Solución a la expansión del portaherramientas: pernos de retención
Para Hansen Engineering Co., el contacto del husillo reducido por la expansión del portaherramientas estaba causando una serie de problemas de producción. Los pernos de retención de alto torque de JM Performance Products incrementaron la productividad y redujeron los tiempos de inactividad.

Buscando una solución a sus problemas de producción, el personal de ingeniería de HEC se reunió inicialmente con el equipo técnico de JMPP en la feria comercial Westec en Los Ángeles, California, donde se les brindó una demostración de cómo funcionarían las perillas de retención de alto torque con su V con cono 50 -Portaherramientas de brida.

Dos edificios en el campus de instalaciones de 43,000 pies cuadrados de HEC cuentan con una amplia gama de equipos CNC importantes que incluyen centros de mecanizado de cinco ejes de alta velocidad, centros de mecanizado horizontales con tombstones dobles, centros de mecanizado de tres ejes.

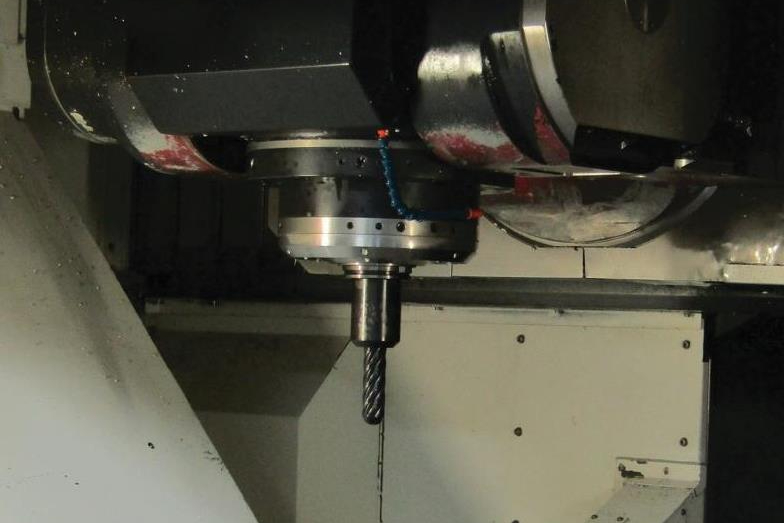
Hansen Engineering Co. usó un perno de retención estándar en el portaherramientas de la izquierda. Sin embargo, la deformación cónica evita que el portaherramientas se acople correctamente con el husillo de la máquina CNC. Por el contrario, la foto de la derecha muestra el uso de los pernos de retención de alto torque de los productos de JM Performance en el portaherramientas. Un diseño más largo permite que el perno alcance mayor profundidad en el agujero roscado del sujetador, mejorando la calidad del contacto cónico.



Cuando un portaherramientas se expande, no puede hacer contacto completo con el husillo de la máquina, causando vibraciones, castañeo, tolerancias deficientes, falta de reproducibilidad, acabados deficientes, vida útil de la herramienta reducida, desgaste excesivo del husillo y profundidades de corte reducidas, entre otros problemas.
Hansen Engineering Co. (Harbour City, California) solucionó sus problemas de producción cambiándose al uso de pernos de retención de alto torque de JM Performance Products Inc. (Fairport Harbor, Ohio). Esto aumentó la productividad del taller de ingeniería aeroespacial en 15 por ciento y disminuyó el tiempo de inactividad.



