Novedades en el torneado tipo suizo
¿Cuáles son los matices para entrenar una persona de modo que opere efectivamente un torno tipo suizo? Este taller ofrece algunas sugerencias.


La boquilla del cabezal requiere un ajuste más fuerte, de modo que pueda agarrar la barra cuando el cabezal deslizante se mueve hacia dentro o hacia fuera.

Usan un dispositivo con pasadores similar en su función a una llave de expansión para soltar o apretar el buje.

Operadores como Brian Converse deben asegurarse de que la barra no se doble durante la instalación en el alimentador de barras, porque eso podría dañarla.

Se compraron seis máquinas SB-20R para producir este componente de asiento para un nuevo producto de dispensación de agua. El tiempo total de ciclo con el proceso previo, usando dos tipos de máquinas, era de 56 segundos. La máquina SB-20Rs mecaniza los componentes completos en 20 segundos.
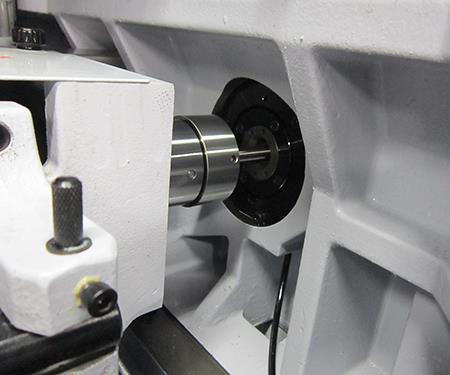
Para ajustar el buje guía, los operadores mueven el cabezal hacia atrás para tener acceso a él.

Incluso para una persona familiarizada con los centros de torneado convencionales puede ser difícil aprender cómo operar un torno tipo suizo con su singular diseño de cabezal deslizante.
Compartir
Lea a continuación



Los talleres de tornos automáticos fueron los primeros en adoptar tornos multifuncionales CNC tipo suizo. Hoy, un número cada vez mayor de talleres “tradicionales” está considerando esta plataforma de mecanizado para, en algunos casos, producir partes complejas completas, reduciendo alistamientos, operaciones secundarias y trabajo en proceso. La meta al usar este equipo es minimizar el número de veces que se toca una parte durante su producción.
Dicho esto, los operadores que no están familiarizados con estas máquinas y su distintivo diseño de cabezal deslizante se enfrentan a una curva de aprendizaje. Esto me lleva a cuestionarme sobre las necesidades específicas sobre las cuales se debe llamar la atención a una persona que tiene alguna experiencia con los centros de torneado convencionales o que tienen algún conocimiento sobre mecanizado. Para obtener algunas sugerencias, visité Vallorbs, una planta de manufactura ubicada en Bird-in-Hand, Pennsylvania, que tiene una amplia experiencia con el torneado tipo suizo.



