Fresado de escuadra: clave para la eficiencia en autos de carreras
La combinación del fresado de hombros y una máquina de cinco ejes ha cambiado la fabricación de piezas para carreras en TTI Machine. Esta innovadora técnica no solo reduce costos y tiempos de ciclo, sino que permite dar soporte al nicho de las carreras de autos de sprint.




Para Tyler Thompson, vicepresidente y líder de la segunda generación de TTI Machine, con sede en Brooksville, Florida, la pasión es una razón tan buena para dedicarse a una pieza como la obtención de beneficios. El taller, con una superficie de 1,300 metros cuadrados, trabaja con pequeños lotes de piezas, normalmente en los sectores minero, naval y aeronáutico, pero también con cualquier trabajo que la administración considere interesante.
El único requisito es que la producción de la pieza tenga sentido desde el punto de vista económico, un requisito que llevó recientemente a TTI Machine a adoptar una herramienta de fresado de escuadra destinada a producir una pieza para carreras de coches de velocidad.



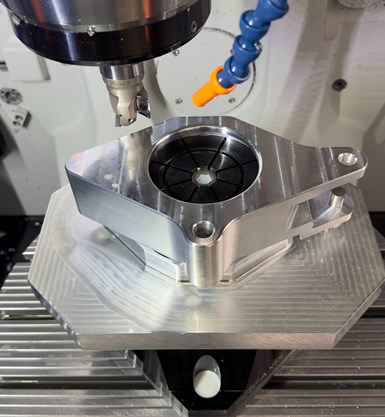
Thompson dice que la jaula requiere la mayor remoción de material de las piezas de sprint de TTI Machine. Aquí la pieza pasa por el proceso operación 2. Imágenes cortesía de RAM Sales and Marketing.
Reducción de costos en fabricación mediante fresado de escuadra
No hay muchos talleres que fabriquen piezas para el mercado de autos de carreras de sprint, y Thompson dice que la lista se reduce cada año a medida que los negocios cierran o los dueños fallecen.
Sin embargo, Thompson es un apasionado de las carreras de autos de sprint, por lo que el taller fabrica piezas para un distribuidor con el fin de garantizar la supervivencia de este deporte.
Estas piezas incluyen soportes de alerones, placas de motor, brazos de dirección, soportes de barras y muchas otras, varias de las cuales TTI debe diseñar a la inversa y determinar cómo fabricar con sus máquinas. Sin embargo, los márgenes son escasos y, al final, el taller solo mecaniza entre 1,000 y 2,000 piezas al año para el mercado, entre todas sus referencias de coches de carreras de velocidad.
Una pieza, que según Thompson se denomina “jaula de pájaros” en el sector, forma los cojinetes de los ejes traseros izquierdo y derecho de un coche. Esta pieza contiene dos cojinetes e incluye orificios roscados en ángulos compuestos.
Thompson afirma que es la pieza de los coches de carreras que suele requerir más remoción de material. Además, los difíciles ángulos y cavidades de esta pieza hacen inviable el mecanizado en otra máquina que no sea la DN Solutions DVF 5000 de cinco ejes.
Antes, “muchas piezas requerían tres, cuatro o incluso cinco o más configuraciones —afirma—. Con los cinco ejes, solo tenemos que preparar el material con cola de milano, y son dos configuraciones y listo”.
Optimización de tiempos de ciclo en mecanizado con herramientas avanzadas
Aun así, la fresa de carburo sólido de ¾ de pulgada que TTI emparejaba con la máquina de cinco ejes mantenía el programa funcionando al límite de los márgenes.
Si bien la herramienta tenía una larga vida útil (aunque había que afilarla con regularidad), los tiempos de ciclo seguían siendo demasiado largos, y las virutas largas que creaba la fresa de mango llenaban rápidamente tanto la cavidad como el cesto de virutas de la máquina.
Thompson trabajó con Brandon Mazza, vicepresidente de la agencia de representación de manufactura independiente RAM Sales and Marketing, para encontrar una herramienta diferente que pudiera reducir los costos y el tamaño de la viruta de la pieza. Mazza recomendó la herramienta de fresado de escuadra Tung-AluMill 90, de Tungaloy, y una prueba realizada incluso con parámetros de mecanizado conservadores resultó prometedora.

