¿Por qué los insertos de CBN sin aglutinante tornean más rápido el titanio?
Una nueva formulación de nitruro de boro cúbico podría proporcionar una alternativa más sólida al carburo cementado a medida que el mecanizado de acabado se vuelve más exigente.




Aunque los insertos de carburo tienen un desempeño probado en prácticamente todos los tipos de mecanizado CNC, el acabado de aleaciones aeroespaciales presenta una oportunidad particularmente buena para comenzar a explorar alternativas.
En pruebas recientes, un nuevo tipo de plaquita de torneado con acabado de nitruro de boro cúbico (CBN) funcionó tres veces más rápido, duró tres veces más y eliminó nueve veces más material que el carburo cementado en titanio 6AL-4V, todo con el mismo filo.



“El control de viruta constante y un filo de larga duración lo convierten en un gran candidato para reemplazar los actuales procesos de acabado estable que utilizan carburo”, afirman los investigadores.
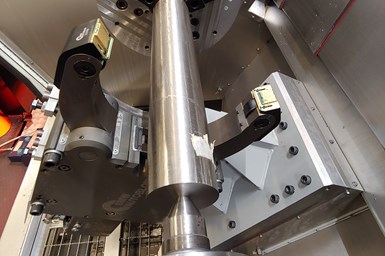
Tornear este tubo de titanio proporcionó una línea de base consistente para la comparación de insertos.
Crédito: OMIC.
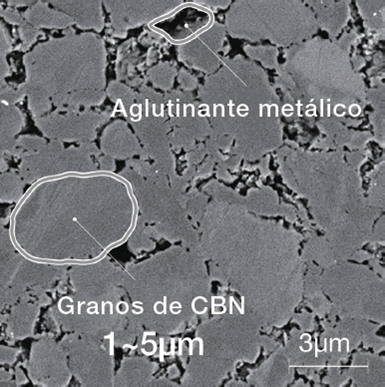
La principal diferencia entre este CBN y otros insertos no es lo que contiene, sino lo que le falta: un aglutinante para mantener unido el material sinterizado. Más bien, las nanopartículas se fusionan directamente entre sí para formar una superficie de corte continua, virtualmente sólida. Esta construcción permite aprovechar al máximo la extrema dureza y conductividad térmica del CBN en un material conocido por su endurecimiento por trabajo.
El proceso de sinterización de alta temperatura y presión que posibilita la construcción sin aglutinante es importante para algo más que el rendimiento de mecanizado.
El cobalto, un ingrediente crítico en el “cemento” que mantiene unido el carburo de tungsteno cementado, es cada vez más raro y costoso. El caso es el mismo para el tungsteno, el niobio y otros elementos de estos insertos. Al eliminar la necesidad de esos materiales en una herramienta de corte, se descarta su extracción de la Tierra y se preservan así recursos preciosos al tiempo que se benefician el medioambiente y las personas directamente afectadas por la minería.
El alcance más amplio de estos beneficios depende del grado en el que el rendimiento y las economías de escala impulsen la expansión del CBN sin aglutinante (y quizás otras variedades de insertos sin aglutinante) en nuevas aplicaciones y materiales.
Mientras tanto, la nueva oferta de CBN sin aglutinante NCB100 proporciona una alternativa lista para el trabajo que, de otro modo, requeriría herramientas redundantes o tener en cuenta cambios de inserto, entrada de compensación por desgaste y riesgo de rotura de herramienta durante ciclos de mecanizado automatizados prolongados.
En comparación con el carburo, el CBN sin aglutinante funcionó tres veces más rápido, eliminó nueve veces el material y duró 3 veces más en un solo filo.
Pruebas de plaquita de torneado con acabado de nitruro de boro cúbico (CBN)
Las pruebas de torneado de acabado se llevaron a cabo en el Oregon Manufacturing Innovation Center (OMIC), una organización de investigación colaborativa sin fines de lucro, cerca de Portland, a pedido del desarrollador de insertos Sumitomo Electric Carbide, Inc.
OMIC corrió tres insertos de torneado de CBN sin aglutinante NCB100 contra el grado de carburo cementado AC51015S, que Sumitomo habría recomendado para la aplicación. Como era de esperar, el carburo se comportó bien en pruebas repetidas y mostró 0.00208 pulgadas de desgaste de la punta después de 45 minutos en el corte.
“No hubo anomalías que observar durante estas pruebas —consigna un informe de OMIC—. El inserto mostró un desgaste uniforme y predecible a lo largo del tiempo, lo que creó una excelente línea base para comparar”.
