




El mecanizado de la ranura en este cuerpo de bujía les estaba dando problemas porque tenían que estar cambiando frecuentemente el filo del inserto y los ajustes que debían hacer eran frecuentes.
Alejandro Suárez Quintana y su hermano iniciaron Automanufacturas de Querétaro (AMQ) en el año 2006 con el propósito de atender las necesidades de la industria automotriz de la región.
AMQ se dedica al mecanizado de partes de producción de bajo y medio volumen y, desde el año 2017, tiene la capacidad de producir partes torneadas de alto volumen y valor agregado. En el taller de AQM se mecanizan aceros, aluminios y bronces, entre otros materiales, partiendo de forjas, fundiciones y barras.
El ingeniero Alejandro Suárez Quintana es el Gerente de Producción de AMQ y es el encargado de todo lo que tiene que ver con las máquinas, el desarrollo de procesos y la programación de la producción en la empresa. Una de sus preocupaciones era contar con procesos certificados para darle más confianza a sus clientes de la industria automotriz, por eso, AMQ cuenta con el Sistema de Gestión de Calidad certificado en ISO-9001:2015.
Su hermano es el gerente general de esta empresa familiar, que inició actividades como AMQ hace 14 años, pero tienen la experiencia en el sector con otra compañía del mismo ramo, que fundó su padre hace 30 años.
Precisamente, cuando AMQ tuvo un nuevo enfoque para atender exclusivamente a la industria automotriz decidieron adquirir la maquinaria y tecnología acorde con los requerimientos del sector. Por ello, disponen de una amplia gama de maquinaria CNC, como tornos de torreta con contrapunto, tornos de alta producción, tornos con herramienta viva y centros de mecanizado horizontal y vertical.

Taller de AMQ, en Querétaro.
Además, cuentan con capacidad de rectificado cilíndrico (entre centros y sin centros), rectificado plano, corte con sierra cinta automática, brochado horizontal, afilado y soldadura MIG. Para asegurar la calidad final de las autopartes que producen y cumplir con las tolerancias exigidas, AMQ cuenta con un laboratorio de metrología con equipos de medición por coordenadas (CMM), perfilómetro, medidor de redondez, rugosímetro, comparadores ópticos y un sistema de medición por imagen.
Desde el año 2018 tienen una alianza con la empresa japonesa Kyoshin, socia accionista de AMQ, que les proporciona asistencia técnica cuando es necesario, además de compartir su experiencia en la producción de partes torneadas de alto volumen en el mercado asiático.
Desde hace tres años AMQ empezó a adquirir equipos un poco más sofisticados, que trabajan más de manera autónoma, como es el caso de los tornos con alimentador de barra.
“Empezamos a incursionar con piezas que demandan más valor agregado. Digamos, a partir de una barra haces piezas muy complejas que tienen tolerancias muy cerradas. Nos vimos en la necesidad de adquirir equipo de medición sofisticado. Algunos de estos equipos los comenzamos a conocer en Kyoshin, cuando estuvimos en Japón, y tratamos de emularlo para tener una muy buena calidad y dimensionar las piezas de manera más ágil. Y nos ha dado resultado. Ya hemos incursionado en este mercado, que es un poco más demandante en cuanto a tolerancias dimensionales se refiere. Y ahora el mercado se nos está abriendo hacia ese punto”, explica el ingeniero Alejandro Suárez.
El ingeniero Alejandro Suárez Quintana, Gerente de Producción de AMQ (centro), junto con Daniel Martinez (izquierda), ingeniero de aplicación en Horn México, y Guillermo Briceño, ingeniero de ventas en Tanner Máquinas y Herramienta (distribuidor de Horn en El Bajío).
Desde sus inicios en el sector trabajan con empresas reconocidas de la industria automotriz como Dana, Tremec, Federal Mogul, BorgWarner, Blackhawk y Nissan.
“Ahora, principalmente, trabajamos para la industria automotriz, algo de agrícola y estamos empezando a incursionar en otros mercados, ya un poco más diversos. Nuestra idea es no enfocarnos únicamente en el mercado automotriz, sino empezar a explorar en otros mercados para diversificar nuestro volumen de ventas”, afirma el ingeniero Suárez.
