La evolución del micromecanizado
Challenge Machine sigue añadiendo equipos de alta velocidad para incrementar la cantidad de trabajo de micromecanizado que desarrolla. Aquí se presentan algunas lecciones que ha aprendido usando herramientas de tan sólo 0.001 pulgadas de diámetro.





Challenge Machine se especializa en el micromecanizado de partes médicas y semiconductores. Aquí, un escariador de bola de 0.007 pulgadas está cortando características en una caja de puesta a tierra por contacto, usada en una aplicación de prueba de semiconductores.
El micromecanizado está creciendo en el negocio de Challenge Machine. Jim Betland, CEO de la compañía, dice que actualmente representa el 30% del trabajo que desarrolla este taller ubicado en Blaine, Minnesota. De hecho, ese porcentaje puede aumentar con la demanda creciente, principalmente de las industrias médica y de semiconductores.
Lo interesante sobre Challenge Machine es el rango de equipos – y las velocidades de husillo disponibles – que ha añadido durante años para desarrollar el trabajo de mecanizado. De hecho, dos de las máquinas del taller tienen husillos de 100,000 rpm, los cuales permiten usar de manera efectiva fresas escariadoras de tan solo 0.001 pulgadas de diámetro (un tercio del diámetro de un cabello humano).



Durante una visita reciente, el señor Betland explicó cómo han ampliado la capacidad de micromecanizado del taller y cómo aplica las lecciones aprendidas para el mecanizado a microescala.
¿Qué es el micromecanizado?
Antes de fundar Challenge Machine, Betland trabajó para un fabricante de componentes de semiconductores que buscaba identificar una forma más efectiva de mecanizar características muy pequeñas en plásticos. Los láseres no daban los filos limpios que se necesitaban, y usar aceleradores de husillo con cortadores pequeños en máquinas-herramienta de bajas rpm llevaba a un éxito limitado.

Las máquinas tienen husillos de 100,000 rpm, pero el taller normalmente los opera a no más de 80,000 rpm.
En 1999, decidió independizarse y enfocarse en el trabajo de micromecanizado, dando inicio a Challenge Machine en el garaje de su casa. Era claro que las características de diseño en los nuevos semiconductores y partes médicas tendían a ser más pequeños, y no había muchos talleres en el área que pudieran mecanizar de manera eficiente esas pequeñas características.
Betland comenzó a desarrollar trabajos por contrato usando un centro de mecanizado vertical, un VMC Haas VF-2 con un husillo de 15,000 rpm, principalmente para operaciones de microtaladrado y microrranurado para la empresa en que trabajaba anteriormente.
Como la cantidad de trabajo se incrementó, se mudó a un local alquilado y compró una segunda máquina de 15,000 rpm. Hace un par de años, Challenge Machine se pasó a su tercera y actual ubicación en unas instalaciones de 1486 metros cuadrados, controladas ambientalmente, al norte de Minneapolis.
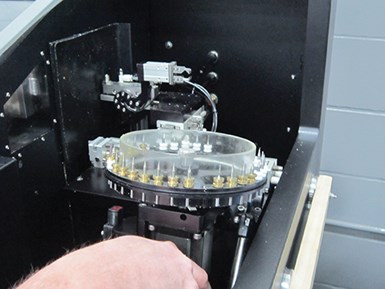
Las máquinas 363-S usan un brazo de robot para cambiar automáticamente herramientas desde carruseles de 36 estaciones. Las herramientas para trabajos posteriores pueden alistarse en otros carruseles, lo cual le permite al taller cambiar fácilmente carruseles completos para cambiar más rápido la pieza de trabajo.
Casi el 80 por ciento del trabajo de su taller de 18 personas involucra prototipos de mecanizado y la producción de pequeños lotes de partes con microcaracterísticas tanto en plásticos (con relleno de vidrio, Ultem, Torlon, etc.) como en metales (aluminio, cobre, bronce, acero inoxidable, etc.). Los tamaños típicos de lote varían desde una sola pieza hasta 10 piezas con tiempos totales de sólo una a dos semanas.
Gran parte del micromecanizado de plásticos se desarrolla para crear prototipos que eventualmente serán moldeados durante la corrida de producción. El taller no sólo aplica sus capacidades de micromecanizado para este trabajo, también usa tornos tipo suizo con herramental vivo y husillos neumáticos de alta velocidad para el prototipado y la producción de lotes pequeños de partes torneadas, que generalmente requieren trabajo de fresado.
De modo que, ¿qué es el micromecanizado? Todos tienen una definición diferente, pero Betland lo ve como mecanizado con herramientas menores a 0.015” de diámetro y tolerancias de sólo unas décimas. Requiere una velocidad de husillo significativa para usar efectivamente esas herramientas de diámetro pequeño, pero él dice que al principio ese no era realmente el problema.
Esta máquina daba la velocidad, pero el reto venía en encontrar herramientas de corte que ofrecieran larga vida útil y repetibilidad tal, que permitiera a la máquina operar a altas rpm.

