

Compartir
Lea a continuación



Todavía es posible operar un taller eficiente sin utilizar un software integral de administración de taller. Durante nuestros viajes, todavía nos encontramos con talleres que usan etiquetas de papel para el recorrido del proceso y archivadores llenos de cotizaciones de trabajos, documentos de envío, certificaciones, archivos de administración de herramientas, registros de compras y programas de trabajo. El hilo común de estos talleres, por lo general, es que son pequeñas empresas familiares con tasas de retención importantes para los empleados, que rara vez se toman tiempo libre o se enferman.
East Branch Engineering and Manufacturing de New Milford, Connecticut, solía encajar en este molde. Fundada por Paul Guidotti en 1989, el taller cuenta hoy con 20 máquinas multiejes para fresado y torneado, operadas por 16 empleados, incluido el hijo del Sr. Guidotti, Chris, quien se unió al negocio en 2003 y hoy se desempeña como Vicepresidente de Manufactura.



Chris Guidotti dice que, en 2014, cuando la empresa tenía solo 10 empleados, comenzó a notar problemas rutinarios que, en conjunto, impedían que la empresa atrajera clientes más grandes. Aunque East Branch estaba usando un software básico de administración de talleres en ese momento, el sistema carecía de varias capacidades clave.
“La administración de órdenes eran una pesadilla absoluta”, dice. Las etiquetas en papel eran estáticas y, a menudo, no se actualizaban. Las certificaciones se manejaban fuera del sistema y no tenían relación directa con el software. El módulo de calidad del software era difícil de usar, y no había control de registros o procesos de control de revisión.
Para 2017, estos problemas habían alcanzado un punto de inflexión. Después de realizar una investigación de varias plataformas de software, Guidotti y el equipo de East Branch implementaron ProShop, un sistema de software de planeación de recursos empresariales (ERP) basado en la nube, que prometía combinar elementos de las capacidades del sistema de ejecución de manufactura con elementos del sistema de gestión de calidad en una plataforma integral (ProShop señala que también ofrece una opción in situ para clientes que tienen inquietudes sobre los servicios en la nube).

Entre las características incluidas con el software ProShop se encuentran las instrucciones de trabajo visuales a las que pueden acceder los operadores de máquinas en los terminales de computadora ubicados en cada máquina.
Sus capacidades incluyen módulos de software para rastrear y administrar órdenes de trabajo, inventario de materiales, usuarios, dispositivos de sujeción y accesorios, celdas de trabajo, certificaciones e informes de auditoría, herramientas, capacitación de empleados y más. Paul Van Meter, cofundador y presidente de ProShop, dice que, en última instancia, el software está diseñado en su núcleo para reducir el conocimiento tribal y “democratizar todo en el taller”.
“A medida que los Baby Boomers se jubilan, es difícil encontrar personas para reemplazarlos”, dice. “Es difícil contratar personas con formación mínima y que tengan éxito. Usted debe proporcionarles mucha más información que solo una etiqueta viajera de papel y algunas hojas de configuración en papel que enviaba el departamento de programación. Cuando se trata de software de administración de talleres, creemos que los usuarios del taller son tan valiosos, si no más, que quienes están en la oficina principal”.
Un encuentro reciente con un cliente importante de East Branch le demostró a Chris Guidatti exactamente lo que quería decir Van Meter.
Doble proveedor
A finales del año pasado, uno de los principales clientes de East Branch organizó una reunión de una hora con la gerencia de East Branch para discutir una serie de cambios que se habían producido en el negocio del cliente. La empresa había sido comprada por una empresa de inversión, y los nuevos propietarios estaban reduciendo drásticamente la lista de proveedores aprobados. La compañía tenía dos fuentes en muchos de sus productos, incluidos los componentes de cerramientos electrónicos que East Branch producía mediante operaciones de fresado en sus dos centros de mecanizado Okuma.
“No queríamos perder a estos muchachos”, dice Guidotti. “Este cliente fue realmente clave para nuestro crecimiento. Las partes que estábamos haciendo para ellos implicaban mucho desbaste –desatendido con tiempos largos de corrida–. Para nosotros, fue una forma de mantener las máquinas operando realmente, y obtuvimos buenas ganancias porque no teníamos a un tipo parado frente a la máquina”.