Dos de los insertos de CBN, uno con un ángulo de ataque bajo y otro con un ángulo de ataque alto, experimentaron niveles similares de desgaste de la punta después de 45 minutos (0.0024 pulgadas para ambas geometrías CBN). En este punto, el inserto de carburo requería indexación para mantener el control de la viruta. Sin embargo, ambos insertos de CBN continuaron produciendo virutas cortas y muy rizadas.
Un tercer inserto de CBN sin aglutinante, este con un ángulo de inclinación medio, funcionó aún mejor y se desgastó solo la mitad (0.0012 pulgadas) en la marca de 45 minutos.
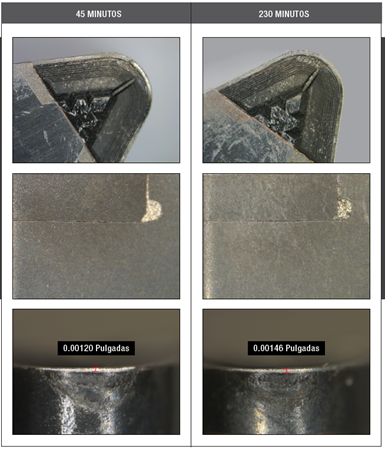
A 400 sfm (el doble de la velocidad del carburo) y 230 minutos en el corte, el inserto de CBN sin aglutinante seguía funcionando de manera consistente. El inserto de carburo requirió indexación en la marca de 45 minutos.
Crédito: OMIC.
La mayor diferencia fue la velocidad. En pruebas repetidas, las tres geometrías de CBN funcionaron a 400 sfm, en comparación con solo 200 sfm para el carburo cementado. No obstante, OMIC no terminó. Los investigadores empujaron el inserto CBN de mayor rendimiento (con el ángulo de inclinación medio) mucho más allá de la marca de los 45 minutos, y ampliaron las mediciones periódicas de desgaste en intervalos de 15 a 30 minutos.
Después de 230 minutos, las virutas eran prácticamente indistinguibles de las generadas en la marca de los 45 minutos. Por el contrario, el inserto de carburo se había desgastado el doble, eliminaba solo la mitad del material y dejaba una superficie más rugosa.
Continuaron las pruebas. Empujado a 600 sfm, tres veces la velocidad del carburo, el CBN sin aglutinante duró más de 400 minutos antes de exhibir el mismo nivel de desgaste de flanco que el inserto de carburo a los 45 minutos (aunque con CBN, la rugosidad de la superficie había alcanzado casi 65 Ra en la marca de 400 minutos).
En la marca de los 435 minutos, las virutas comenzaron a volverse largas y fibrosas. Finalmente, a los 555 minutos, la punta del inserto adquirió una forma de media luna, “muy parecido a lijar un bloque de madera en una lijadora de banda —dice Cody Apple, investigador de soluciones de mecanizado en OMIC—. Esto fue predecible y fácil de detectar cuando ocurrió”.
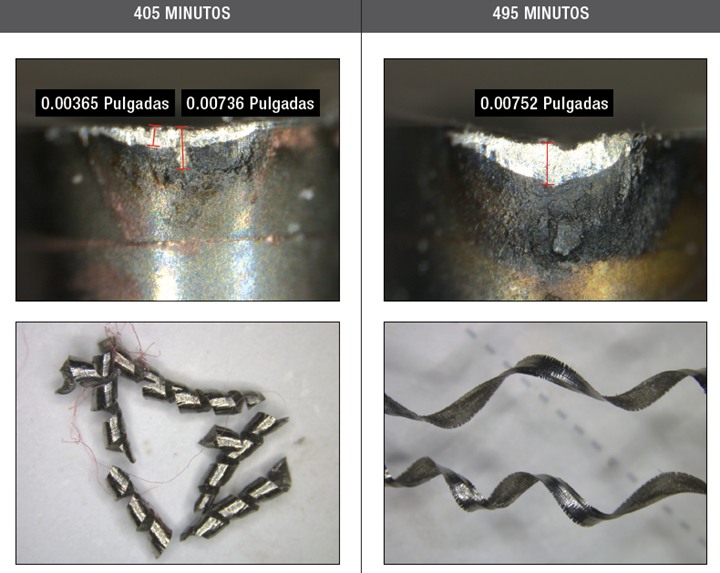
El inserto de CBN sin aglutinante funcionó durante más de siete horas antes de que el control de viruta comenzara a degradarse notablemente.
Crédito: OMIC.
