Avanzando hacia el micromecanizado en un torno suizo CNC
Por cambiar de un torno estándar a una máquina tipo suizo, esta compañía ahora puede ofertar para hacer partes pequeñas y complejas que no podía hacer en el pasado, al tiempo que reduce los tiempos de ciclo en las partes descontinuadas.
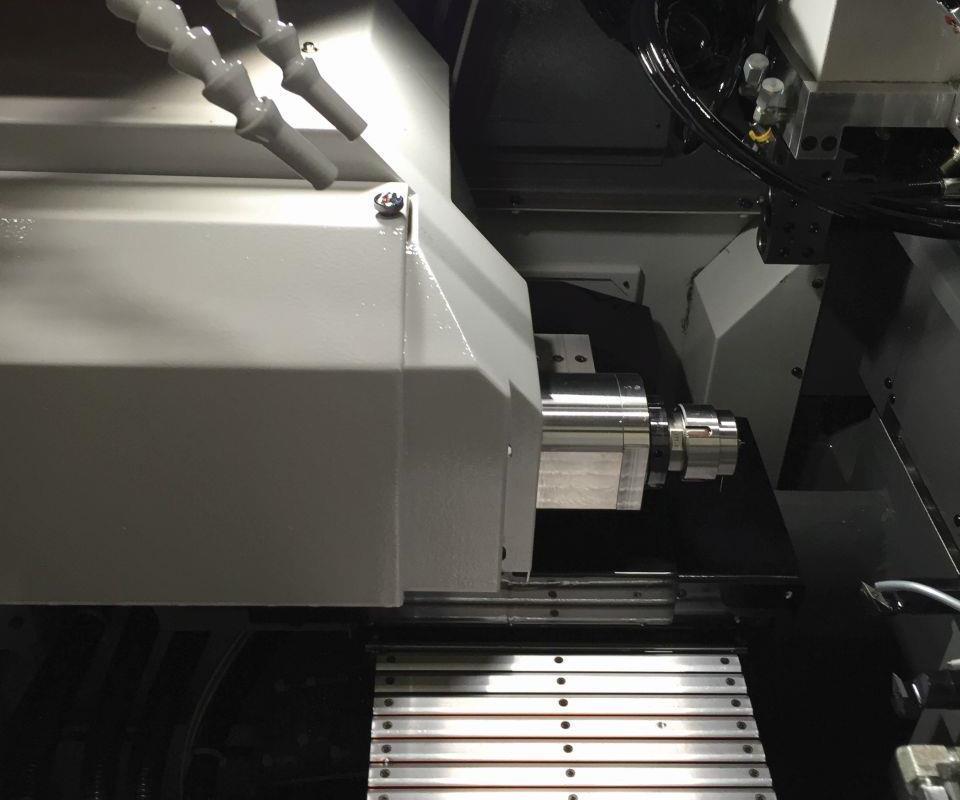
El centro de torneado suizo Cincom tipo L12 VII puede convertirse en modo “convertible”, que significa que el buje guía puede retirarse de modo tal que pueda mecanizar diámetros más grandes de la barra de material, mientras que la relación longitud a diámetro sea menor que 3:1.
