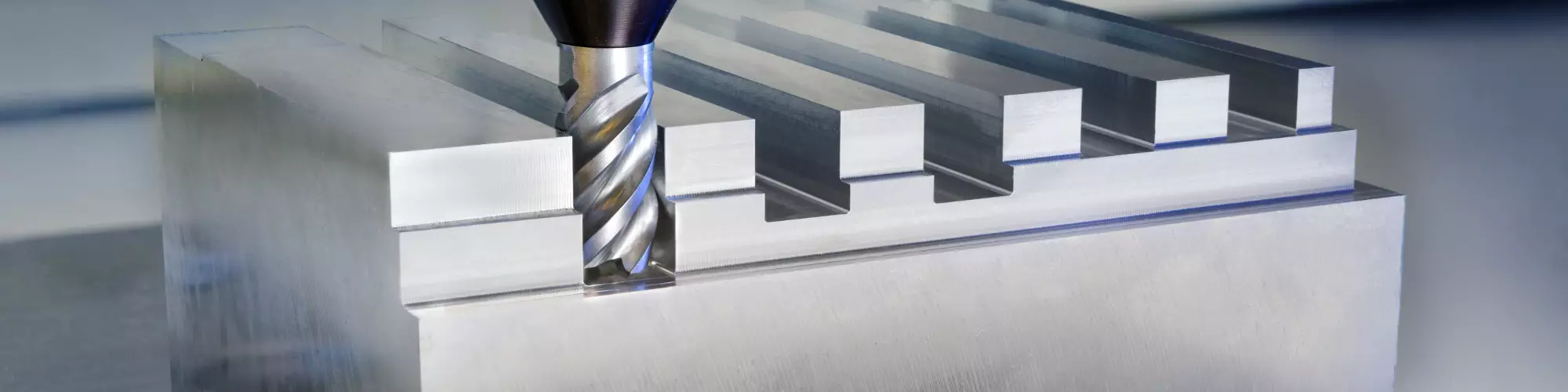




En comparación con el fresado tradicional, el fresado de alto avance (HFM) utiliza pasos similares, pero profundidades de corte menores a velocidades de avance mayores. Las herramientas diseñadas para HFM deben ser muy eficaces en el corte cerca de la punta de la herramienta.
Diferencias entre HFM y HEM
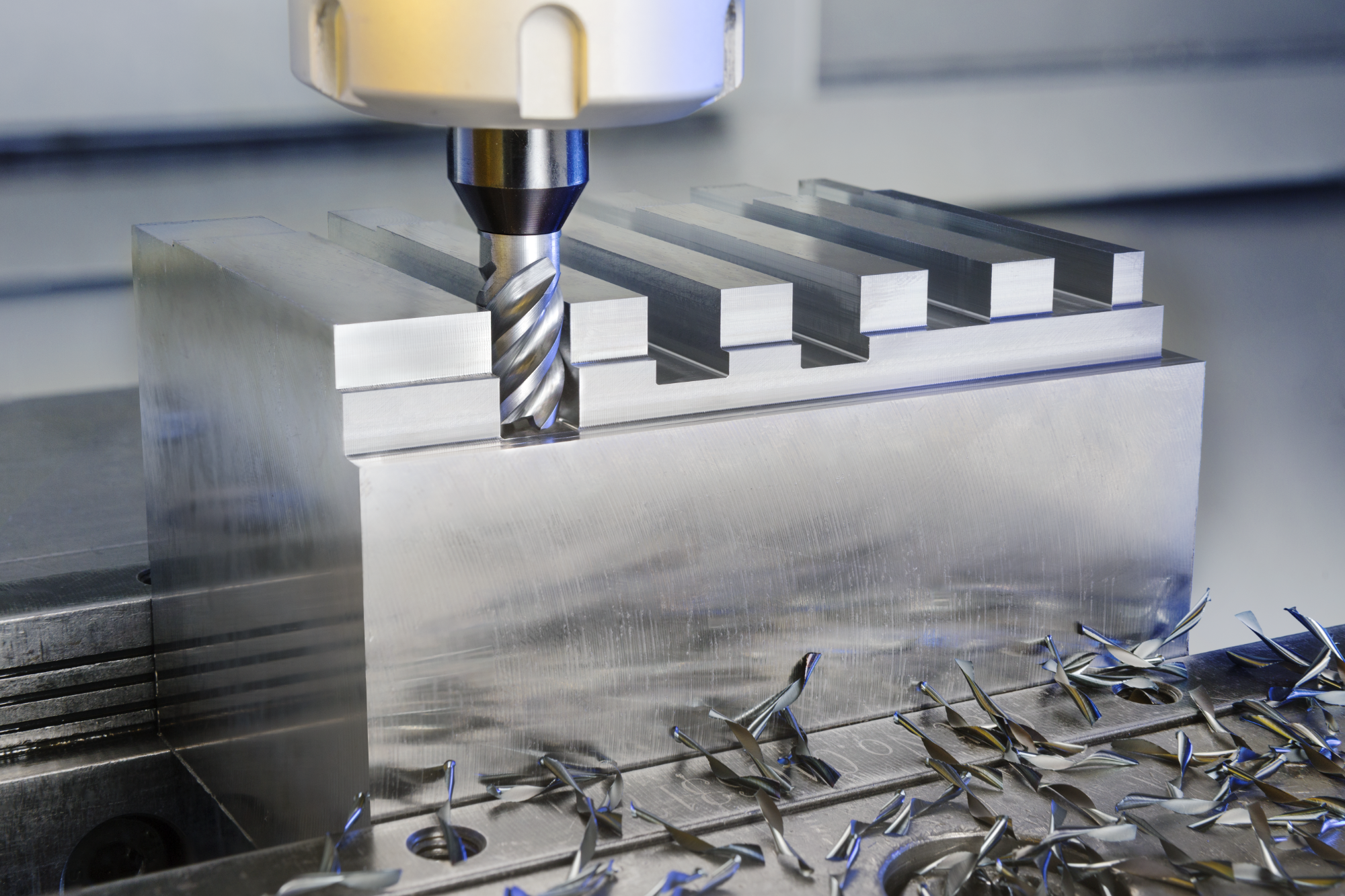
El fresado de alto rendimiento (HEM) utiliza una profundidad de corte mucho mayor, pero con menor paso de viruta, también a mayores avances y velocidades. Las herramientas macizas se utilizan con frecuencia para HEM porque lo importante es cortar con el lado de la herramienta, y se obtiene un aprovechamiento mucho mejor del filo, ya que se utiliza una mayor parte de la longitud de la flauta en el corte.