La sonda láser es usada para verificar fracturas de la herramienta durante trabajos de corrida larga.
Poco después de comprar esa primera máquina, Betland comenzó a interactuar con el fabricante de microherramientas Performance Micro Tool (PMT), que también comenzó su negocio en 1999.
Durante años, Challenge Machine le ha ofrecido realimentación a PMT respecto a cómo se han desempeñado sus escariadores, lo cual ha sido muy útil para que PMT continúe refinando el diseño de sus herramientas. Esta comunicación le ha ayudado al proveedor de herramientas de corte a crear microherramientas con mejores geometrías, alineaciones y acabado del filo.
Con la mejora de los diseños de los microescariadores, el taller quiso añadir equipos con velocidades de husillo aún más altas. Trajo una máquina CNC de banco de 45,000 rpm Benchman, de Intelitek, y luego compró una máquina CNC horizontal Microlution 363-S, que descubrió en IMTS.
Esta máquina está diseñada específicamente para el micromecanizado con recorridos de solo 2.48 pulgadas en cada uno de los tres ejes. Además, ocupa casi un área de 61 cm por 61 cm de espacio en el piso y 134 cm de alto. De hecho, el taller luego añadió una segunda máquina 363-S que está instalada al lado de la primera.
La 363-S ofrece una base de granito natural pulido para amortiguar las vibraciones. La máquina usa una etapa lineal para mover la pieza de trabajo con precisión en el plano X-Y y una etapa en el eje Z para movimiento del husillo. Los motores lineales le permiten superar más de 2G de aceleración, al tiempo que logra una precisión posicional de 1 micra.

Para la mayoría del trabajo de microfresado, Challenge Machine usa escariadores de Performance Micro Tool. El taller ha usado de manera efectiva herramientas de sólo 0.001 pulgadas y el señor Betland dice que las mejoras en las geometrías y acabados de las microherramientas han sido clave para permitirle al taller obtener lo máximo de sus equipos de alta velocidad.
La línea 363-S está disponible con diferentes opciones de husillos y velocidad de husillo. Betland escogió un husillo con rodamientos de bolas híbridos en cerámica, de 100,000 rpm, que ofrece una boquilla automática y neumática para cambiar las herramientas.
Con este sistema, el vástago de la herramienta (con un diámetro máximo de 0.125 pulgadas) se instala directamente en el husillo sin un portaherramientas. Este elemento con un diseño tan interesante le ayuda a la máquina a lograr una desviación de husillo de apenas 2 micras.
El carrusel de herramientas que tiene la máquina es de 36 posiciones y se eleva para presentar la herramienta adecuada al brazo del robot que cambia la herramienta. Este brazo de robot agarra los anillos prensados en cada uno de los vástagos de las herramientas para entregar las herramientas entre el husillo y el carrusel.
Una de las fotos muestra los anillos hechos de bronce y Delrin. El taller ha visto que la generación más nueva de anillos Delrin es más fácil de presionar al poner y quitar los cortadores que las versiones de bronce.

Parte del trabajo de micromecanizado se desarrolla en los dos VMC Haas VF-2 de 30,000 rpm que tiene el taller.
Las herramientas para trabajos posteriores pueden alistarse en otros carruseles, permitiendo que el taller cambie fácilmente los carruseles completos para permitir cambios de trabajo de una manera más rápida.
Una sonda láser montada en la etapa X-Y sobre la zona de trabajo se usa para inspeccionar fracturas de herramientas durante trabajos de corridas largas. Un sistema de pallet Erowa MTS (Sistema de Herramental Modular) ofrece una ubicación de punto cero definida para permitir el posicionamiento repetible de los pallets de la pieza de trabajo en la etapa X-Y de la máquina.
El micromecanizado en Challenge Machine: herramientas pequeñas para lograr grandes resultados
El señor Betland dice que los patrones de herramienta que el taller usa para el micromecanizado no son muy diferentes que aquellos usados para trabajos de tamaño convencional, excepto que las pasadas son mucho más pequeñas. Por ejemplo, una pasada típica para un escariador de 0.001 pulgadas es 0.0003 pulgadas.

