Tier 1 de la industria aeroespacial. La inversión en la última tecnología para el mecanizado en 5 ejes ha sido una de las claves del éxito que la ha llevado a ser proveedora de reconocidos OEM.
Leer Más
Por qué usar torneado tipo suizo
¿Para qué clase de producción se usan los tornos tipo suizo? ¿En qué se diferencian de los centros de torneado convencionales? Expertos y usuarios cuentan sus experiencias.
Leer Más