AMQ le fabrica a Dana principalmente todo lo que tiene que ver con el tren motriz –yugos y algunas partes que van integradas a los cardanes– y a Tremec les producen partes para transmisión, que posteriormente ellos se encargan de ensamblarlos en las cajas de transmisión que les abastecen a las armadoras. Y a Federal Mogul les están haciendo cuerpos para bujías, principalmente, que es el caso que me llevó a visitar AMQ.
Inconvenientes con los procesos de ranurado
Para realizar los procesos de ranurado en varias de las autopartes que fabrican, el taller de AMQ venía trabajando con las marcas de herramientas de corte más comerciales.
“Yo a Horn no lo conocía. Sabía la marca y todo, pero no lo había conocido ya trabajando. En este caso, teníamos un proceso de ranurado en estas piezas, lo que es el cuerpo de bujía y el cuerpo de pistón, en donde estábamos teniendo problemas con la durabilidad de la herramienta e incluso con la calidad del mecanizado”, explica el ingeniero Alejandro Suárez.
A raíz de ese inconveniente, AMQ tenía que hacer frecuentemente cambios de insertos, que les quitaba tiempo de producción de las máquinas, fuera de que estaban teniendo piezas de scrap por ajuste, ya que quedaban fuera de medida en el proceso de mecanizado.
“Fue así como el ingeniero Guillermo Briceño, de Tanner Máquinas y Herramientas, nos pidió que probáramos la marca. Trajo a los ingenieros y técnicos de Horn, quienes vieron el proceso y nos hicieron la recomendación del cambio. Entonces, probamos dos grados de inserto: uno funcionó súper bien y el otro funcionó bien”.
“El que estamos utilizando nos dio una gran tranquilidad, porque este inserto lo estamos cambiando cada 4 o 5 días. Nos dura mucho tiempo mecanizando y con las dimensiones controladas para los trabajos con ranuras externas. Y, la realidad, es que estamos haciendo cinco veces más piezas de lo que hacíamos con los otros insertos”, detalla el ingeniero Suárez.
El taller de AMQ trabaja 24 horas al día. Antes de hacer el cambio a los insertos de Horn tenían que hacer cambios de herramienta dos veces al día y, actualmente, lo hacen cada 5 días.
“Hoy martes, por ejemplo, cambiamos un filo y está trabajando hasta el viernes con esta pieza. Entonces, el cambio ha sido bastante redituable. Digamos que al inicio cuando vi el precio, dije ‘a qué caray’, creo que sí está más caro; pero cuando vi el resultado dije: ‘creo que está muy barato’. Realmente, al ver la cantidad de piezas que da por filo y el costo que me representa en la pieza, pues es muy bajo. Aparte de que la máquina produce más tiempo y no tengo que estar parando frecuentemente para hacer un cambio de un inserto para hacer un ajuste”, afirma el ingeniero Suárez.
Anteriormente, AMQ estaba usando un inserto alargado que tiene 2 filos en cada extremo, el cual no les facilitaba los cambios de inserto y era complicado el proceso del cambio, porque el tornillo estaba en una posición incómoda dentro de la máquina y había interferencia con las demás herramientas.
Cuando Daniel Martínez, Ingeniero de Aplicaciones en Horn México, llegó a AMQ a revisar el proceso de ranurado vio el problema y, en seguida, les sugirió un cambio de herramienta.

El nuevo sistema 64T de ranurado de 6 filos le ayudó a AMQ a controlar la viruta en el ranurado del cuerpo de la bujía. Anteriormente, la viruta se atascaba en la pieza y dañaba al acabado de la pieza. Por eso, los ingenieros de Horn les ofrecieron un rompevirutas en el inserto, con recubrimiento EG55 diseñado para aceros, ya que la bujía está hecha en acero 1018, bajo en carbón y difícil de controlar la rebaba que genera.
“Le recomendamos al ingeniero Suárez nuestro nuevo sistema 64T, que es nuestro sistema de ranurado de 6 filos. El principal problema que vimos en ese momento fue el control de la viruta. Eso hacía que la viruta se atascara en la pieza y dañara al acabado de la parte. Entonces, el primer foco era el control de viruta, y entonces le trajimos un rompevirutas en el inserto, que con el nuevo recubrimiento EG55 funciona muy bien. Este inserto fue diseñado para aceros, y en este es un acero 1018, bajo en carbón y difícil de controlar la viruta que genera. Por eso, necesitábamos un rompeviruta agresivo como es el DL de Horn, ya que su nuevo recubrimiento fue diseñado exclusivamente para aceros, lo que nos garantizó la vida útil, el acabado y la precisión que buscaba el ingeniero Suárez”.