Vallorbs: de agujas a partes nucleares
Kenneth Rinier, gerente general de la empresa, dice que el negocio comenzó a principios del siglo veinte y se llamó originalmente Vallorbs Jewel Co. Pronto, se especializó en la manufactura de rodamientos adornados con joyas para relojes suizos y la industria de la aviación, así como agujas de zafiro para fonógrafos. Actualmente, Vallorbs produce partes para aplicaciones nucleares, agrícolas, médicas, aeroespaciales y de electrónica e instrumentación en materiales como acero inoxidable, titanio, Kovar e Inconel 718, así como metal de zirconio clasificación incendio Clase D, del cual se producen virutas altamente inflamables con el mecanizado.
Vallorbs es parte de Valco Companies Inc., fabricante de sistemas y componentes de última tecnología para producción avícola, porcícola y de huevos. La mayoría del trabajo de alta producción de Vallorbs consiste en mecanizar componentes para productos de Valco, como pasadores de activación para sistemas de toma de agua para pollos. El señor Rinier dice que el taller mecaniza 600,000 pasadores por mes usando máquinas multihusillo actuadas por levas. El taller también tiene 40 máquinas de un solo husillo actuadas por levas y 7 tornos tipo suizo CNC con 15 años de uso para otros trabajos de altos volúmenes. Rinier se refiere a esos siete como los tipos suizo “añejos” del taller. Eso se debe a que Vallorbs compró siete nuevos tornos tipo suizo, seis SB-20R y un SR-20J de Star CNC Machine Tool.
Las seis máquinas SB-20R fueron compradas para producir un componente de asiento para un nuevo producto de precisión para dispensación de agua con la acción de una pluma que desarrolló Valco. Al comienzo el taller pensó que podría producir estos componentes en varios tornos viejos multihusillo, Acme y Kummer, para operaciones secundarias. El tiempo total de ciclo para un componente usando este método de producción eran unos inaceptables 56 segundos. Rinier dice que Star le comprobó que su SB-20R podría mecanizar componentes completos en 20 segundos.
Cuatro de esos seis SB-20R tienen cargadores de barras en el magazín. De otro lado, los otros dos y el SR-20J están equipados más realizar trabajos de taller y tienen alimentadores de barras Super Hydrobar de LNS America.
Robert Pitts, supervisor de operaciones, con más de 30 años de experiencia en el departamento de tornos de la compañía, dice que el trabajo de taller de bajos volúmenes que ellos realizan varía de 50 a 5000 piezas. Él da un buen ejemplo de la ventaja que les han brindado los nuevos tipos suizo con sus capacidades mejoradas para producir una pieza para la industria nuclear. Este componente requería originalmente siete operaciones secundarias diferentes.
Después de un torneado inicial en uno de los antiguos tornos tipo suizo, las partes requerían rolado de roscas, taladrar varios agujeros, brochar una hexagonal en la cabeza, y desbarbar la hexagonal y la intersección de los agujeros. Por otra parte, el nuevo tipo suizo redujo el tiempo de ciclo y minimizó el desecho, además de que mecanizaba cada parte completa.
Pero mientras la plataforma tipo suizo ofrece una amplia gama de capacidades para trabajos complejos, las máquinas aún requieren operadores expertos para garantizar que los procesos de mecanizado se desarrollen como está planeado. Como muchos otros talleres, Vallorbs comienza con los fundamentos cuando entrena a nuevos operadores, incluyendo instrucciones sobre el uso de micrómetros, lectura de planos, entre otros. Sin embargo, hay diferencias sutiles en lo que se requiere cuando se opera una máquina tipo suizo en comparación con un torno convencional, de modo que las siguientes recomendaciones son las que la compañía les transmite a los nuevos operadores:
- Conozca la plataforma tipo suizo. Antes de operar un torno tipo suizo es importante que el nuevo personal entienda el concepto del cabezal deslizante y cómo las máquinas difieren de los centros de torneado convencionales. Un tipo suizo usa un cabezal deslizante que alimenta el material en barra a través de un buje guía, después de la herramienta, durante una operación de torneado OD. El buje guía ofrece soporte para el material en barra muy cerca del punto de corte, previniendo la distorsión de la pieza de trabajo. Esto hace los tornos tipo suizo particularmente efectivos para producir partes largas y esbeltas. Las máquinas de Vallorbs también tienen un husillo secundario para permitir operaciones en la parte posterior de las partes, después de completar las operaciones en el husillo principal.
El señor Pitts dice que al comienzo a algunos operadores les costó un poco de trabajo entender los movimientos de las herramientas. Muchos no estaban acostumbrados con que el cabezal alimentara la barra en la herramienta, lo cual es diferente a las operaciones de torneado convencional, en las cuales la barra está girando en una posición fija y la herramienta va hacia ella. Además, estas máquinas son de cierto modo híbridas, porque mientras el husillo principal ofrece un cabezal deslizante, el husillo secundario para el trabajo posterior agarra las partes en su boquilla como un mandril. Los operadores que ajustan el trabajo posterior tienen que tener eso en cuenta.
- Saber la diferencia entre una boquilla de cabezal y un buje guía. Los tornos tipo suizo tienen una boquilla giratoria en el cabezal, así como un buje guía giratorio o estacionario. La boquilla giratoria debe ajustarse fuertemente para permitirle agarrar la barra cuando el cabezal deslizante se mueve hacia dentro o hacia fuera. Sin embargo, el buje guía debe ajustarse de modo que esté lo suficientemente holgado para permitir pasar la barra a través, pero no lo tan suelto que reduzca el soporte necesario para la barra cerca del punto de corte. Pitts dice que la única forma real de aprender cómo ajustar apropiadamente el buje guía es a través de la experiencia y la “sensación” de un ajuste apropiado en el cual haya algo de arrastre cuando se rote la barra, pero no tanto. Para ajustar el buje guía en las máquinas Star, los operadores simplemente mueven el cabezal hacia atrás para acceder al buje, luego usan un dispositivo similar en su función a una llave de expansión con pasadores que se insertan en el buje para permitir ajustarlo o soltarlo (ver las fotos).