Fundada en 1962, HEC es un proveedor de piezas de precisión mecanizadas en varios ejes y grandes ensamblajes estructurales, aprobado por la Asociación de Transporte Aéreo. El taller se especializa en geometría superficial MDI compleja, control estadístico de procesos y sondeo electrónico de superficies de piezas.
La mayoría de sus máquinas CNC de alta velocidad operan dentro de una gama entre 10,000 y 15,000 rpm, cortando grandes bloques de titanio, acero inoxidable y aluminio para una amplia gama de productos aeroespaciales.
Con el tiempo, las operaciones cotidianas de mecanizado de la empresa comenzaron a presentar problemas mayores. Por ejemplo, los portaherramientas se quedaban atascados en el husillo debido a factores de deformación evidenciados por marcas de desgaste en la parte superior e inferior de los soportes; se presentó fricción entre las superficies de contacto; y se generaron ciclos cada vez más largos.
Estos problemas persistentes condujeron a un aumento de las paradas de producción para permitir que las máquinas se enfriaran durante períodos de tiempo significativos. Además, los problemas de mal acabado y vibración se repetían en el desbaste de aluminio, titanio y acero inoxidable para trabajos de forja.
Cuando se instala un perno de retención estándar en un portaherramientas de brida en V, la presión ejercida por el acoplamiento roscado, junto con las propiedades elásticas del acero utilizado para fabricar los portaherramientas, crea un abultamiento en el extremo pequeño del soporte. Cuando se ha producido la expansión, el soporte no entra completamente en el husillo y el portaherramientas no entra en contacto con más del 70% de la superficie de éste último.
Reconociendo la falla de diseño inherente a las herramientas de brida en V del CNC, que eran responsables de los costosos problemas de fresado y taladrado CNC, JMPP diseñó pernos de retención de alto par que pueden utilizarse en portaherramientas existentes para eliminar el abultamiento.
Estos tornillos patentados de retención de alto par son más largos y penetran más profundamente en el orificio roscado del soporte que los pernos estándar. Como resultado, todo el acoplamiento roscado se produce en una región del portaherramientas donde hay una sección transversal más gruesa de material para resistir la deformación.
El personal de ingeniería de HEC se reunió con JMPP, un fabricante de productos para optimización de husillo de fresado CNC, para saber cómo sus pernos de retención de alto torque podrían trabajar con los portaherramientas de brida en V del taller.
Intrigado por su potencial, HEC compró inicialmente 25 pernos y los instaló adecuadamente siguiendo las especificaciones de torque calculadas utilizando un casquillo de retención y una llave dinamométrica. Inmediatamente, el taller notó una disminución del 5 por ciento de la carga del husillo, usando una fresa de inserto de alto rendimiento de 3 pulgadas en procesamiento de titanio.
La compañía también los instaló en un proceso de forja de aluminio que siempre había producido problemas de castañeo. Entre las herramientas probadas para este trabajo había un pulidor de 1,25 pulgadas de diámetro y una pulidora para acabado de 2 pulgadas de diámetro.
“De nuevo, los resultados fueron positivos, ya que se eliminó el castañeo, y produjo el mejor acabado que hemos visto en estas piezas”, dice Curtis Sampson, jefe de taller. “Después de eso, compramos 50 piezas más y notamos inmediatamente mejoras en todas partes. Desde entonces hemos ido aumentando su uso con el tiempo”.
Según el presidente de JMPP, John Stoneback, “al aumentar significativamente la velocidad de las máquinas por medio de la eliminación de los problemas que había en el diseño de las herramientas de brida en V, se pueden obtener ahorros en una estimación conservadora de entre 10 y 15 por ciento. Los pernos de alto torque transforman la herramienta de brida en V en el sistema de herramientas más rentable, fiable y preciso disponible”.
Desde estas pruebas iniciales, HEC ha migrado progresivamente hacia el uso de pernos de retención de alto torque en sus 14 máquinas CNC, requiriendo aproximadamente 120 por máquina. José Campos, comprador del almacén de herramientas, dice que el aumento del 15 por ciento en la productividad ha llevado a la misma tasa de disminución del tiempo de inactividad, debido a la menor frecuencia en el cambio de herramientas de corte.
Campos elogia el desempeño de los pernos en el más reciente centro de mecanizado CNC de cinco ejes, Mazak de HEC, que cuenta con una mesa de doble montaje de 406 centimetros de largo. Su cambiador de herramientas está diseñado para procesar una mesa cargada con de piezas, mientras que la otra se está cargando, eliminando el tiempo de inactividad.
Las máquinas de Mazak solían hacer un fuerte ruido al cambiar de herramientas, dice, pero ahora las máquinas son mucho más silenciosas en procesos de desbaste de titanio y acero inoxidable. Los pernos de retención de alto torque también eliminaron la fricción del vástago del portaherramientas, explica.
En última instancia, la conversión progresiva hacia el uso de pernos de retención de torque de JMPP le ha permitido a HEC superar problemas de productividad de larga data para toda su flota de fresadoras CNC de alta velocidad. Para su exigente producción de piezas aeroespaciales, los pernos de retención han mostrado cargas de husillo más bajas, según el taller.
Además, HEC reporta un consumo reducido de energía en el desbaste de titanio y acero inoxidable, y mejora la vida útil total de la herramienta. En el largo plazo, HEC dice que ha sido capaz de aumentar las velocidades y las tasas de alimentación, así como de ofrecer mejores tiempos de ciclo para lograr ahorros sustanciales.
“Me gustaría dar a conocer a las personas que aún no están convencidas: ellos (los pernos de retención de alto par) valen la pequeña inversión”, aconseja Sampson. “Puede que no quiera saltar con los dos pies, pero sólo probarlos en un trabajo o dos, y estoy seguro de que notará mejoras. En este mundo competitivo en el que vivimos hoy, podemos utilizar un producto como estos pernos de retención. Son algo que podemos simplemente atornillar en nuestras herramientas para obtener una ventaja sobre nuestros competidores”.






Contenido relacionado

Evite errores comunes en collets ER: guía práctica
Los collets desempeñan un papel crucial en el proceso de mecanizado, por lo que es importante un ensamblaje y mantenimiento adecuados de las herramientas. A continuación se describen cinco posibles errores que deben evitarse al utilizar collets ER.
Leer Más
Herramientas de corte y portaherramientas para mecanizado desatendido
Conozca las nuevas características que ayuda a mejorar la estabilidad de la herramienta de corte, estandarizar el rendimiento y prolongar la vida útil de la herramienta.
Leer Más
Calidad en portaherramientas: cuatro factores por considerar
Los portaherramientas son un vínculo fundamental entre la máquina-herramienta y la pieza de trabajo. En este artículo analizamos cuatro parámetros fundamentales de la manufactura de portaherramientas que los talleres de mecanizado de precisión deben tener en cuenta a la hora de fabricar herramientas para un trabajo.
Leer Más
Portaherramientas, pieza clave del mecanizado
Exploramos la importancia del portaherramientas en el mecanizado y por qué su correcta elección aumenta la eficiencia y reduce el desgaste. Factores como el estilo del husillo, RPM, concentricidad y acabado superficial son fundamentales.
Leer MásLea a continuación

Cómo elegir el portaherramientas adecuado para su centro de mecanizado
Factores como la geometría, el tamaño y el acabado del portaherramientas pueden influir en el rendimiento de su centro de mecanizado. Conozca las claves para elegir bien.
Leer Más
¿Por qué usar torno-fresado?
Los fabricantes de máquinas-herramienta se dieron cuenta de que las piezas torneadas a menudo requerían también, al menos, algún trabajo de fresado o taladrado. Por ello aumentaron las capacidades de los tornos mediante husillos adicionales para el trabajo con herramientas giratorias. De esa manera surgieron las máquinas de torno-fresado.
Leer Más
Consideraciones para comprar un torno CNC
Los tornos CNC son una de las tecnologías de mecanizado más antiguas; sin embargo, sigue siendo útil recordar los aspectos básicos a la hora de considerar comprar una máquina de este tipo.
Leer Más