Allanando el camino
Urmaze Naterwalla, director de I+D de OMIC, compara los insertos tradicionales “aglutinados” con una carretera, en la que las partículas individuales incrustadas en la superficie representan el material de corte (CBN en este caso) y el alquitrán representa el material de unión.
El material aglutinante es más suave, por lo que se rompe primero a medida que se deteriora la superficie. Se rompe en trozos para dejar baches. Sin el alquitrán, las partículas se fusionan directamente entre sí. No hay baches porque la superficie se desgasta a un ritmo relativamente constante y predecible, lo que resulta en dos desniveles paralelos tallados por las ruedas del tráfico que pasa.
El aglutinante en la mayoría de los insertos de CBN puede actuar como un amortiguador, pero solo a expensas de algunas de las ventajas naturales del CBN.
Crédito: Sumitomo Electric Carbide.
Sin embargo, el aglutinante puede hacer más que simplemente mantener unido el material del inserto. Jason Miller, ingeniero de aplicaciones nacionales de Sumitomo en el momento de escribir este artículo, dice que también actúa como una suspensión de automóvil, que emplea resortes y otros amortiguadores para suavizar el viaje.
De hecho, los aglutinantes especialmente formulados ayudan a otros insertos de CBN a resistir las fuerzas asociadas con el mecanizado de engranajes y otras aplicaciones de corte interrumpido que son difíciles para las herramientas. Aplicar los nuevos insertos sin aglutinante para este tipo de trabajo sería “similar a aplicar un coche de arrastre para conducir sobre una montaña —dice—. No funciona”.
No obstante, un coche de arrastre es ideal para recorrer un camino perfectamente liso. Y para el CBN sin aglutinante, las superficies continuas de piezas aeroespaciales de titanio, como las mecanizadas en OMIC, son esencialmente pistas de carreras. Las interrupciones son raras y las profundidades de corte resultan poco profundas, recomendadas a solo 0.020 pulgadas en titanio.
Esto no sugiere que el torneado de titanio sea la única aplicación potencial de CBN sin aglutinante ni que el fresado u otro corte interrumpido esté fuera de discusión. Por el contrario, Sumitomo informa que los insertos se han aplicado con éxito en cortes interrumpidos, tanto en metal pulverizado como en hierro fundido, así como en el fresado de acero templado en determinadas condiciones.
Mientras tanto, el desarrollo continúa en diferentes geometrías de borde y formulaciones de tamaño de partículas de CBN que agregan resistencia y tenacidad. Las herramientas también se han aplicado para tornear piezas médicas de materiales como carburo cementado y cromo cobalto (CoCr).
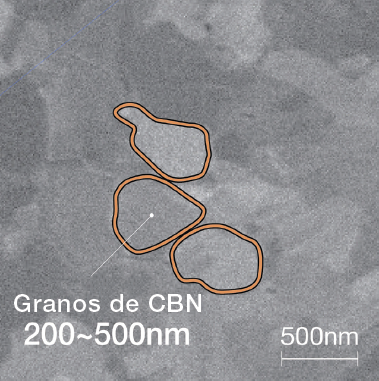
Un proceso de sinterización a alta presión y elevada temperatura permite fusionar granos de CBN de tamaño submicrónico sin aglutinante para maximizar la dureza, la conductividad térmica y las ventajas resultantes en el titanio y el cobalto-cromo.
Crédito: Sumitomo Electric Carbide, Inc. Un
La investigación también continúa en otras formulaciones sin aglutinantes. De hecho, Sumitomo aplicó por primera vez su nuevo proceso de sinterización de conversión directa para diamante policristalino (PCD) sin aglutinante, útil para mecanizar matrices de trefilado y placas de desgaste de carburo de tungsteno, así como materiales cerámicos.
La compañía espera que las aplicaciones para estas herramientas, y potencialmente otras, se expandan junto con la demanda de materiales nuevos, altamente duraderos pero difíciles de mecanizar para naves espaciales, aeronaves, automóviles, componentes médicos y electrónicos, entre otros. “Debemos reconocer que habrá una evolución, como ocurrió con el carburo —dice Naterwalla—. Cuanto más nos adaptemos a lo que esto es capaz de hacer, más avanzará la evolución”.
Mientras tanto, el avance de la manufactura aditiva podría intensificar el enfoque en el acabado y semiacabado sobre el desbaste. En comparación con el tallado de plaquillas sólidas o bloques de material, el mecanizado de formas casi netas impresas en 3D requiere diferentes técnicas y herramientas de corte. “Esto significa cambiar a cortadores que requieran menos penetración radial, pero que se muevan con más velocidad”, dice Cody Apple.
