Tras una revisión profunda (A3)
Con el uso del proceso de resolución de problemas A3 de la manufactura esbelta, Genesis Attachments vio que la sujeción de trabajos magnética podía brindar más beneficios, no sólo producir más rápido.


Scott Woerle dice que al adoptar un pensamiento de manufactura esbelta en toda la compañía, Genesis Attachments es capaz de identificar y solucionar cuellos de botella para acelerar la producción de accesorios de excavadoras, como esta gran cizalla para las industrias de demolición, procesamiento de desechos y manejo de materiales.

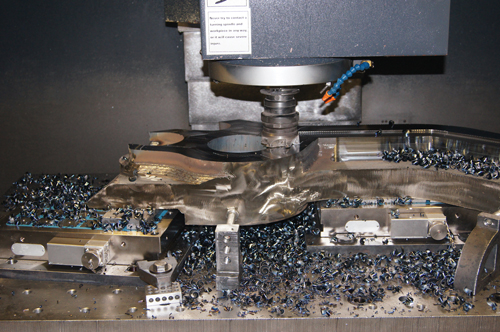
Previamente, Genesis creaba y soldaba lengüetas de acero en componentes grandes de cizalla, como este laminado, y usaba pinzas convencionales para asegurar laminados para el mecanizado.

Esto requería procesos secundarios para retirar las lengüetas y pulir manualmente las áreas soldadas. Estos pasos, sin agregación de valor, fueron eliminados usando mandriles magnéticos para sujeción de trabajos.
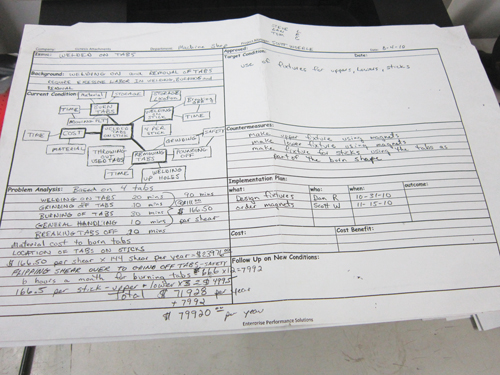
Aquí se muestra el reporte A3 original, que identifica la causa raíz del problema del departamento de mecanizado, dando un análisis, una acción correctiva y un plan de acción. En este caso, se mostró que el uso de mandriles magnéticos para sujeción de trabajos provee unos ahorros en costos anuales de casi 80.000 dólares.
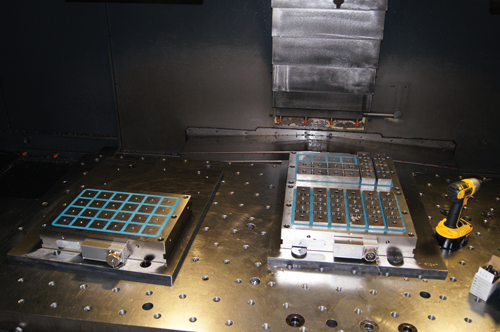
Los mandriles magnéticos Magnos de Schunk son montados en subplacas que pueden instalarse fácilmente en la cama de una máquina, usando dispositivos de bloqueo de cambio rápido de Jergens.
Cuando se requieren dos imanes para asegurar un componente para mecanizado, un imán se instala en una posición fija usando el sistema de bloqueo de la subplaca, mientras el otro mandril se posiciona manualmente bajo el componente. Para partes que requieren tres mandriles, dos mandriles se bloquean en posiciones conocidas, mientras que el tercero se posiciona manualmente.

Las estaciones de trabajo ubicadas cerca de las máquinas alojan bloques espaciadores usados para acomodar varios espesores de características de parte, así como la unidad de control electrónico usada para cargar los imanes. Se crearon carritos sencillos para almacenar los mandriles magnéticos y transportarlos hacia y desde las máquinas.



La comunicación en las operaciones que tienen una mentalidad manufactura esbelta es clara, concisa y visual. Genesis Attachments, ubicada en Superior, Wisconsin, es uno de esos casos.
Fundada en 1997, Genesis, una división de IES, International Equipment Solutions LLC, diseña y manufactura accesorios de excavadoras para las industrias de demolición, procesamiento de desechos y manejo de materiales. Sus accesorios son usados en aplicaciones que van desde el corte de componentes estructurales de construcción hasta la demolición de remolcadores militares. De hecho, sus cizallas fueron usadas en el World Trade Center para ayudar en los esfuerzos de recuperación del 11 de septiembre y para cortar tubería submarina luego del accidente de la plataforma petrolera Deepwater Horizon.