Lo que no tiene sentido para el HFM o cualquier otro corte DOC poco profundo es el uso extensivo de herramientas sólidas en las que se utiliza un pequeño porcentaje del filo cortante. Las herramientas se desgastan con tan solo un 10 % de los filos de carburo que han cortado.
Herramientas indexables y modulares en fresado de alto avance
El fresado de alto avance es solo un área en la que entran en juego las herramientas indexables y modulares. Pero hay muchas otras. Por ejemplo, la línea Multi-Master, de Iscar, es una solución completamente modular basada en conexiones estándar de cabezal a cuerpo y de cuerpo a portaherramientas. Soporta todo tipo de herramientas rotativas y ofrece 61 tipos diferentes de cabezales de carburo sólido, además de 25 tipos de cuerpos indexables con una amplia variedad de insertos para elegir.
Las herramientas con cabezas reemplazables incluyen familias para fresado (hombro cuadrado, superficies planas, ranuras y acanaladuras, estrías, etc.) y perforación (taladrado, avellanado). Basadas en los principios de diseño originales de las líneas Multi-Master y Chamdrill, de Iscar, las herramientas presentan el principio “sin tiempo de setup”, es decir, la sustitución de un cabezal desgastado no suele requerir operaciones de configuración adicionales.
Características del concepto Multi-Master
El concepto Multi-Master se caracteriza por el centrado mediante un cono corto y preciso, el contacto frontal y un perfil de rosca único. Esto permite una conexión de gran precisión y rigidez, que ofrece importantes posibilidades para herramientas modulares con una amplia gama de mangos, extensiones, adaptadores y reductores.
Los mangos están fabricados en acero, carburo cementado de gran rigidez y metal pesado, todos ellos con buenas propiedades de resistencia a las vibraciones. Iscar también ha introducido recientemente dos nuevas líneas diseñadas para aprovechar el sistema Multi-Master.
Con un perfil de inserto exacto de 90 grados, las líneas LogIQ y NeoLogIQ están diseñadas para el fresado de escuadra y el fresado frontal. Las conexiones mutuas Multi-Master y FlexFit amplían sustancialmente la gama de aplicaciones de ambas familias.
Iscar también tiene una gama de herramientas diseñadas específicamente para fresado de alto avance, proceso que se basa en el principio de “adelgazamiento de viruta” axial. Las herramientas con un ángulo de avance/entrada poco profundo permiten el corte de alto avance.
La geometría de estas herramientas, diseñada con precisión para esta aplicación, presta especial atención a la correcta distribución de los componentes de la fuerza de corte. Los productos NanMill, NanFeed, MicroFeed y HeliMill son especialmente apropiados para aplicaciones de husillo pequeño con las líneas de herramientas modulares más pequeñas de 8 a 25.4 mm (0.315”-1”) de diámetro.
La línea Multi-Master también incluye una gama de cabezales de carburo sólido diseñados para diferentes condiciones de corte y materiales. En total, hay más de 48,000 combinaciones posibles de cabezales de corte, cuerpos y portaherramientas para adaptarse a fresadoras pequeñas, herramientas accionadas por centros de mecanizado de torno-fresado y torneado suizo, y accesorios de fresado.
De acuerdo con Iscar, la precisión de las combinaciones de cabezal y cuerpo ayuda a reducir el tiempo de inactividad. La sustitución de un cabezal sólido suele mantener la longitud de la herramienta dentro de ± 4 “décimas”, lo que significa que generalmente se puede indexar a una herramienta redundante sin necesidad de restablecer la ubicación de la punta de la herramienta. Los cabezales Multi-Master con los insertos indexables repiten hasta aproximadamente ± 5 “milésimas”, lo que es suficiente para muchas aplicaciones de desbaste.
Para una mayor eficacia en un sistema modular, un solo collet ER32 a M12 (FLEXFIT) puede manejar múltiples cuerpos de broca SUMOCHAM, que abarcan una gama de 0.236” a 0.823”.
Cómo sopesar las ventajas de la modularidad
Las principales ventajas de la modularidad son la versatilidad y el ahorro de tiempo. Un concepto modular facilita la construcción rápida y sencilla de una herramienta de corte personalizada, de forma óptima, mediante un ensamblaje de elementos estandarizados.
A la hora de decidirse por una herramienta concreta, hay que tener en cuenta tanto las ventajas como los inconvenientes del concepto modular. La clave para decidir qué herramienta es la mejor para una aplicación debe basarse en la estrategia de producción, las demandas actuales de producción o la necesidad inmediata de una herramienta. El fabricante de herramientas de corte debe proporcionar los medios para hacer la elección correcta y, al mismo tiempo, desarrollar productos modulares que logren mayor adaptabilidad, rigidez y precisión.
Nueva cabeza de fresado de 32 mm de diámetro
Cabezas Multi-Master, de Iscar.
Crédito: Iscar.
Las nuevas cabezas Multi-Master, de Iscar, tienen geometría CHATTERFREE, con hélice variable y paso diferencial. Diseñadas para realizar un amplio espectro de operaciones, con un corte estable y elevados índices de extracción de material en fresado de desbaste y de acabado, se fabrican en calidad de metal duro IC908 de sustrato submicrón, con recubrimiento PVD TiAlN.
Las cabezas Multi-Master de fresado de Ø32 mm son intercambiables y cuentan con 40,000 opciones en cortadores verticales intercambiables de carburo sólido. Resultan ideales para aplicaciones de desbaste, semiacabado y acabado con capacidad de fresado descendente, para una reducción de costos y alta productividad.
Hay dos tipos de cabezas disponibles
- Cabezas de cinco labios MM ECK320H38R4-5T21 908 y MM ECK320H38R5-5T21 908 con hélice de 36°/40° con 4 y 5 mm de radio de punta, respectivamente.
Diseñadas principalmente para el mecanizado de aleaciones de titanio, también se pueden utilizar para el fresado de materiales a altas temperaturas de baja maquinabilidad (Grupo ISO S). - Cabezas de cuatro labios MM EC320H38C06-4T21 908 con hélice de 36°/40°, principalmente para el fresado de materiales del grupo ISO P: aceros y aceros inoxidables ferríticos y martensíticos.