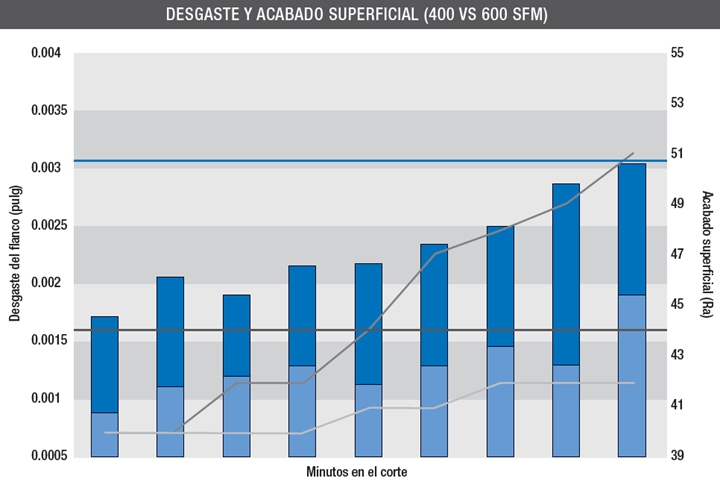
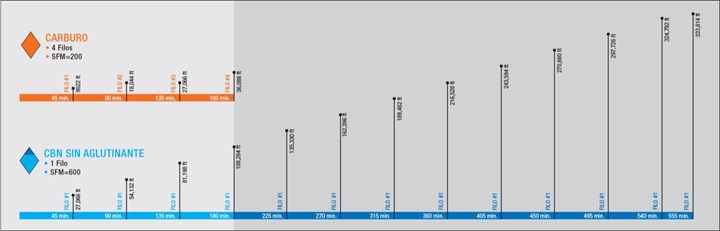
Las dos líneas horizontales planas y paralelas representan el acabado de la superficie (gris) y el desgaste del inserto (azul) con el inserto de carburo después de 45 minutos de mecanizado a 200 sfm. Las barras verticales azules indican la progresión del desgaste del inserto de CBN sin aglutinante a lo largo del tiempo a 400 SFM (azul claro) y 600 SFM (azul oscuro). El segundo par de barras grises horizontales muestra el deterioro del acabado de la superficie con el tiempo con CBN sin aglutinante a 400 SFM (gris claro) y 600 SFM (gris oscuro).
Crédito: OMIC.






Contenido relacionado

Optimice trabajos de torno de gran volumen con ajustes automáticos
Evitar que los operarios tengan que realizar manualmente los ajustes de tamaño los liberará para hacer otras tareas durante el tiempo que dure cada herramienta de acabado, independientemente del número de ajustes de tamaño que requiera.
Leer Más
Gama de herramientas de Seco optimiza el procesamiento de piezas
Portaherramientas, insertos PCBN, insertos redondos de carburo y brocas extralargas de carburo sólido son algunas de las novedades que Seco Tools ha introducido recientemente.
Leer Más
Herramienta de ranurado proporciona un rendimiento estable
Con el nuevo sistema CoroCut 2, Sandvik Coromant actualiza su concepto de tronzado y ranurado CoroCut 1-2.
Leer Más
Sumitomo desarrolla grado de torneado AC4125K
El grado de torneado de Sumitomo proporciona una larga vida útil de la herramienta en aplicaciones de fundición gris en la industria automotriz
Leer MásLea a continuación

Tipos de insertos de corte y su aplicación
Este informe ofrece una visión de los diversos tipos de insertos utilizados en el mecanizado de piezas metálicas y su importancia en los procesos industriales. Aborda desde los conceptos básicos hasta las aplicaciones específicas y las recientes tendencias tecnológicas. Además, profundiza en las propiedades técnicas, ejemplos de aplicaciones en diversas industrias y recomendaciones prácticas para maximizar la eficiencia y vida útil de los insertos.
Leer Más
Por qué usar torneado tipo suizo
¿Para qué clase de producción se usan los tornos tipo suizo? ¿En qué se diferencian de los centros de torneado convencionales? Expertos y usuarios cuentan sus experiencias.
Leer Más
Consideraciones para comprar un torno CNC
Los tornos CNC son una de las tecnologías de mecanizado más antiguas; sin embargo, sigue siendo útil recordar los aspectos básicos a la hora de considerar comprar una máquina de este tipo.
Leer Más