Debido a que mantener la planitud entre operaciones es crítico, el taller puede usar mesas de vacío o cinta de doble cara para asegurar las piezas para el mecanizado.
Las tasas de avance para piezas de trabajo plásticas son generalmente más altas que para los metales, aunque las velocidades de husillo son relativamente las mismas.
Los parámetros de corte que el taller usa para el micromecanizado se basan ampliamente en la experiencia, y ensayo y error, y han sido ratificados gracias a una consistencia mejorada en las herramientas de corte. Dicho esto, Challenge Machine, generalmente, examina bajo un microscopio las nuevas herramientas de corte de menos de 0.004 pulgadas de diámetro, no para medirlas, sino simplemente para revisar cualquier irregularidad antes de usarla.
Por supuesto, el taller ha aprendido algunos pequeños trucos de micromecanizado con el transcurso de los años. Una técnica que a veces utiliza para crear microranuras con filos cuadrados comienza usando un escariador de bola para desbastar esencialmente la ranura antes de volver con un escariador estándar para crear las esquinas agudas. Esto minimiza la carga en el escariador estándar.
Además, los ciclos de jerarquía son usados para algunas operaciones de microtaladrado, y la distancia de avance de la clase depende del material y el tamaño del agujero. Sin embargo, Challenge Machine ha encontrado que algunas aplicaciones se prestan para taladrar sin jerarquías.
Este es generalmente el caso para el polieteretercetona (PEEK), que requiere un ajuste de velocidades y avances para generar el tamaño de viruta adecuado por diente, de modo que las virutas puedan ser evacuadas del agujero.

La inspección de partes y características pequeñas puede ser engañosa. El taller usa indicadores de gota con medidores de pasador para medir manualmente la altura y la profundidad de características como avellanados. También usa sus dos sistemas de visión Nikon para medir características automáticamente, por ejemplo, diámetros de agujeros.
El taller también intenta integrar operaciones de desbarbado durante el ciclo de mecanizado, tanto como sea posible, para minimizar el trabajo manual de desbarbado. Para partes que requieren un gran número de agujeros pasantes, con solo penetrar una broca completamente a través de la parte en una sola dirección, se puede crear una rebaba a la salida que necesitará removerse.
Crear agujeros ciegos en cada ubicación de agujeros pasantes durante el trabajo Op10 sirve para hacer un quiebre limpio del filo para cada agujero en la parte posterior de la pieza.
Esto evita que se generen rebabas después de que la parte es volteada para el trabajo Op20 y se completen los agujeros pasantes. Alternativamente, si se requiere fresado frontal después de taladrar los agujeros, el taller puede correr lentamente una broca hacia atrás por debajo de cada agujero para retirar cualquier rebaba que deje el fresado.
Con frecuencia, Challenge Machine también da lecciones de micromecanizado a sus clientes. Para casi todo proyecto de prototipado, el taller trabaja de cerca con el cliente para ofrecerle sugerencias de diseño para la manufactura (DFM).
Por ejemplo, una parte con un requerimiento de radio de punta de 0.001” implica que el taller use una herramienta de 0.002 pulgadas de diámetro. Si el diseñador puede aceptar un radio de punta de 0.0015 pulgadas, entonces el taller puede usar un cortador con un diámetro de 0.003 pulgadas para acelerar el proceso de mecanizado.
Cuando más grande, mejor
Según la aplicación y la cantidad de micromecanizado que requiere la pieza, los VMC de Haas de 15,000 rpm que tiene el taller pueden usar herramientas de solo 0.005 pulgadas de diámetro. Estas máquinas son usadas en gran parte para trabajo de microtaladrado y algunas operaciones de ranurado. Sin embargo, el taller recientemente incorporó dos modelos Haas VF-2 de 30,000 rpm que pueden usar herramientas con diámetros de sólo 0.003 pulgadas. Estos son un complemento muy útil de las máquinas 363-S.
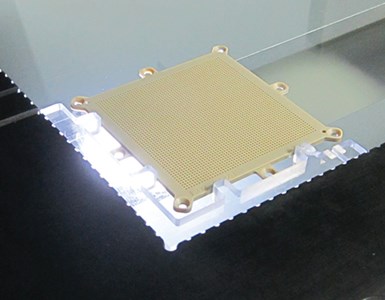
Esta pieza tiene 2.900 agujeros para medir.
Las partes pequeñas con microcaracterísticas son buenas candidatas para ser mecanizadas completamente en las máquinas 363-S. Sin embargo, otras partes que requieren algo de micromecanizado pueden ser relativamente grandes (digamos del tamaño de su puño).
Estas partes pueden ser mecanizadas por completo en los VF-2s si se requiere solo una pequeña cantidad de micromecanizado. Sin embargo, si una parte grande requiere una cantidad significativa de micromecanizado, el taller normalmente desbastará las características de tamaño convencional en uno de los VF-2s para una remoción más rápida del material, y luego completa las ranuras finas y otros detalles en un 363-S.
De hecho, el taller está en las primeras etapas de sumarle al equipo Haas el mismo sistema de pallet Erowa usando en las máquinas 363-S. Esto no sólo acelerará los alistamientos cuando se mueven los pallets entre plataformas de máquina sino que también permitirá que el taller retire/reinstale más fácilmente una pieza en los VF-2s para simplificar la inspección en proceso.
Micro inspección
En Challenge Machine hay un gran número de microscopios para permitirles a los operadores inspeccionar las características diminutas de las partes o las herramientas. Para muchas de ellas, la inspección final de la pieza en el departamento de calidad, generalmente, combina procesos de medición manuales y automáticos.
Se usan indicadores de gota con medidores de pin para determinar manualmente la altura de la parte o la profundidad de características como los avellanados. Esto puede ser difícil para piezas como la que se aprecia en la foto, la cual indica una profundidad para un avellanado con tolerancia de +0.025/-0mm para 2900 agujeros.
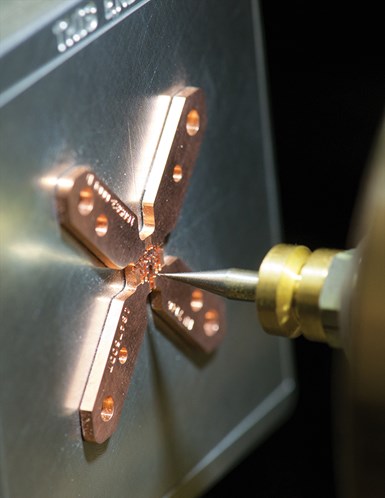
Challenge Machine se especializa en el micromecanizado de partes médicas y semiconductores. Aquí, un escariador de bola de 0.007 pulgadas está cortando características en una caja de puesta a tierra por contacto, usada en una aplicación de prueba de semiconductores.
Al lado de esta parte, uno de los dos sistemas de visión Nikon InexIV 2520 del taller mide automáticamente el diámetro de todos los agujeros. Estos sistemas de visión de banco compactos tienen mesas de medición de 250 por 200 por 200 mm, las cuales son suficientemente grandes para el tipo de trabajo que desarrolla Challenge Machine.
La atención a los detalles en la inspección manual apunta a un problema relevante que enfrenta el taller: encontrar nuevos empleados. El señor Betland dice que aunque esto es difícil para todos los talleres, es particularmente problemático para Challenge Machine.
Ya es suficientemente complicado enseñar cómo operar una máquina de tamaño convencional, así que aún es más difícil cuando usted tiene que dar la tranquilidad para usar herramientas de corte de un tercio del diámetro de un cabello humano y microscopios para el desbarbado, además de obtener todas las demás habilidades necesarias para producir partes pequeñas con detalles mecanizados finamente.