Contenido relacionado

Micromecanizado en un centro de mecanizado vertical
Con el refinamiento de su proceso de micromecanizado para aceros de herramientas de metal sinterizado, este taller ha reducido costos de producción, tiempos de ciclo y trabajo secundario en banco para componentes complejos de herramental.
Leer Más
Prolongue la vida útil de la herramienta durante el fresado en duro
Jay Ball, de Seco Tools, recomienda cinco reglas para mejorar el rendimiento y la vida útil del cortador, manteniendo al mismo tiempo tolerancias estrictas durante el fresado en duro.
Leer Más
Optimizando la vida útil de herramientas: el poder de la preparación de filos
Descubra cómo la preparación de bordes puede prolongar la vida de las herramientas de corte, mejorando la eficiencia y reduciendo costos en procesos de mecanizado CNC.
Leer Más
Qué es el torno fresado y cómo lo puede aplicar en su taller
Explore cómo el torno-fresado puede mejorar la eficiencia en la eliminación de metal y el manejo de cortes interrumpidos.
Leer MásLea a continuación

Para qué sirve el fresado en duro
El fresado en duro se utiliza para mecanizar aceros endurecidos con filos cortantes definidos. El fresado de estos materiales requiere centros de mecanizado de alta velocidad configurados para el fresado en duro, junto con un CAD/CAM programado en concordancia.
Leer Más
Herramientas de fresado de alto avance reducen el tiempo de ciclo
Las nuevas máquinas-herramienta le permitieron a CTG recortar el tiempo de ciclo en 75 por ciento, pero eso no fue suficiente. Al encontrar la herramienta y el proceso correctos ese tiempo de ciclo se recortó aún más, dándole a este fabricante de componentes para la industria de petróleo y gas la capacidad necesaria para soportar un producto nuevo e importante.
Leer Más
Por qué usar torneado tipo suizo
¿Para qué clase de producción se usan los tornos tipo suizo? ¿En qué se diferencian de los centros de torneado convencionales? Expertos y usuarios cuentan sus experiencias.
Leer Más