El Tung-AluMill, de Tungaloy, le permite a TTI realizar cortes más agresivos en las piezas de aluminio, incluso cuando los insertos duran más que las antiguas fresas del taller. Los insertos Tung-AluMill, que cortan aproximadamente 4,000 pulgadas cúbicas de material cada uno, duplican la vida útil de la herramienta de la fresa antigua.
Herramientas de corte y herramental
Estos parámetros procedentes directamente de Tungaloy requerían una profundidad de corte de 0.150 pulgadas, pero la carga de la máquina de DN Solutions era lo suficientemente baja como para que Thompson la aumentara hasta 0.250 pulgadas por corte.
Aunque funciona bien, desde entonces ha reducido la profundidad de corte a 0.200 pulgadas “para no tener que cuidar la herramienta” mientras corta la cavidad de 2.250 pulgadas de la pieza. Thompson también pudo aumentar las pulgadas por diente (IPT) en un 50 % desde los parámetros de base hasta 0.006 pulgadas.
El cambio de herramienta del endmill al fresado de escuadra también le ha permitido a TTI mecanizar con un ángulo de desprendimiento más agresivo, 11.5 grados frente a los 2 a 3 grados del endmill.
Este mayor ángulo aumenta la eficacia de la herramienta al desbastar los mandriles y elimina la necesidad del semiacabado. El taller puede pasar a la operación de mandrinado mucho más rápidamente, lo que reduce el tiempo de ciclo de esta fase inicial de mecanizado, de unos cinco minutos a menos de un minuto y medio.
Thompson afirma que la capacidad de refrigeración pasante de la Tung-AluMill también ha sido útil para limpiar las virutas de la cavidad, y TTI no tiene que vaciar sus tolvas de virutas con tanta frecuencia.
En conjunto, las mejoras de los parámetros han reducido a la mitad los tiempos de ciclo de TTI para la pieza, de 40 a entre 15 y 20 minutos. Además, cada inserto de la fresadora de escuadra dura aproximadamente el doble que las antiguas fresas, mecanizando 40 piezas por inserto a 100 pulgadas cúbicas de remoción de material por pieza.
Es más, la fresa de escuadra proporciona un acabado superficial mucho más suave que el endmill, lo suficiente para que Thompson diga que TTI Machine puede eliminar varias herramientas de acabado del trabajo y depender solo de la fresa de escuadra, que puede perfilar todo el exterior de la pieza en dos pasadas.
Esta operación más eficiente condensa la operación 2 para estas piezas de un proceso de 22 minutos utilizando cuatro herramientas, a uno de menos de seis minutos con dos herramientas.

Tyler Thompson trabaja en TTI Machine desde que tenía 16 años. Se curtió con máquinas manuales antes de liderar la iniciativa de adoptar máquinas CNC. Su experiencia con ambos tipos de maquinaria le ha proporcionado —a él y a TTI— una capacidad de adaptación que soporta la ecléctica mezcla de trabajo del taller.
Éxito de los Sprint Car
Entre una lista de herramientas condensada, una mayor vida útil de las herramientas y unos tiempos de ciclo mejorados, TTI Machine ha podido mecanizar la pieza del carro de carreras con unos márgenes muy mejorados.
Thompson afirma que, a pesar del elevado precio inicial de la fresadora Tung-AluMill, el ahorro de costos en el proyecto supera el 30 %, lo que hace que las jaulas sean mucho más viables para su taller y le permite a TTI Machine seguir prestando servicio a un sector que Thompson y su familia adoran.
Aunque TTI Machine aún no ha acoplado el Tung-AluMill a otras máquinas o aplicaciones, Thompson afirma que el taller prevé hacerlo pronto.
“Planeamos adquirir más cuando llegue el momento —dice—. Cualquier trabajo de aluminio que tengamos a partir de ahora, que requiera mucho movimiento de material, definitivamente va a ser una opción”.






Contenido relacionado

Piezas con precisión micrométrica en el telescopio más grande del mundo
En los próximos años entrará en funcionamiento en Chile el telescopio óptico más grande del mundo: el Extremely Large Telescope (ELT), con un diámetro de espejo de 39 metros. El centro de mecanizado G750 de Grob permite al consorcio encargado de la construcción fabricar componentes de aluminio grandes y precisos.
Leer Más
Estrategias para talleres especializados en mecanizado de cinco ejes
Conozca las prácticas y herramientas que diferencian a los Top Shops en el maquinado de cinco ejes.
Leer Más
Comparativa: pulido a mano vs. técnicas automatizadas
Descubra los beneficios y técnicas del pulido manual. ¿Por qué sigue siendo una práctica valiosa en una era dominada por la automatización? Aprenda más.
Leer Más
Innovación y calidad en la manufactura de dispositivos médicos
Traufix, empresa mexicana con sede en San Miguel de Allende, Guanajuato, es reconocido como un líder en la manufactura de dispositivos médicos innovadores. El uso de centros de mecanizado de última generación le ayudó al taller a mejorar el proceso de fabricación de las placas para implantes óseos.
Leer MásLea a continuación

¿Qué es el mandrinado?: herramienta clave para el acabado de agujeros
El mandrinado es una técnica de mecanizado que se utiliza para crear agujeros de gran tamaño en piezas de metal. En este artículo, explicamos qué es el mandrinado y cómo funciona, así como las herramientas especializadas para el proceso.
Leer Más
¿Qué son las herramientas de fresado?: conceptos básicos y aplicaciones
El dominio de las herramientas de fresado y su uso en condiciones óptimas es crucial hoy en día debido al constante desarrollo de estas herramientas, los crecientes requerimientos de los clientes, los materiales avanzados empleados y la necesidad de incrementar la productividad y disminuir costos.
Leer Más
Por qué usar torneado tipo suizo
¿Para qué clase de producción se usan los tornos tipo suizo? ¿En qué se diferencian de los centros de torneado convencionales? Expertos y usuarios cuentan sus experiencias.
Leer Más