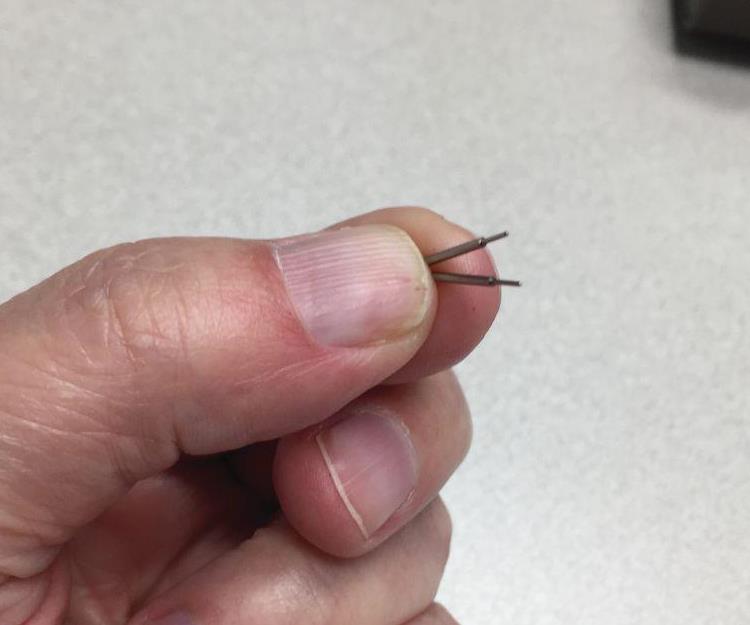
Sussex Wire es conocida principalmente por el conformado en frío, o transformación de alambre metálico y aleaciones especiales a temperatura ambiente en componentes microminiatura de precisión. Aunque esto es rápido y rentable, el torneado es el proceso preferido para muchas de las partes que fabrica la compañía. La parte que se ve en la foto es para una aplicación electrónica y fue mecanizada en el torno suizo Cincom de la compañía.

Sussex Wire manufactura partes de alta ingeniería para mercados que incluyen el médico, semiconductores, automotriz, energía, aeroespacial y militar, entre otros. Aquí se aprecia una pequeña muestra de sus productos.

Darryl Sienicki, diseñador de herramental senior y líder del proyecto para comprar un nuevo torno tipo suizo para Sussex Wire, se ve aquí ajustando las boquillas en el sistema de 10 líneas de refrigerante a alta presión que la compañía escogió como opción, junto con un recolector de niebla y un sistema de extinción de incendios.

El alimentador de barras LNS Tryton sobresale en el manejo de barras de material de diámetro pequeño, con la aceptación de longitudes de barra hasta de 12 pies de largo con diámetros de 0.039 a 0.500 pulgadas.
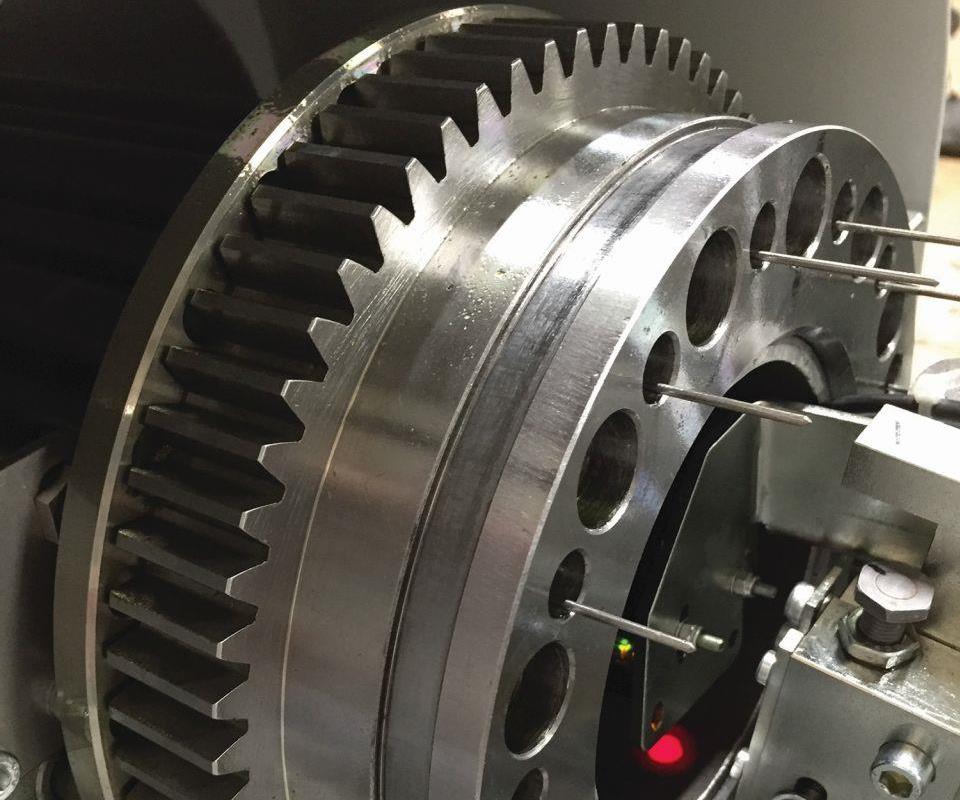
Una vez la barra de material ha sido cargada en la parte posterior de los tubos guía totalmente encerrados, que se ven en la imagen, el sistema de alimentación hidrodinámico del tipo suizo permite una velocidad rotacional máxima de 15,000 rpm.