Generalmente, Pitts compra bujes guía que son 0.001 pulgadas más grandes que el diámetro de la barra. De esta forma, el operador no tendrá que apretar el buje guía más de 0.005 pulgadas. Él cree que apretar más puede causar que las ranuras en el buje guía se cierren demasiado fuerte, lo cual impide que el aceite lubricante necesario fluya en el buje.
- Medir cada barra antes de la instalación. El buje guía debe soltarse cada vez que se retira un remanente para no rozar el buje durante la remoción. Esto significa que el buje guía tiene que reajustarse cada vez que se carga una nueva barra. La mayoría de las barras rectificadas que Vallorbs usa tienen una precisión de diámetro de ±0.0005 pulgadas, lo que significa que la cantidad de ajuste puede variar de barra a barra. Sin embargo, Pitts dice que ese no es un problema, porque de todas formas un operador necesita reajustar el buje guía para cada nueva barra. Lo problemático es si el diámetro de una barra varía a lo largo de su longitud. Por ejemplo, digamos que hay una sección de la barra donde el diámetro es unas pocas décimas más pequeño que el nominal. Esto disminuirá el soporte que el buje guía proveería de otra forma, llevando a errores más grandes de desalineación y concentricidad. Medir una barra antes de instalarla en el alimentador de barras revelará cualquier desviación del diámetro. De forma similar, las desviaciones del diámetro descubiertas con la medición de partes posmecanizadas puede indicarle a un operador que el ajuste del buje guía estaba muy suelto.
Aunque instalar una barra en los alimentadores de barras LNS Super Hydrobar es relativamente simple, Pitts le da a cada operador una hoja de instrucciones delineando todos los pasos. Básicamente, el operador retira el remanente de la máquina, luego desbloquea y gira el alimentador de barras lejos de la máquina para insertar una nueva barra (ver fotos). El operador debe asegurarse de que la barra no se doble durante la instalación porque puede dañarla. Con la barra instalada, el alimentador de barras se pivotea de regreso y se bloquea en la posición de operación. Entonces, el operador empuja la barra a través de la boquilla del cabezal hacia la posición de corte e ingresa un código de corte para retirar el extremo de la barra. Allí puede comenzar la producción.
- Tenga en cuenta los decimales. Con frecuencia, solo colocar en cero las separaciones después de cambiar un inserto es todo lo que se requiere para comenzar otra vez a producir bien las partes. Aunque en algunos casos el operador debe ingresar un valor de separación. Los nuevos operadores algunas veces cometen un error al ingresar un valor de separación con el decimal en la posición equivocada. Rinier afirma que el control en los nuevos tipo suizo lleva a los operadores a verificar que el valor de separación que han ingresado es el correcto, de modo que pueden minimizar el riesgo de aceptar un valor errado.
- Tenga cuidado cuando separe las herramientas. Los operadores de tornos tipo suizo deben recordar que puede usarse una sola herramienta para desarrollar un gran número de operaciones diferentes. Por ello, ajustar la separación para una herramienta que está produciendo un diámetro sobredimensionado, por ejemplo, puede afectar adversamente las operaciones subsecuentes que desarrolle la herramienta para ese trabajo en particular. Por ejemplo, el ajuste podría causar que la herramienta desbaste un diámetro diferente demasiado profundo, lo que significa que en la pasada siguiente de acabado la herramienta cortará aire. Pitts dice que los operadores necesitan ver el panorama completo y ser cuidadosos de todas las operaciones que realiza la herramienta. Aunque el plano de la parte muestre todas las operaciones que desarrollará cada herramienta, este concepto puede ser difícil de comprender para alguien nuevo en el mecanizado.
Los operadores también deben ser diligentes en examinar las partes después de mecanizar, buscando señales de desgaste en la herramienta. Vallorbs provee lupas y comparadores ópticos en todo el taller para permitirles a los operadores detectar rebabas, cambios en el acabado superficial, esquinas que no estén agudas, y otras indicaciones de que una herramienta está desgastada y comienza a empujar el material en el corte.
- Conocer el material de la pieza de trabajo. De forma similar, algunos materiales son más duros en herramientas que otros. Por ejemplo, Rinier dice que los operadores tendrían que cambiar las separaciones cuando trabajan con Inconel 718 para cada nueva pieza, lo que significa que ellos deben medir diligentemente cada parte después del mecanizado. Puede que esto no sea el caso cuando se mecanizan materiales menos exigentes en los cuales el ajuste de separación puede no ser necesario sino hasta que se complete un buen número de partes.
- Atender las líneas de refrigerante. Después de que una persona de alistamiento tiene un trabajo en curso, mirará que el refrigerante se esté dirigiendo a la ubicación apropiada y que las virutas estén siendo evacuadas como debe ser. Sin embargo, durante la producción es posible que un operador pueda golpear una línea flexible de refrigerante y sacarla de posición cuando cambia una herramienta o un inserto, por ejemplo. Si se deja sin detectar, esto podría causar problemas como la rotura de la herramienta, menor vida de la herramienta o un acabado superficial pobre.
- Lograr la apreciación para los acabados. Una característica torneada se ve diferente que una fresada. Ambas pueden tener el mismo nivel de acabado, pero la superficie fresada incluye marcas testigo que el torneado no produce. Pitts dice que, en ocasiones, apreciar esto le toma al operador un poco de tiempo. De forma similar, un agujero taladrado se ve diferente que uno que ha sido perforado. Sin embargo, si una tolerancia de agujero es lo suficientemente suelta, simplemente, puede ser posible taladrar el agujero y saltarse la operación de perforado. Todo lo que un operador necesita hacer es verificar la especificación del acabado superficial en el plano de la pieza cada vez que haya duda.