La ventaja con el diseño del inserto de 6 filos de Horn es que el tornillo está por un lado, lo que permite hacer el cambio de manera más fácil y rápida. Se trata de aflojar el tornillo, indexar y volver a apretarlo.
“Parece que no, pero el hecho que el operador tenga que parar el inserto o estar haciendo el proceso de cambio del inserto en sí, es un tiempo valioso. Cuando tienes este inserto con 6 filos, nada más aflojas, indexas y vuelves a apretar. Es muy rápido ese proceso de indexado de filo. Creo que también es una muy buena ventaja este diseño de herramienta y es algo a lo que le hemos sacado mucho provecho. Ahora el operador tiene que hacer, proceso a proceso, el cambio del inserto tres veces menos”, explica el ingeniero Suárez.
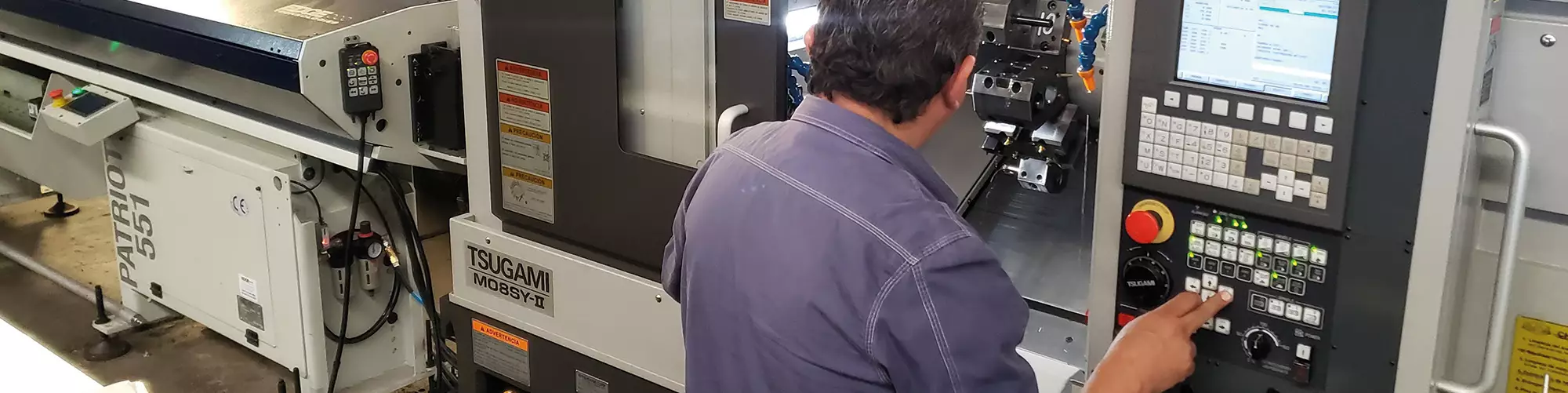
Anteriormente, para realizar el ranurado del cuerpo de bujía, AMQ invertía bastante tiempo realizando el mecanizado. Para este caso, realizan los procesos de mecanizado en un centro de torneado Tsugami en tres turnos al día. Desde que hicieron el cambio al inserto Horn de 6 filos fueron varias las ventajas que obtuvieron.

Para la fabricación del cuerpo de bujía AMQ está utilizando un centro de torneado Tsugami de doble husillo. La máquina cuenta con una herramienta viva para poder tener el hexágono de la parte y un eje Y. Además, este torno tiene un alimentador de barras automático, que va metiendo constantemente el material de trabajo a hacia la máquina.
“En tiempos, creo que se redujo de 15% a 20% el tiempo de mecanizado, pero realmente el impacto fue en productividad. Es decir, parar menos la máquina y que esté produciendo piezas. Para mí ese fue el impacto y, obviamente, también en el costo. Compro menos en insertos. Prácticamente, compro cinco veces menos insertos de lo que estaba comprando antes. Entonces, aunque el inserto es más caro de lo que yo compraba, en cuanto al precio del inserto, el costo por pieza es mucho menor. Allí ha estado el éxito con esta marca”, afirma el ingeniero Alejandro Suárez.