Compartir
Lea a continuación



Lo mejor de guardar un archivo de ofertas que usted no pudo cotizar en el pasado debido a la complejidad de la parte y los límites de las capacidades de su taller es que, una vez usted invierte en el equipo correcto, se puede revisar ese registro y quizás ganar la licitación la segunda vez. Eso es lo que Sussex Wire ha venido haciendo desde que compró un torno tipo suizo CNC para micromecanizar partes de producción así como para corridas de prototipos de lote pequeño.
Tras usar máquinas de torneado estándar durante años, ahora la compañía está disfrutando los beneficios ofrecidos por esta tecnología más avanzada con su característico diseño de cabezal deslizante, los cuales incluyen la capacidad de desarrollar tanto torneado como fresado; mecanizar partes completas usando los husillos principal y secundario; tiempos de ciclo reducidos; ahorros por ser capaz de comprar barras de material de menor diámetro; y la capacidad de desarrollar mecanizado desatendido. Los planes ya están listos para comenzar el mecanizado sin luces en un futuro próximo.



Como con cualquier nueva tecnología o proceso de mecanizado en general, Sussex Wire tuvo una curva de aprendizaje con retos que incluían usar códigos de programación específicos para las máquinas suizas, trabajar con materiales de inventario y piezas de trabajo aún más pequeñas que las que tenían en el pasado, y encontrar operadores con experiencia para un proceso que no es como los otros.
Aunque la nueva máquina ha estado en el taller por menos de un año, estos retos se han superado, y el potencial de la máquina continúa revelándose con cada parte nueva que se trabaja en ella.
Aprendiendo de torneado tipo suizo
Fundada en 1973 y ubicada en Easton, Pennsylvania, Sussex Wire se especializa en diseñar y manufacturar partes y componentes de alta ingeniería para mercados como el médico, semiconductores, automotriz, energía, aeroespacial y militar, entre otros.
La compañía es conocida principalmente por su pericia en conformado en frío, lo cual involucra transformar alambre metálico y aleaciones especiales a temperatura ambiente en componentes microminiatura de precisión.
Este método es más rápido y rentable que mecanizar muchas de las partes que el taller produce, pero no en todos los casos, cuando tiene que hacerse en las máquinas de torneado. Sin embargo, aunque estas máquinas más viejas aún continuaban produciendo partes dentro de las tolerancias, eran un poco lentas y limitadas en términos de sus capacidades, así que la compañía decidió invertir en la última tecnología CNC tipo suizo.
El taller llegó a esta plataforma de máquina por varias razones. A diferencia de los tornos convencionales en los cuales la parte está estacionaria y la herramienta se mueve, un centro de torneado tipo suizo permite que la parte se mueva en el eje Z mientras la herramienta permanece estacionaria.
La barra de material se sostiene en la máquina y avanza a través de un cabezal deslizante a través de un buje guía. Sólo la porción que está siendo mecanizada se extiende del buje guía, lo cual permite que el material se mantenga muy cerca de la herramienta que está cortando, y por esto se minimiza la deflexión y se incrementa la precisión.
Esto requiere un material rectificado, el cual tiene un diámetro más uniforme para que no se trabe en el buje guía. Algunos modelos permiten retirar el buje guía, de modo que pueden mecanizarse piezas de trabajo más cortas que no necesitan soporte.