Las terminales en los centros de mecanizado de East Branch Engineering and Manufacturing ejecutan el software ERP ProShop, que les permite a los operadores de máquina documentar cada operación de mecanizado y su resultado.
Guidotti comenzó la reunión con un recorrido por las instalaciones. Cuando se hizo evidente que los dos representantes de la compañía no estaban familiarizados con las operaciones generales en el taller, decidió llevarlos directamente a las fresadoras Okuma que estaban corriendo las partes de su compañía. Al lado de cada uno de los Okuma hay una terminal que, a través de ProShop, tiene acceso a toda la información sobre esas partes (vale la pena mencionar que Guidotti insiste en que no se planeó nada con respecto a este tour. Simplemente fue un momento afortunado, dice, que los Okuma estaban manejando las partes de la compañía durante la visita del representante).
Mientras el grupo de la visita estaba de pie frente a las máquinas, los operadores de las máquinas entraban y salían de trabajos en las terminales de la máquina. Ellos actualizaban el flujo de trabajo y añadían datos de inspección en el acto.
“Los compradores nunca habían visto eso antes”, dice Guidotti. “Por lo general, recorrían talleres que usaban sistemas de papel, y los chicos escribían cosas sobre las etiquetas que se pondrían en cola al final del día, antes de ser enviadas a otra persona que ingresaba los datos en el sistema. Aquí todo fue en vivo, en tiempo real. Y en realidad lo estaban viendo suceder”.
Después de ver las máquinas en acción, el grupo se dirigió a una de las salas de conferencias de East Brach para continuar recorriendo sus operaciones. Utilizando ProShop, Guidotti describió los pasos y procesos de control que su compañía había implementado para estimados, órdenes de trabajo, programación, seguimiento del tiempo, control de calidad, inspección, envío, entre otros. Mostró las operaciones de configuración visual a las que puede acceder cada operario, así como los pasos que se describen en caso de que surja un problema.
Guidotti les dijo a los representantes de los clientes que, dado que los operadores son responsables de documentar cada operación de mecanizado y su resultado, cualquier problema que surja, como un rasguño en la pieza, puede enlazarse a un momento y lugar particular dentro del software.
“Estábamos demostrando esto en vivo”, dice Guidotti. “No escogimos estas cosas. Elegimos una de las partes que se estaba ejecutando en ese momento y dijimos: ‘Esto es lo que estamos haciendo con sus partes’. Nunca habían visto eso antes”.
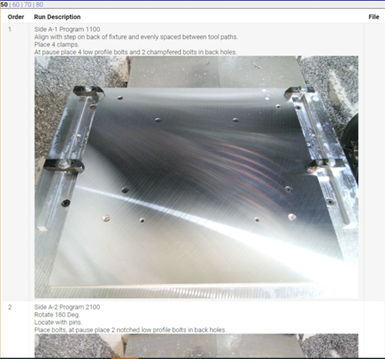
Aquí hay un ejemplo de instrucciones visuales de configuración accesibles en cualquier terminal de máquina que ejecute el software ProShop.
El hecho que el cliente tuviera dos fuentes para esta familia de piezas permaneció en la mente de Guidotti, dice. Mientras mostraba los procesos de East Brach, el cliente mencionó que el competidor de East Branch para estas partes estaba usando un sistema basado en papel, y que esto estaba causando problemas en algunas áreas clave. El cliente también mencionó que su compañía estaba reduciendo su tamaño. Entonces, allí en la sala de reuniones, Guidotti cargó el registro del contrato de East Brach con la compañía y comenzó a editar la lista de personal en función de lo que los clientes le estaban diciendo.
“Y eso hizo algunas cosas por nosotros”, dice Guidotti. “Frente a ellos, en tiempo real, cargamos su registro de contrato. Terminamos recibiendo un puñado de contactos adicionales del cliente. Obtuvimos el nombre del nuevo gerente de calidad, y obtuvimos un par de nombres de ingenieros. Así que no solo demostramos que estábamos dispuestos a actualizar las cosas en tiempo real y asegurarnos de que la información fuera correcta, sino que obtuvimos un poco más de información de ellos”.
Competir en el proceso
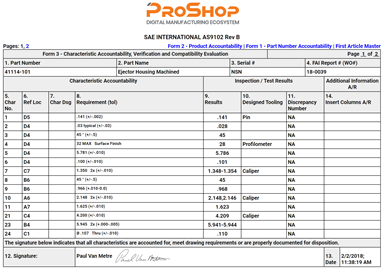
Los informes AS9102 se pueden obtener de forma fácil y rápida en ProShop.
A medida que la reunión continuaba, fue evidente para Guidotti que el cliente no estaba completamente satisfecho con el competidor de East Branch, específicamente con respecto a los requisitos de flujo descendente para las certificaciones. El cliente comenzó a ofrecer información sobre estas inquietudes, afirmando esencialmente que el competidor a menudo llegaba tarde cuando era el momento de entregar las certificaciones y los documentos del Certificado de Conformidad del proveedor. Entonces, Guidotti cargó la orden de trabajo del cliente y, en tiempo real, proporcionó a los clientes un paquete de certificados para sus partes. Con unos pocos clics, sacó el certificado de material, la impresión aprobada y todos los formularios AS9102. “Eso les causó una gran impresión”, dice Guidotti.
¿Cuál fue su evidencia para esta declaración?
La reunión planificada de una hora terminó tardando tres horas y media. Más importante aún, después de la reunión, el cliente le informó a East Branch que ahora sería el principal proveedor de la compañía. Su competidor sería el proveedor secundario, solo para ser usado cuando East Branch fuera superado.
“El número de pedidos que recibimos se duplicó en los próximos 12 meses”, dice Guidotti. “Y no solo eso, sino que las cantidades en los pedidos también se duplicaron. Y probablemente una de las mejores cosas es que pospusieron su auditoría de calidad por 12 meses. Querían entrar y hacer una auditoría de calidad de dos días del sistema. Entonces, pudimos continuar operando sin interrupción durante esos 12 meses”.
En términos generales, la barrera de entrada para abrir y operar un taller metalmecánico ha disminuido en los últimos años. Por ejemplo, hay máquinas de cinco ejes perfectamente capaces disponibles en el mercado actual por menos de 120,000 dólares. Como tal, el número de nuevos talleres está en aumento, un hecho que cambia la naturaleza de la competencia en este espacio. Para Guidotti y East Branch Engineering, esto significaba que la capacidad de mostrar procesos estrictamente controlados, procesos que eran accesibles e integrales para toda la cadena de producción para sus clientes, equivalía a una ventaja competitiva para su negocio.
“Cuando tienes dos proveedores para una parte”, dice, “tu competidor tiene la misma capacidad que tú. La gente puede hacer las partes que estás haciendo. Entonces, ¿en qué estás compitiendo? Estás compitiendo en todo lo que haces para mejorar los procesos de tu empresa. En eso compites. Y demostramos que somos buenos en lo que hacemos”.