Actualmente, AMQ produce 10 piezas por hora del cuerpo de bujía. Y, anteriormente, fabricaban de 8 a 9 piezas por hora. Sin embargo, la gran diferencia es que antes un filo les duraba 200 piezas y ahora les dura de 600 a 700 piezas.
Proceso de producción
Para la fabricación del cuerpo de bujía AMQ está utilizando un centro de torneado Tsugami de doble husillo. La máquina cuenta con una herramienta viva para poder tener el hexágono de la parte y un eje Y. Además, este torno tiene un alimentador de barras automático, que va metiendo constantemente el material de trabajo la hacia la máquina. Cuando se termina la barra, se hace el cambio automático de barra y la máquina sigue produciendo, es decir, puede estar trabajando continuamente sin parar.
“Así el operador no tiene que estar abriendo la máquina y parando para tomar la pieza, porque esta máquina tiene un extractor de piezas, donde ya sale del chuck terminada. La recibe, la pasa a una banda transportadora y te la entrega por la salida en una banda. Entonces, el operador solamente la toma de ahí, y lo que hace es dimensionarla, mientras la máquina sigue trabajando. Para nosotros es muy importante que esta máquina pare lo menos posible y esté produciendo piezas”, explica el ingeniero Suárez.
A partir de la barra, en el torno CNC se hace todo el mecanizado del cuerpo de la bujía. Dentro de los procesos que se realizan para el cuerpo de bujía está la ranura que se aprecia en la foto, donde trabaja el inserto Horn de 6 filos. Se trata de una ranura con unas tolerancias cerradas, que además debe de presentar una buena apariencia en el acabado, que se logra con el mecanizado que realiza el inserto.
“Es una bujía y todo va a ser visible. Muchas de estas bujías incluso son para vehículos de carreras, y quienes las compran son los dueños de las escuderías. Entonces, ellos quieren ver un producto que no tenga marcas ni malos acabados. Por eso, el cliente nos hace mucho énfasis en el acabado”, refiere Alejandro Suárez.
“Esta ranura nos estaba dando problemas porque, como teníamos que estar cambiando frecuentemente el filo del inserto, los ajustes que teníamos que hacer eran frecuentes. De esa manera, se desgastaba muy prematuramente el inserto y teníamos que estar haciendo ajustes todo el tiempo. Y eso nos restaba productividad”, explica el ingeniero Suárez.
Y agrega: “Al probar este inserto de Horn, nos dimos cuenta de que el acabado inmediatamente se vio distinto, es decir, un acabado mucho más uniforme, más homogéneo. Pero, sobre todo, la estabilidad que nos dio en la parte dimensional fue muy bueno. Es decir, dimensionalmente la pieza se comporta muy bien, muy estable, y no tenemos que estar ajustando”.
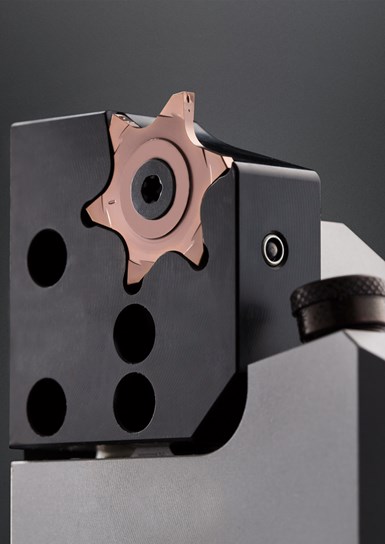
El inserto 64T es un nuevo sistema de ranurado de 6 filos de Horn.
En el taller de AMQ se dieron cuenta de esa situación. Luego probaron el inserto Horn con horas de mecanizado y se dieron cuenta de que no variaba la medida y permanecía mucho tiempo estable. Y además duró mucho más el primer filo que probaron. Siguieron probando y los resultados fueron muy buenos: ganaron estabilidad dimensional, buenos acabados y menos paros de máquina para hacer un cambio de filo.
Además de la productividad, el proceso que realizaban anteriormente con el inserto de 2 filos les estaba dañando el acabado: “La rebaba era la que realmente estaba dañando el acabado. Ahora, eso ya ha quedado resuelto con esta nueva herramienta”, afirma el ingeniero Suárez.
