





Ejemplos de diferentes partes y materiales que han sido superacabados. Crédito: Nagel Precision Inc.
Hay una presión constante sobre los fabricantes para que mejoren la eficiencia de la manufactura y el rendimiento de sus productos, a menudo quitando el peso de los componentes. Para los fabricantes de automóviles, esto se combina con la presión para reducir las emisiones. Según Sanjai Keshavan, gerente de la División ECO Hone y sistemas de microacabado de Nagel Precision Inc., todas estas presiones condujeron al desarrollo del superacabado, un proceso de acabado aplicado por primera vez a la producción alrededor de la década de 1930, diseñado para mejorar el acabado superficial de un componente, al tiempo que optimiza su precisión de microcontorno a través de mejores redondez, rectitud, cilindricidad, entre otros.
Además de su utilidad para partes automotrices, el potencial de aplicación para el superacabado tiene amplio alcance. Desde talleres de trabajos hasta grandes fabricantes de equipo original (OEM), el superacabado ha encontrado su papel en pequeñas partes médicas como implantes de cadera y columna vertebral y partes aeroespaciales como componentes de turbinas y trenes de aterrizaje.



Según Keshavan, el uso del superacabado puede concebirse en cualquier aplicación de diámetro exterior que requiera la eliminación precisa de pequeñas cantidades de material, en el orden de 0.002-0.005 mm de diámetro. Si bien el acero es el material más común para realizar el superacabado, dice él, el proceso también se puede aplicar a aleaciones exóticas de titanio, aluminio e, incluso, vidrio y cerámica.
Entre los principales beneficios del superacabado está su proceso de material en frío, lo que significa que elimina la capa térmicamente dañada que dejan las operaciones anteriores, como el rectificado. Esto tiene un impacto clave en la prolongación de la vida útil de los componentes.
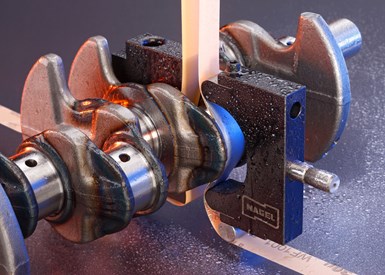
Por ejemplo, Keshavan dice que, si las superficies del rodamiento de un cigüeñal o árbol de levas de un motor no tuvieran superacabados, el esfuerzo y desgaste de los componentes podrían llevar al motor a descomponerse cada 30,000-50,000 kilómetros, en lugar de las 300,000-500,000 kilometros que son comunes para los motores actuales.
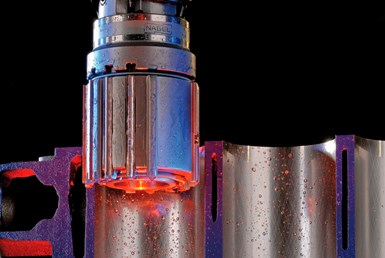
Entonces, ¿cómo elimina el superacabado el material sin el calor, tan típico del mecanizado abrasivo? La respuesta tiene que ver con las profundidades de corte. “Cuando torneas o rectificas una parte, las profundidades de corte podrían oscilar entre 50 y 100 micras o más ―dice Keshavan―. Eliminar esa cantidad de material en un corto periodo requiere mucha energía, por lo que la parte se calienta. El superacabado elimina 1-2 micras de material en el radio y requiere menos energía”.
Comparativa de procesos de acabado
Aunque los fabricantes usan a menudo varios términos de los procesos de acabado indistintamente, Keshavan dice que cada proceso tiene un matiz sutil que puede hacerlo más adecuado para una aplicación en particular. Estos son algunos procesos de acabado comunes para comparar:

Lapeado plano.
Lapeado
Acabado de caras planas con abrasivos sueltos. Aquí, la mejora del acabado superficial va acompañada de una mejora en la planitud de la parte.
Bruñido
Acabado de diámetros internos con abrasivos fijos. Se considera un proceso frío, ya que no se genera calor durante esta operación. La optimización del acabado superficial va acompañada de una mejora en la precisión del microcontorno.
Bruñido.
Microacabado/superacabado
Acabado de diámetros y caras externas con abrasivos fijos. Se considera un proceso frío, y también mejora la precisión del microcontorno.
Pulido
Acabado de características exteriores con abrasivos sueltos. Tanto el cepillado como el acabado vibratorio son ejemplos de un proceso de pulido. No se considera un proceso frío, ya que puede generar una cantidad significativa de calor durante la operación de acabado. La mejora del acabado superficial va acompañada de la pérdida de precisión del microcontorno.
Superacabado con cinta.
Tanto el superacabado como el pulido se utilizan para crear superficies finas en diámetros exteriores. El pulido es un proceso más flexible porque se puede utilizar un cepillo, un compuesto de lapeado o un proceso vibratorio como el acabado en tambor. El acabado en tambor permite pulir muchas partes a la vez.
Por el contrario, el superacabado utiliza un abrasivo fijo para solo una parte a la vez. Keshavan dice que el superacabado ha avanzado más allá de las herramientas duras. Para añadir más flexibilidad al proceso de superacabado, su propia empresa, Nagel, ha desarrollado lo que llama tecnología de banda “D-flex”, que actúa como un abrasivo fijo, pero se puede flexionar para compensar hasta un cambio de 15 mm de diámetro.