Contenido relacionado

Gemelos digitales avanzados en máquinas-herramienta
Explore la evolución de los gemelos digitales desde 2002 y su impacto transformador en el sector de máquinas-herramienta. Descubra cómo estos modelos virtuales no solo simulan, sino que optimizan procesos de manufactura, mejorando eficiencia, calidad y seguridad. Obtenga una visión detallada y en tiempo real de operaciones complejas, que potencian la toma de decisiones basada en datos.
Leer Más
Optimizando la manufactura con el Internet de las Cosas (IoT)
El Internet de las Cosas simplifica la automatización con sensores de bajo costo, conectividad rápida y almacenamiento en la nube. Descubra a través de un caso práctico en Georgia Tech cómo los fabricantes pueden aprovechar esta tecnología para optimizar procesos.
Leer Más
CNC Data libera el sistema de gestión de talleres
El monitoreo de la máquina evoluciona de una herramienta de seguimiento del progreso a un elemento fundamental de cotización, programación y planificación de procesos.
Leer Más
Manufactura controlada por datos en la industria aeroespacial
Conectar máquinas a una red para monitorear la producción casi garantiza que la utilización aumenta, pero ese es solo el primer paso hacia la manufactura controlada por datos. Descubra cómo el monitoreo de máquinas CNC impulsa la eficiencia y mejora la utilización en la industria aeroespacial.
Leer MásLea a continuación

Un crecimiento significativo requiere seguimiento de costos, trazabilidad y escalabilidad
Para lograr la visión de los propietarios de usar su taller como parte de una organización sin fines de lucro centrada en la comunidad, Hastreiter Industries primero tuvo que alcanzar la sofisticación de su ERP para crecer.
Leer Más
CNC o control numérico por computadora: qué es y cómo funciona
El Control Numérico Computarizado (CNC) revoluciona la manufactura moderna a través de la automatización precisa de máquinas-herramienta. Este artículo examina los fundamentos técnicos del CNC, desde sus sistemas de coordenadas y programación de movimientos hasta las funciones avanzadas que maximizan su eficiencia en el mecanizado industrial.
Leer Más
El software ERP mejora la eficiencia operacional de talleres de la industria aeroespacial
Talsco Manufacturing Inc. mejoró su eficiencia operacional al implementar nuevos módulos ERP de Realtrac.
Leer Más