Contenido relacionado

Mecanizado de engranajes: materiales, herramientas y procesos
A medida que los vehículos eléctricos e híbridos ganan terreno, las estrictas exigencias de operación silenciosa y eficiencia energética impulsan innovaciones en el mecanizado de engranajes para maximizar la precisión, reducir el ruido y prolongar la vida útil de las transmisiones.
Leer Más
10 consejos para el fresado de titanio
Unas consideraciones simples de proceso pueden incrementar su productividad en el fresado de aleaciones de titanio.
Leer Más
Innovación y calidad en la manufactura de dispositivos médicos
Traufix, empresa mexicana con sede en San Miguel de Allende, Guanajuato, es reconocido como un líder en la manufactura de dispositivos médicos innovadores. El uso de centros de mecanizado de última generación le ayudó al taller a mejorar el proceso de fabricación de las placas para implantes óseos.
Leer Más
Inversión en maquinaria y equipo en México: análisis 2023
Encuentre aquí un análisis detallado sobre las expectativas y tendencias de inversión en activos fijos y maquinaria en México durante 2023.
Leer MásLea a continuación

10 tendencias que se están tomando los talleres metalmecánicos mexicanos
Modern Machine Shop México resume las tendencias y tecnologías a observar por parte de los talleres de mecanizados en México.
Leer Más
Sistemas innovadores de sujeción para electroerosión y mecanizado de tres ejes
Con el propósito de aumentar el índice de ocupación de máquinas en el taller, este fabricante de moldes adaptó un dispositivo de sujeción en sus máquinas de tres ejes y su electroerosionadora de penetración para aumentar la flexibilidad de sus equipos y ser más competitivo.
Leer Más
Por qué usar torneado tipo suizo
¿Para qué clase de producción se usan los tornos tipo suizo? ¿En qué se diferencian de los centros de torneado convencionales? Expertos y usuarios cuentan sus experiencias.
Leer Más