El proceso de hacer la ranura del cuerpo de bujía tarda alrededor de 15 segundos. El tiempo del ranurado en sí realmente no fue de tanto impacto con el uso del nuevo inserto, sino el acabado y la estabilidad que consiguieron. La tolerancia exigida para esta pieza es de +/-50 micras, que por ser en una posición en ángulo es algo cerrada.
El ingeniero Alejandro Suárez es consciente de que para cumplir con las exigencias de la industria automotriz siempre debe estar renovando sus equipos y herramientas, además de utilizar las mejores tecnologías.
“Hace unos años, teníamos alrededor de 17 máquinas; pero a lo mejor no es tanto la cantidad de máquinas que teníamos lo que cuenta. La cuestión es que estas máquinas eran un poco más convencionales, es decir, tornos CNC que tienen su torreta y su chuck. Nosotros empezamos a incursionar en maquinaria más sofisticada, con doble husillo, eje Y, herramienta viva y alimentador de barras, donde metes materia prima y sacas piezas terminadas en un solo proceso. Y esto lo hemos venido acompañando también con equipos sofisticados de medición”.
En cuanto a mercados, AMQ actualmente está enfocado en la industria automotriz, que ha sido su fuerte, pero tienen en mente diversificarse.
“Tenemos toda la vida en este mercado. Y nos estamos moviendo a otros mercados, por ejemplo, uno que estamos explorando es el de herramientas de mano: piezas o partes integradas en este tipo de herramientas y herramientas eléctricas. Porque ese mercado es muy distinto. Las fluctuaciones en ventas son distintas que en automotriz. Y, bueno, también estamos explorando en otros sectores, con piezas similares, pero que son parte de otro tipo de mercado de refacciones o de otro tipo de equipos, no tanto automotriz, que pueden ser muy variados. Uno de ellos es el mercado de herramientas, que ya estamos explorando”, concluye el ingeniero Alejandro Suárez.






Contenido relacionado

Guía para elegir la calidad del carburo correcto
Conozca cómo seleccionar el grado de carburo adecuado para sus proyectos de mecanizado, teniendo en cuenta la dureza, la tenacidad y el tipo de recubrimiento.
Leer Más
¿Qué es el mandrinado?: herramienta clave para el acabado de agujeros
El mandrinado es una técnica de mecanizado que se utiliza para crear agujeros de gran tamaño en piezas de metal. En este artículo, explicamos qué es el mandrinado y cómo funciona, así como las herramientas especializadas para el proceso.
Leer Más
Tipos de insertos de corte y su aplicación
Este informe ofrece una visión de los diversos tipos de insertos utilizados en el mecanizado de piezas metálicas y su importancia en los procesos industriales. Aborda desde los conceptos básicos hasta las aplicaciones específicas y las recientes tendencias tecnológicas. Además, profundiza en las propiedades técnicas, ejemplos de aplicaciones en diversas industrias y recomendaciones prácticas para maximizar la eficiencia y vida útil de los insertos.
Leer Más
Husillos auxiliares de alta velocidad: innovación y eficiencia
Explore cómo los husillos de alta velocidad optimizan el mecanizado, ofreciendo flexibilidad y ahorro energético. Conozca sus ventajas y aplicaciones.
Leer MásLea a continuación

Para qué sirve el fresado en duro
El fresado en duro se utiliza para mecanizar aceros endurecidos con filos cortantes definidos. El fresado de estos materiales requiere centros de mecanizado de alta velocidad configurados para el fresado en duro, junto con un CAD/CAM programado en concordancia.
Leer Más
La tecnología: recurso primordial para ser proveedor de la industria aeroespacial en México
Indumet Aerospace es una de las empresas pioneras en México como Tier 1 de la industria aeroespacial. La inversión en la última tecnología para el mecanizado en 5 ejes ha sido una de las claves del éxito que la ha llevado a ser proveedora de reconocidos OEM.
Leer Más
Consideraciones para comprar un torno CNC
Los tornos CNC son una de las tecnologías de mecanizado más antiguas; sin embargo, sigue siendo útil recordar los aspectos básicos a la hora de considerar comprar una máquina de este tipo.
Leer Más