Genesis comenzó su camino hacia lo esbelto hace siete años, en un esfuerzo por mejorar la velocidad de manufactura y la consistencia en el tiempo de entrega. Como muchas otras organizaciones, Genesis comenzó su implementación de la manufactura esbelta con prácticas de base visual como la 5S, para mejorar la organización del sitio de trabajo y el mapeo de la corriente de valor para identificar dónde se está añadiendo valor (o dónde no) a los procesos de producción. También instaló varios tableros de mensajes en todas la planta, de modo que la información crítica de producción fuera fácilmente accesible a todos.
Hoy, la compañía usa un enfoque de manufactura esbelta igualmente claro y gráfico para identificar y remediar las causas raíz de los cuellos de botella en producción: el reporte A3. Un reporte A3 es llamado así porque restringe a los usuarios a documentar un problema, un análisis, una acción correctiva y un plan de acción en un lado de una hoja de papel tamaño A3 (que mide aproximadamente 11 x 17 pulgadas). La belleza de un reporte A3 es que su brevedad fuerza a sus autores a enfocarse en el núcleo de un problema y a comunicarlo (así como la solución), usando gráficas y un texto claro y conciso.
Scott Woerle, supervisor de máquina del taller, dice que los reportes A3 han mejorado enormemente la eficiencia de la producción de las cizallas y otros accesorios para excavadoras en Genesis. El reporte más reciente del que él fue coautor reveló cómo un cambio en la forma en que algunas partes eran aseguradas para el mecanizado tendría un efecto más drástico para agilizar el proceso completo de manufactura respecto con lo esperado originalmente. De hecho, el cambio a un nuevo método de sujeción de trabajos le ahorró a la compañía 80.000 dólares por año en costos de manufactura, como explica el señor Woerle.
Impacto magnético
Cada cizalla Genesis es ensamblada a partir de un gran número de componentes, cortados con plasma a partir de aceros en chapa, como Weldox, Hardox y una aleación personalizada de acero de alta resistencia de SSAB. Algunas de estas piezas de trabajo en chapa se sueldan para formar “laminados” más gruesos que requieren operaciones de mecanizado subsecuentes. A finales de 2010, esas operaciones de mecanizado fueron identificadas como el cuello de botella más significativo en la producción, que sería tratado mediante los esfuerzos de mejora continua de la compañía.
Woerle era parte de un equipo de seis personas, incluyendo personal del área de trabajos que usaba los reportes A3 para determinar la causa raíz del problema. Durante el proceso, el equipo aplicó el enfoque de resolución de problemas del Sistema de Producción de Toyota, los “Cinco por qué”, en el cual cada problema recurrente identificado en el proceso es analizado preguntando “por qué”. Esta pregunta se plantea cinco veces diferentes (o cuantas veces sea necesario) hasta que se identifica la causa raíz del problema. En este caso, la causa raíz del cuello de botella del mecanizado no era el mecanizado en sí. Eran las lengüetas de acero que se les soldaban a los componentes para permitir sujetar dichos componentes a las mesas de la máquina para las operaciones de fresado.
El reporte A3 que generó el equipo se muestra en la primera página. En la ventana de la condición actual, se muestra gráficamente que las lengüetas de cada componente mecanizado eran tocadas un total de siete veces. Debajo de esto, el área de análisis del problema lista el tiempo y costo de los múltiples procesos usados para crear y usar las lengüetas para fijación. Esto incluye cortar las lengüetas con plasma, soldar las lengüetas a los componentes, separar las lengüetas de los componentes luego del mecanizado, pulir los componentes, manejo general y costos del material. El equipo determinó que el costo total anual para usar lengüetas de sujeción y pinzas convencionales era un estimado de 79.920 dólares.
Además del costo tan significativo, el método de sujeción conllevaba problemas de seguridad asociados con pulir manualmente las soldaduras de los componentes después del mecanizado. Además, la soldadura también introducía esfuerzos en los componentes que podían ocasionar posibles fracturas durante el uso de la cizalla.
Durante el proceso de reporte A3, el equipo identificó los mandriles magnéticos como una solución para asegurar las piezas de trabajo para el mecanizado y eliminar la necesidad de lengüetas y pinzas convencionales. El equipo decidió usar las unidades magnéticas electro-permanentes Magnos de Schunk. Estos mandriles sacan ventaja de los principios del magnetismo conocidos para fijar piezas de trabajo ferromagnéticas para el mecanizado. Los imanes tienen polos norte y sur a través de los cuales corre el flujo o la energía magnética. Cuando una pieza de trabajo ferrosa está ubicada entre los polos magnéticos, el flujo entra en la parte e induce polaridad en la misma (opuesta al imán), causando una atracción entre la parte y el imán.
Los mandriles usan imanes permanentes que se energizan sólo después de que se entrega una rápida descarga de electricidad mediante una unidad de control electrónico remota conectada temporalmente al imán. Luego se desconecta el cable del controlador y el imán continúa sujetando la parte hasta que se reconecta el controlador y se desenergiza el imán.
Genesis usa múltiples mandriles magnéticos pequeños para sujetar piezas de trabajo en lugar de un solo mandril grande. Las piezas de trabajo pequeñas pueden usar solo un mandril, mientras que las partes más grandes requieren dos o tres. En algunos casos, Genesis usa bloques de acero espaciadores para acomodar diferentes espesores de características de la parte y así mantener el nivel de las piezas de trabajo en la mesa de la máquina. En la práctica, estos bloques espaciadores sirven como extensiones del polo magnético a través de las cuales viaja el flujo a la pieza de trabajo.
Los mandriles magnéticos son instalados en subplacas que originalmente eran montadas a la cama de una máquina usando pinzas convencionales. Desde entonces, Genesis ha añadido dispositivos de sujeción de cambio rápido Ball Lock, de Jergens, para acelerar y simplificar los alistamientos.Woerle dice que el mecánico Ted Jerde fue fundamental en documentar la configuración de los imanes para cada tipo de componente a mecanizar.
Al hacer esto, él fue capaz de establecer ubicaciones en la mesa de la máquina para instalar los bujes receptores para los dispositivos de sujeción de cambio rápido.
Durante el alistamiento, se posiciona una subplaca con imán en la mesa de la máquina. Luego se insertan los vástagos de cambio rápido a través de los cuatro bujes de ubicación en la subplaca y en los bujes receptores instalados en la mesa. Al girar un tornillo en la cabeza de cada vástago, se activan las esferas de bloqueo para asegurar la subplaca a la mesa. Ya que durante el mecanizado las piezas de trabajo tienen mucha mayor probabilidad de rotar que de levantarse en un imán, se usan bloqueadores para prevenir el giro.
Cuando se necesitan tres imanes para un trabajo, dos de ellos se ubican en posiciones fijas usando los dispositivos de cambio rápido, mientras que el otro se mueve manualmente a la posición adecuada y se instala con pinzas. (Cuando se usan dos mandriles, uno se fija y el otro se posiciona manualmente). Todos los VMC del taller están equipados para acomodar el sistema de cambio rápido. Esto permite mover los trabajos a una máquina diferente si la máquina original está fuera de línea por una avería o por rutina de mantenimiento.
Al siguiente cuello de botella
Como con cualquier operación esbelta, una vez se soluciona un cuello de botella, se identifica y ataca otro. El uso de los mandriles magnéticos para el mecanizado expuso un cuello de botella en el departamento de soldadura para crear lo que se conoce como “cuerpos pegados”, los componentes más grandes de cualquier cizalla. Por eso, Genesis instalará una celda de soldadura robótica que usa un mandril magnético similar, Schunk Magnos, y un sistema de cambio rápido con punto cero, Vero-S de Schunk, para fijar las partes. El mismo sistema de fijación será usado en una de las mandrinadoras horizontales de la compañía que desarrolla operaciones de mecanizado en los cuerpos que son pegados después del proceso de soldadura. Esto elimina la necesidad de soldar lengüetas de sujeción en los cuerpos pegados, ofreciendo beneficios similares a aquellos logrados con el nuevo método de fijación para los componentes laminados.