Cuando Sussex Wire decidió optar por un tipo suizo, a Darryl Sienicki, diseñador de herramental senior, le fue asignada la responsabilidad de investigar máquinas disponibles en Estados Unidos y sus capacidades, y determinar el fabricante y modelo que mejor se ajustara a las necesidades de la compañía.
Después de comparar el tiempo requerido para producir ciertas partes descontinuadas en las máquinas existentes del taller, hubo cuatro marcas en consideración, y el señor Sienicki y sus colegas escogieron un centro de torneado suizo Marubeni Citizen-Cincom (Cincom) tipo L-12 VII.
El torno tiene un diámetro de barra de material máximo de 12 mm, una longitud de mecanizado máxima de 135 mm (barra rectificada) o 30 mm (barra no rectificada), y un diámetro de agujero pasante del husillo de 20 mm. La velocidad máxima del husillo principal es 15,000 rpm para barras rectificadas y 12,000 rpm para una barra no rectificada, mientras que la máxima velocidad del husillo secundario es 10,000 rpm. Pueden montarse hasta 28 herramientas manuales al tiempo. De esas, el L12 tiene cuatro herramientas vivas en el lado del husillo principal de la máquina que pueden desarrollar fresado cruzado, taladrado cruzado y ranurado.
También hay un husillo vivo opcional de tres posiciones que puede realizar taladrado frontal y fresado frontal, junto con taladrado de agujeros en ángulo.
El lado del husillo secundario de la máquina tiene cuatro posiciones de herramental vivo para taladrado frontal y fresado frontal. Una sierra para ranurado opcional puede ponerse en uno de las cuatro posiciones de herramental vivo. La máquina también puede realizar taladrado de agujeros profundos en el husillo principal con el uso de una estación de herramental de brocas fijas ubicada en la caja del husillo secundario.
Como opciones, Sussex Wire decidió invertir en un sistema de enfriamiento de alta presión con 10 líneas, principalmente para retirar virutas de la pieza de trabajo, pero también para ayudar a estabilizar la temperatura, tanto de la parte que está siendo mecanizada como de la herramienta de corte durante la operación.
También optó por un sistema de control de niebla Cool Blaster para filtrar la niebla del fluido de corte del área de trabajo, la cual puede ser dañina cuando se aspira, y un sistema de extinción de incendios para el mecanizado desatendido. Una vez la barra de material se ha cargado en la parte posterior de los tubos guía totalmente cerrados, el sistema de alimentación hidráulico del tipo suizo entrega una velocidad máxima de 12,000 rpm, mientras el alimentador de barras LNS Tryton con diseño de “doble cañón” funciona en el rango completo de 0.039 a 0.500 pulgadas sin cambio del cañón.
El alimentador de barras es apto para material de diámetro pequeño porque cada barra reside en su propio tubo, o cañón, de modo que no necesitan separarse cuando entran al mecanismo de alimentación debido a que lo hacen en un alimentador estilo magazín.
Una vez la instalación del tipo suizo se completó --en este caso se requirieron técnicos del distribuidor de Cincom, Precision Machine Tool Solutions, LNS y Firetrace, el fabricante del sistema de extinción de incendios-- comenzó el entrenamiento en sitio, mediante el cual los técnicos dieron pautas para la operación y sugerencias para la solución de problemas.
Retos y beneficios de los tornos tipo suizo
Las máquinas tipo suizo son conocidas por su cabezal deslizante y la capacidad de mecanizar piezas intrincadas y geométricamente complicadas en un solo alistamiento, poniendo la pieza de trabajo en la herramienta de corte y no al revés. Debido a que esta era la primera experiencia de Sienicki con un tipo suizo, él quería aprender cómo operar la máquina él mismo antes de contratar un operador con experiencia.
Con lo que aprendió durante el entrenamiento comenzó a realizar primero partes sencillas, incrementando la complejidad de la parte a medida que se sentía más cómodo con la máquina. Este progreso fue más bien rápido, gracias en parte al sistema de software de usuario final Cincom, soportado por el CNC Mitsubishi Meldas 70LPC. El sistema está diseñado para ser amigable con el usuario y ofrece programación multieje de múltiples líneas junto con un control sincronizado sobrepuesto.