Superacabado con piedra.
Determinar qué proceso de acabado utilizar depende del uso final de la parte. Keshavan dice: “El pulido es el más adecuado para aplicaciones en las que la geometría de las partes no es crítica y la estética es la principal preocupación; el superacabado es el más apropiado para partes de misión crítica”.
Cómo evitar conflictos de tolerancia en acabados superficiales
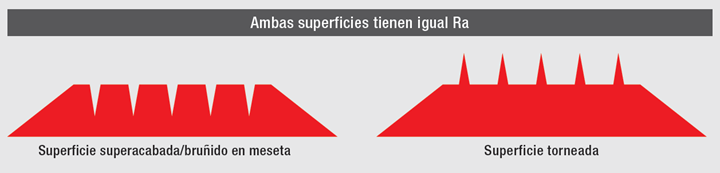
Las diferentes formas como medimos el acabado superficial vienen con finas distinciones, dice Keshavan. La rugosidad promedio (Ra) es un parámetro comúnmente utilizado para medir el acabado superficial, pero argumenta que el Ra no proporciona una imagen completa.
En particular, el parámetro no hace una distinción entre los parámetros de pico y valle. Por ejemplo, una parte con cinco valles distintos de la misma profundidad podría tener el mismo Ra que una parte con cinco picos distintos de la misma altura. Teniendo en cuenta solo el Ra, los acabados de estas partes son los mismos. Por eso, en ciertas aplicaciones, otros parámetros serán más apropiados para escoger la medición de acabado superficial.
Keshavan recomienda hacer referencia al estándar nacional de textura superficial ANSI/ASME B 46.1. Este enumera 100 o más parámetros que se pueden utilizar para medir el acabado, algunos de los cuales son Ra, altura pico reducida (Rpk), altura de valle reducida (Rvk), relación de área de rodamiento (Tp), y distancia media entre los cinco picos más altos y los cinco valles más bajos en una longitud de muestreo (Rz).
“Si estos parámetros se seleccionan juiciosamente y se establecen tolerancias correctas ―dice―, permiten a los ingenieros de manufactura elegir la forma más eficiente de procesar las partes y mantener la integridad del producto”.
Dice que los problemas surgen cuando se especifican múltiples parámetros sin tener en cuenta su viabilidad dados los otros parámetros especificados. Tenga en cuenta las siguientes especificaciones:
Ra: 0.2-0.3 μm
Rp ≤ 0.5 μm
Rz ≤ 1.0 μm
Empíricamente hablando, dice Keshavan, Rz es igual a aproximadamente 7 a 10 veces Ra. Para apuntar a 0.2 μm Ra, dice que Rz sería al menos 1.4 μm y estaría fuera de especificación.
Otro problema común que ve es aplicar un índice de capacidad de proceso general (Cpk) sin prestar atención a la tolerancia, particularmente dados los límites superior e inferior en la rugosidad de la superficie. Por ejemplo, considere otra especificación:
Ra: 0.05-0.2 μm
Rz: 1.0 μm
“Si se exige un Cpk de 1,67 o mejor en todos los parámetros, necesitamos estar aproximadamente al 50 % de la tolerancia, así que apuntamos a 0.5 Rz ―dice―. Si lo hiciéramos, Ra podría ser inferior a 0.05 μm, lo cual está fuera de especificación. Si hubiéramos apuntado a un Ra para lograr el Cpk, Rz sería empujado hacia el extremo superior de la especificación o fuera de especificación por completo. Por esta razón es extremadamente importante fijar las tolerancias correctamente”.






Contenido relacionado

Mecanizado de engranajes: materiales, herramientas y procesos
A medida que los vehículos eléctricos e híbridos ganan terreno, las estrictas exigencias de operación silenciosa y eficiencia energética impulsan innovaciones en el mecanizado de engranajes para maximizar la precisión, reducir el ruido y prolongar la vida útil de las transmisiones.
Leer Más
Pronósticos para la industria manufacturera de México en 2023
La industria manufacturera en México representa más de 18 % del PIB y es el principal sector exportador con 87 %.
Leer Más
Clústeres industriales en México: perspectivas regionales en 2023
Altamente integrada en cadenas regionales y globales de valor, la industria manufacturera mexicana ha tenido importantes cambios en los últimos años y generado oportunidades clave para las diferentes regiones industriales del país.
Leer Más
Inversión Extranjera Directa aumenta 12 % en 2022
Durante 2022 la Inversión Extranjera Directa fue de 35,292 millones de dólares, de los cuales el 36 % fueron para el sector manufacturero.
Leer MásLea a continuación

Nuevas tendencias en instrumentos de medición e inspección
La precisión en la manufactura no es opcional, es una necesidad. Desde la integración de sistemas de medición en tiempo real hasta innovaciones en tecnologías sin contacto, la medición precisa resulta esencial para cumplir con las exigencias de tolerancias estrictas y optimizar los procesos de control de calidad. Exploramos los recientes avances en metrología y su impacto en industrias como la automotriz y la aeroespacial, donde la precisión es clave.
Leer Más
¿Por qué usar torno-fresado?
Los fabricantes de máquinas-herramienta se dieron cuenta de que las piezas torneadas a menudo requerían también, al menos, algún trabajo de fresado o taladrado. Por ello aumentaron las capacidades de los tornos mediante husillos adicionales para el trabajo con herramientas giratorias. De esa manera surgieron las máquinas de torno-fresado.
Leer Más
Consideraciones para comprar un torno CNC
Los tornos CNC son una de las tecnologías de mecanizado más antiguas; sin embargo, sigue siendo útil recordar los aspectos básicos a la hora de considerar comprar una máquina de este tipo.
Leer Más