Contenido relacionado

El desafío de mecanizar titanio: factores claves
Explore las complejidades del mecanizado de titanio, desde la conductividad térmica hasta la relevancia del torque y velocidad del husillo.
Leer Más
Mecanizado de piezas de aluminio en producción a gran escala
Explore cómo las técnicas de alta precisión en la fabricación de agujeros y el montaje con precisión de micras pueden transformar la producción de aluminio.
Leer Más
Avances en herramientas de corte y sistemas de sujeción en la última década
Este artículo desglosa la adaptación de herramientas de corte, los avances en recubrimientos y las mejoras en la fabricación de insertos en los últimos 10 años.
Leer Más
En Faurecia, tecnología de sujeción mejora la productividad
Faurecia cambió la tecnología de sujeción que utilizaba y registra impactos inmediatos de productividad en su área de maquinados.
Leer MásLea a continuación

10 tendencias que se están tomando los talleres metalmecánicos mexicanos
Modern Machine Shop México resume las tendencias y tecnologías a observar por parte de los talleres de mecanizados en México.
Leer Más
Nuevas tendencias en instrumentos de medición e inspección
La precisión en la manufactura no es opcional, es una necesidad. Desde la integración de sistemas de medición en tiempo real hasta innovaciones en tecnologías sin contacto, la medición precisa resulta esencial para cumplir con las exigencias de tolerancias estrictas y optimizar los procesos de control de calidad. Exploramos los recientes avances en metrología y su impacto en industrias como la automotriz y la aeroespacial, donde la precisión es clave.
Leer Más
Por qué los talleres en México usan tornos tipo suizo
En México, el uso de tornos tipo suizo ha venido en crecimiento. Si bien empezó con aplicaciones dedicadas a la industria de la joyería y médica, ahora se utilizan para diversas aplicaciones en las industrias automotriz, electrónica, aeroespacial y de petróleo y gas.
Leer Más