A medida que ganaba confianza en la operación de la máquina, la compañía comenzaba a buscar operadores de torno suizo, contratando eventualmente dos con una experiencia valiosa en programar y operar estos tipos de máquinas. Esto eliminó la necesidad de contactar un técnico externo cada vez que había una pregunta por resolver o un reto que superar.
Sin embargo, hubo obstáculos adicionales, ya que incluso un operador experimentado de centros de mecanizado horizontal y vertical CNC necesitaría aprender ciertos comandos de código G, específicos de las máquinas suizas para mantener los movimientos en secuencia.
Tales comandos incluyen el código de espera que sincroniza el husillo principal y el secundario, los cuales se programan individualmente, y avisarle a cada dispositivo cuándo parar y cesar la rotación para evitar un choque. Sienicki continúa descubriendo formas en que, en ciertos procesos, puedan usarse los dos husillos de la máquina para incrementar la productividad.
Por ejemplo, uno de los actuales trabajos de la compañía para una aplicación de la industria electrónica involucra mecanizar una rosca de 1 mm con paso de 0.25 mm, donde usa el husillo secundario como contrapunto para dar soporte durante el roscado de la parte con el husillo principal. Sin esta capacidad, Sienicki cree que esta parte pudo haber terminado en la carpeta de “no cotizar”.
Otro punto sobre el cambio al tipo suizo está entre el límite entre ser un reto y un beneficio, en el sentido que —aunque es precisamente la definición del micromecanizado— las partes pequeñas pueden ser más difíciles de trabajar que las partes más grandes.
Las características pueden ser más difíciles de mecanizar en piezas de trabajo más pequeñas, aunque al mismo tiempo comprar una barra de material para piezas de trabajo más pequeñas es menos costoso que para partes con dimensiones más estándar (la vasta mayoría de las partes que produce Sussex Wire son de 0.25 pulgadas y más pequeñas) y a menudo se deja material de la barra como remanente que puede usarse en otras máquinas para diferentes propósitos. Entre los beneficios adicionales que Sussex Wire ha logrado están:
- La capacidad de producir partes de forma neta en una máquina, en una operación con herramental vivo y trabajo en la parte posterior.
- Con la identificación de las nuevas capacidades de la compañía, los actuales clientes han comenzado a solicitar ofertas de partes que antes no mandaban a Sussex Wire.
- Los rápidos alistamientos en el tipo suizo permiten lotes más pequeños, incluidos prototipos que los clientes pueden querer comprar en lotes más pequeños, para probar antes de poner pedidos más grandes. La productividad también se mejora con el software, el cual acelera el alistamiento del proceso. Los programadores pueden ver la corrida de una parte en simulación y cambiarla si no les gusta lo que ven. El técnico sólo tiene que preocuparse en el alistamiento por poner las herramientas, activarlas correctamente y presionar el inicio de ciclo.
- La relación longitud a diámetro se extiende en un tipo suizo gracias a la forma en que se alimenta la barra de material en la máquina, con total estabilidad y soporte provisto por el buje guía.
De mayor importancia, el tiempo de mecanizado requerido por los viejos tornos de la compañía en una serie de partes descontinuadas fue reducido una vez éstas fueron producidas en la máquina suiza.
En una serie de casos de estudio, Sienicki encontró que: 1) El mecanizado tradicional de una parte requería cuatro procesos y tomaba 150 segundos, mientras que la máquina tipo suizo hizo el mismo trabajo en un solo proceso en 45 segundos. 2) El mecanizado tradicional de otra parte requería cinco procesos y 200 segundos, mientras el mecanizado suizo entregaba la misma parte con un proceso en 85 segundos. El torneado tradicional también requería carga/descarga manual y una operación de inspección entre cada corrida, mientras el Cincom se carga automáticamente y provee unas tolerancias tales que sólo se requería una inspección después del mecanizado y una inspección final antes del envío.