Contenido relacionado

Scudding para el mecanizado de engranajes
Descubra cómo el scudding, proceso de generación continua, optimiza la producción de engranajes, garantizando alta calidad y acabados superiores.
Leer Más
Mecanizado básico: ¿Qué es el torneado?
El torneado utiliza un torno para remover material del exterior de una pieza giratoria, mientras que el mandrinado hace lo mismo desde el interior de una pieza giratoria.
Leer Más
Consideraciones para comprar un torno CNC
Los tornos CNC son una de las tecnologías de mecanizado más antiguas; sin embargo, sigue siendo útil recordar los aspectos básicos a la hora de considerar comprar una máquina de este tipo.
Leer Más
Estrategias de diversificación para talleres de mecanizado
Tras más de cuarenta años en el negocio, este taller ha aprendido a adaptarse para seguir siendo rentable.
Leer MásLea a continuación

Torno tipo suizo ayuda a taller costarricense de dispositivos médicos a lograr mayor precisión
Después de que un nuevo torno tipo suizo superó las expectativas de la gerencia de la compañía en términos de rendimiento y eficiencia, el torno ahora se incluye en los planes para futuras aplicaciones.
Leer Más
Con herramientas y piezas de repuesto, empresa suiza prolonga la vida útil de tornos tipo suizo
En todo el mundo, decenas de miles de tornos tipo suizo continúan produciendo partes de precisión para su uso en relojería, odontología, electrónica y en la industria automotriz. Aunque son limitados los repuestos para estas máquinas-herramientas, todavía hay proveedores que siguen ofreciendo soluciones para mantenerlos.
Leer Más
Cuando un tipo suizo es un torno y una fresadora CNC de cinco ejes
Los tornos tipo suizo con eje B giratorio le permiten a este taller mecanizar partes completas y de forma desatendida, que no sería posible usando sus centros de mecanizado de cinco ejes. Aquí se presenta parte de lo que han aprendido adoptando esta nueva tecnología.
Leer Más