Cotizar con confianza
Aun cuando en los últimos meses la compañía ha aprendido mucho sobre su nuevo torno tipo suizo Cincom, siguen los planes para continuar explorando sus capacidades e incluso mejorarlas. Por ejemplo, la máquina es capaz de operarse en modo “convertible”, lo cual significa que el buje guía puede retirarse para permitir diámetros mayores de la barra de material y desarrollar operaciones como en un torno convencional. Esto funciona bien con material más grueso que tiene una relación longitud a diámetro menor a 3:1, ya que hay suficiente material para dar soporte sin el buje guía. Esta capacidad se usará si la compañía obtiene un trabajo de una parte más grande, cuenta Sienicki.
Respecto a la detección de desgaste o fractura de la herramienta, aunque la máquina físicamente no puede cambiar sus herramientas, sí puede detectar un problema con una herramienta de corte y parar la operación de modo que otras herramientas que usen el mismo patrón de corte no resulten dañadas también. La máquina también tiene la capacidad de moverse a otra posición de herramienta con una herramienta idéntica cuando la primera está desgastada, pero sólo en un intervalo predeterminado en el programa, maximizando básicamente el tiempo de operación.
Probablemente, el mayor beneficio que la compañía ha logrado de su cambio al centro de torneado tipo suizo, por lo menos desde la perspectiva de Sienicki, es “la capacidad de cotizar con confianza”, sabiendo que los clientes estarán satisfechos, se cumplirán las tolerancias, y Sussex Wire puede continuar creciendo en mercados nuevos y existentes, dice él.






Contenido relacionado

Innovando el mecanizado: eficiencia y calidad en IMC Industrial
En San Luis Potosí, IMC Industrial, destacada por su capacidad de innovación en el mecanizado, crea dispositivos especiales que mejoran el rendimiento de sus procesos. Con una trayectoria que comenzó en la industria textil, la empresa ha evolucionado para atender a sectores como electrodomésticos y bienes de consumo, gracias al talento de sus ingenieros y la implementación de tecnología avanzada.
Leer Más
Mazak celebra 50 años de manufactura en EE. UU. con novedades en IMTS 2024
Mazak conmemora sus 50 años de manufactura en Estados Unidos durante la IMTS 2024, presentando innovadoras soluciones de automatización y sus avances en Industria 4.0.
Leer Más
Herramientas de corte para el torneado vertical
Explore tendencias en herramientas de corte para tornos verticales CNC, esenciales para optimizar el mecanizado de materiales complejos.
Leer Más
Mazak presenta avances clave en tecnologías de mecanizado en IMTS 2024
En la IMTS 2024, Mazak destacó tres innovaciones en su línea de máquinas-herramienta: el centro de mecanizado horizontal HCN-4000 Neo, el torno multitarea HQR 200/3 Neo y la serie de máquinas tipo suizo Syncrex 25/8. Estas tecnologías están diseñadas para maximizar la productividad y precisión en una amplia gama de aplicaciones, desde la producción de piezas pequeñas y complejas hasta el mecanizado pesado.
Leer MásLea a continuación

Torno tipo suizo ayuda a taller costarricense de dispositivos médicos a lograr mayor precisión
Después de que un nuevo torno tipo suizo superó las expectativas de la gerencia de la compañía en términos de rendimiento y eficiencia, el torno ahora se incluye en los planes para futuras aplicaciones.
Leer Más
Taller con máquinas CNC registra sus conversaciones
Este taller encontró una manera de hacer que las cotizaciones de trabajo sean un proceso mejor y más rápido. El siguiente paso fue mejorar la comunicación del taller.
Leer Más
Así se implementó la manufactura lean en un taller metalmecánico
Para este taller, el diseño para la manufactura (DFM) proporciona un libro práctico que rige casi todos los detalles de las cotizaciones de trabajos, la coordinación de los procesos de producción, el flujo de trabajo y la inspección.
Leer Más